
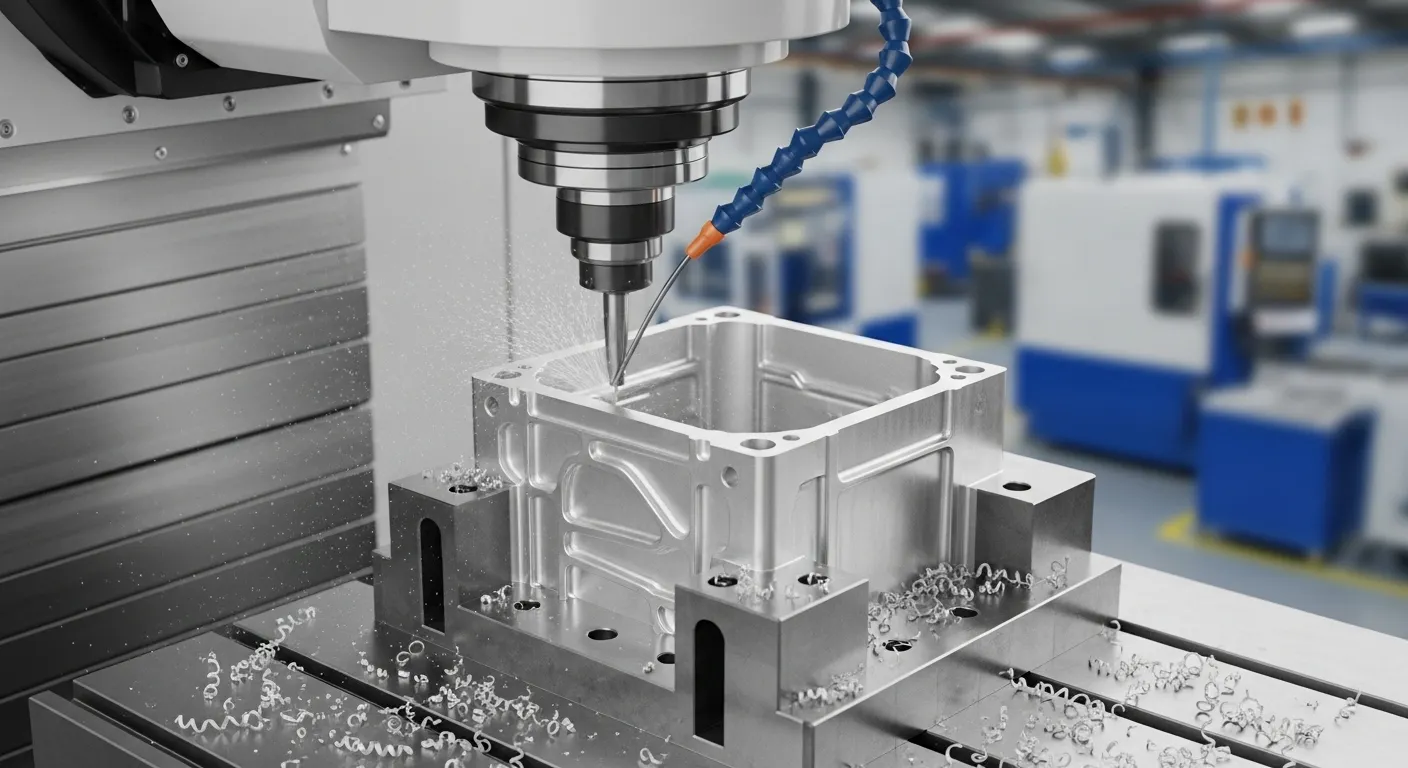
CNC-Bearbeitungsdienst für Aluminiumteile
Für dieses CNC-Bearbeitungsservice für Aluminiumteile-Projekt, Wir haben gearbeitet 180 Sensorgehäuse aus Aluminium 6061-T6 bei 168 × 94 × 42 Mm, mit 1.8 MM-Wandabschnitte, ±0,02 mm kritische Toleranzen, und 15 μm klare Anodisierung. Wir haben 5-Achsen-Fräsen verwendet, Vakuumfixierung, In-Process Sonde, CMM-Inspektion, und Perlenstrahlen. Die Lieferung wurde geliefert 9 Arbeitstage, erreichte ein 98.3% Erst-Bestehen-Rate, und zuschlug 100% Letzte Lieferung.
Einleitung
Dieser CNC-Bearbeitungsservice für Aluminiumteile begann mit einer festen Frist von 12 Arbeitstage und eine Wohnung, die bereits aus Plastik versagt hatte. Der erste ABS-Prototyp des Kunden wurde verbogen 0.18 mm bei 65°C, und die Dichtungsrille verlor danach die Dichtungskompression 3 Thermische Zyklen.
Wir wurden gebeten, diesen Prototyp zu ersetzen durch 180 produktionsähnliche Aluminiumgehäuse für ein deutsches Lagerautomatisierungsprogramm. Weil das Bauteil schnell von der Test- zur Brückenproduktion wechseln musste, Wir haben den Workflow um GDs herum aufgebaut CNC-Bearbeitungsdienstleistungen, Die verfügbaren Materialien, und die eigene Marke Fallstudien zur CNC-Bearbeitung.
Projektübersicht
Der Kunde war ein europäischer Hersteller von Automatisierungsgeräten, der LiDAR-Sensormodule für autonome mobile Roboter baute. Jedes Gehäuse musste eine 48V-Steuerplatine schützen, Halten Sie einen Objektivanschluss innerhalb von ±0,02 mm, und halte das Gesamtgewicht unter 200 G für eine 14-stündige Batterieumstellung.
Wir haben uns für Aluminium 6061-T6 entschieden, weil das Gehäuse eine gute Balance der Machbarkeit benötigte, Korrosionsbeständigkeit, Gewindestärke, und stabile Eloxierung. Der letzte Teil 186 g, Verwendete ein 68 mm tiefe Innentasche, und beinhaltete 24 Gewinde-Funktionen, 1 Dichtungsrille, und 2 datum bores.
Die Aufgabe lag zwischen Prototyp und Produktion, Kein vollständiges Massenvolumen. Das machte es zu einer hervorragenden Passform für die Art von Brückenarbeit, die auf den Decken gezeigt wird CNC-gefräste Aluminiumteile und CNC-gefrästes eloxiertes Aluminium Seiten.
Technische Spezifikationen
| Artikel | Spezifikation |
|---|---|
| Material | Aluminium 6061-T6 |
| Teilname | LiDAR-Sensorgehäuse |
| Abmessungen | 168 × 94 × 42 Mm |
| Wandstärke | 1.8 Minimum mm |
| Tiefe Höhlung | 68 Mm |
| Kritische Toleranzen | ±0,02 mm auf Begrenzungsbohrungen und Objektivsitz |
| Allgemeine Toleranzen | ±0,05 mm |
| Flachheit | 0.03 mm auf der Dichtungsfläche |
| Oberflächenfinish | Perlenexplosion + Klar eloxiert, 15 μm |
| Oberflächenrauheit | Ra 1.6 μm extern, Ra 3.2 μm innere Tasche |
| Menge | 180 Pcs |
| Vorlaufzeit | 9 Arbeitstage |
| Prozess | 5-CNC-Fräsen für Achsen, Bohrung, klopfend, Entgraten, Perlstrahlen, eloxierend |
Bearbeitungsprozess für diesen CNC-Bearbeitungsservice für Aluminiumteile
Wir haben angefangen bei 172 × 98 × 46 mm 6061-T6 Sägeschnittrohlinge und baute das CAM-Programm in Fusion auf 360 mit 3 Aufbauten. Der Zuschlag für das Rohmaterial war 0.35 mm an den Wänden und 0.20 mm auf Dichtflächen, um die Bewegung vor der endgültigen Fertigstellung zu kontrollieren.
Für den Fragesteller 1, wir haben das Außenprofil und die oberen Merkmale einer Haas VF-2SS mit einer 12 mm Hartmetall-Endfräser bei 12,000 U/min und 2.8 MM-Achsabstufung. Wir haben gebohrt 10 Pilotlöcher, Fräste die Dichtungsrille zu 1.25 mm-Tiefe, und ließ den Objektivsitz überdimensioniert durch 0.15 Mm.
Für den Fragesteller 2, Wir haben das Teil auf eine DMG Mori DMU umgezogen 50 5-Achsmaschine für die 68 MM-Kavität, Seitenanschlüsse, und Begrenzungsbohrungen. Wir haben ein 6 MM-Langhalswerkzeug für die tiefe Tasche, ein 3 MM-Endfräser für die Eckreinigung, und Spindelprobing vor jedem kritischen Enddurchgang.
Für den Fragesteller 3, Wir haben Entgratung durchgeführt, Perlstrahlen, und klare Eloxierung bei 15 μm Nenndicke. Der Finishweg folgte derselben Logik, wie in den aluminiumfokussierten Beispielen von GD, Vor allem die CNC-gefrästes eloxiertes Aluminium Arbeit, wobei sowohl Aluminiumpräzision als auch das Aussehen nach dem Finish zählen.
Herausforderungen und Lösungen
1. Dünnwanddeformation bei 1.8 Mm
Unser erster Versuch ist gescheitert. Wir haben das Blank in einem Standard-Schraubstock geklemmt, Maschinengearbeitet 68 MM-Hohlraum zu früh, und gemessener Wandbogen von 0.12 mm auf der langen Seite. Auch die Flachheit der Dichtungsfläche ist von 0.03 mm-Ziel auf 0.16 Mm.
Wir haben es durch Änderungen behoben 3 Dinge. Erste, Wir sind gegangen 0.35 MM-Material auf dünnen Wänden während des Schruppens. Sekunde, Wir sind auf maßgefertigte weiche Kiefer sowie Vakuumstütze unter dem Hohlraum umgestiegen. Dritte, Wir teilen das Finish in das Halbfinale auf, 6-Eine Stunde Ruhe, und finalen Überläufen von 0.15 MM-Radialeinschaltung. Der nächste 5 Proben blieben innerhalb 0.028 MM-Wandbewegung.
2. Tiefes Höhlengeplapper bei 68 mm-Tiefe
Der erste Langstrecken-Werkzeugweg hinterließ sichtbare Klapperlinien und eine innere Oberfläche von Ra 3.4 μm. An einer Ecke, Werkzeugablenkung schob den Radius nach außen durch 0.06 Mm, was für den internen Abstandsabstand der Leiterplatte zu groß war.
Wir haben den Werkzeugausstich von 72 mm bis 58 mm, indem das Teil auf der 5-Achsen-Trunnion gedreht und die Wand in einem besseren Winkel angegriffen wird. Wir haben auch von einem Schlitzweg auf trochoidales Roughing umgestellt mit 8% Radialeinsatz. Das Stimmengewirr wurde abgebrochen, brachte den Eckfehler zu 0.012 Mm, und verbesserte das innere Finish für Ra 2.1 μm.
3. Enge Löcherposition über eine lange Bezugskette
Das Deckelschraubenmuster musste die richtige Position innerhalb des Deckels halten 0.03 mm über ein 142 mm-Spannweite. In unserem ersten 2-Setup-Test, Die gegenüberliegenden Ecklöcher trieben vorbei 0.07 MM, weil die zweite Einstellung zu viel Referenzfehler gestapelt hat.
Das haben wir gelöst, indem wir alle kritischen Löcher in eine 5-Achsen-Konfiguration verlegt und maschinelle Sonde auf 2 Bezugsbohrungen vor dem Endbohren und Gewindegang. Nach dieser Veränderung, Der durchschnittliche Positionsfehler über 12 überprüfte die Gehäuse war 0.014 Mm.
Qualitätskontrolle
Wir haben Erstartikel-Teile auf einem Zeiss-CMM mit 18 Gemessene Merkmale, einschließlich der 2 datum bores, Durchmesser des Linsensitzes, Dichtflächenflachheit, und die wahre Position des Lochmusters. Wir haben auch Gewindemessen verwendet für 24 Gewinde-Funktionen, ein Mitutoyo-Oberflächentester für Ra-Prüfungen, und ein Wirbelstrommessgerät zur Bestätigung der Anodisierungsdicke zwischen 13 μm und 17 μm.
Für die Zeichensteuerung, Wir verwendeten ±0,05 mm als allgemeine Bearbeitungsbasis und zogen nur die funktionalen Merkmale auf ±0,02 mm oder 0.03 mm-Flachheit. Das entspricht der gängigen Verwendung von ISO 2768-1 als Rahmen für allgemeine lineare und winkelige Toleranzen, wenn nicht jede Dimension individuell toleriert ist.
Befund
Wir haben den ersten verschickt 30 Wohnhäuser in 7 Arbeitstage und die komplette 180-teilige Charge in 9 Arbeitstage. Der Kunde hatte darum gebeten 12 Arbeitstage, Also sind wir fertig 3 Tage zu früh.
Hier sind die wichtigsten Zahlen:
- Erstdurchlauf-Bearbeitungsausbeute: 98.3% oder 177 von 180 Teile
- Endgültige Versandannahme: 100%
- Durchschnittliche CMM-Abweichung an kritischen Bohrungen: 0.011 Mm
- Durchschnitt der Dichtungsfläche: 0.021 Mm
- Gehäusegewicht: 186 g, unterhalb der 200 g Ziel
- Montagezeit auf Kundenseite: 22% schneller als der Kunststoffprototyp
- Thermisches Testergebnis: die interne Elektronik lief um 6,8 °C kühler als die ABS-Gehäuseversion
Der Auftraggeber genehmigte eine zweite Brückenbestellung für 420 PCS bestanden nach der ersten Charge die Vibrationstests bei 20 G und eine 96-stündige Salzspray-Bewertung der eloxierten Oberfläche.
Warum für diese Aluminiumteile CNC-Bearbeitung eingesetzt wurde

Wir haben CNC statt Druckguss verwendet, weil das Volumen nur so groß war 180 PCS und das Design waren noch in Bewegung. Eine Druckgussstrecke würde wahrscheinlich Werkzeuge erfordern, Zusätzliche Genehmigungszeit, Und zumindest 4 An 6 Wochen vor den ersten Artikeln. CNC lässt uns Drehzahl A schneiden, Überarbeite den Kabelanschluss nach einem Teil 24, und Schiffsdrehzahl B ohne neue Werkzeuge.
Wir schlossen auch den Polymer-3D-Druck aus, weil das frühere ABS-Sample bereits verzogen war 0.18 mm bei 65°C, und die Schraubenbosse wurden nach wiederholtem Dienstzugriff zerlegt. Aluminium 6061-T6 hat uns eine bessere Gewindelebensdauer verschafft, Sauberere Dichtungsflächen, und ein deutlich besseres thermisches Verhalten.
Auch die Materialwahl spielte eine Rolle. Die Aluminum Association beschreibt 6xxx-Legierungen als wärmebehandelbar, Formbar, schweißbar, und korrosionsbeständig, mit 6061 als die am weitesten verbreitete Legierung dieser Familie bezeichnet. Das machte 6061-T6 zur richtigen Balance für ein leichtes Gehäuse, das weiterhin stabile Bearbeitung und Eloxierung benötigte.
Häufig gestellte Fragen: CNC-Bearbeitungsdienst für Aluminiumteile
Für die meisten Gehäuse und Halterungen, Wir beginnen mit 6061-T6. Das sorgt für eine gute Mischung aus Stärke, Korrosionsbeständigkeit, kosten, und Bearbeitbarkeit. Dafür 168 × 94 × 42 MM-Gehäuse, 6061-T6 bot außerdem stabile Gewinde und saubere Eloxierung nach dem Perlstrahlen.
Für Standardfunktionen, Wir planen normalerweise etwa ±0,05 mm. Für kritische Bohrungen, Siegelland, und Paarungsmerkmale, Wir können das mit besserer Befestigung auf ±0,02 mm oder sogar noch niedriger anziehen, Sonde, und CMM-Validierung. In diesem Fall, Unsere gemessene Bohrungsabweichung wurde gemittelt 0.011 Mm.
Ja, Aber die Mauerstrategie ist wichtig. Bei diesem Auftrag, das 1.8 MM-Wand gebogen von 0.12 MM im ersten Versuch. Das haben wir mit der Lagerzulage festgelegt, Vakuumstütze, und inszenierte Fertigstellung, dann hielt sie die Bewegung unten 0.028 MM im genehmigten Verfahren.
Das hängt von der Nutzung ab. Für dieses Robotergehäuse, Wir haben Bead Blasting Plus verwendet 15 μm klare Eloxierung, da sie die Korrosionsbeständigkeit verbessert hat, hat einen einheitlichen, matten Look, und geschützte Fahrflächen. Wenn das Aussehen wichtiger ist, Farbeloxizierung oder Polieren kann ebenfalls gut funktionieren.
Wähle CNC, wenn du es brauchst 1 An 500 Teile, Schnelle Designänderungen, Keine Werkzeugkosten, oder eine strengere Funktionskontrolle bei frühen Chargen. Für diese 180-teilige Brücke bestellte sie, CNC hat das Gießen geschlagen, weil wir geliefert haben 9 an Arbeitstagen und wurde die Portgeometrie mitten im Lauf ohne neue Werkzeuge aktualisiert.
Schlussfolgerung + CTA
Dieses Projekt zeigt, was ein echter CNC-Bearbeitungsservice für Aluminiumteile leisten sollte: Halten Sie ±0,02 mm dort, wo es zählt., Löse die Verformung, bevor sie in die Produktion kommt, und Kleinvolumen-Teile schnell genug für ein Live-Programm zu liefern. Wir haben gearbeitet 180 eloxierte 6061-T6-Gehäuse in 9 Arbeitstage, verbesserte thermische Leistung um 6,8 °C, und gab dem Kunden eine Bridge-Charge, die sich wie Produktionsteile verhielt.
Wenn du Aluminiumgehäuse baust, klammern, Deckt, oder individuelle funktionale Teile, Review-GDs Fallstudien zur CNC-Bearbeitung und dann kontaktieren Sie uns mit deiner Zeichnung, Menge, und Toleranzstack.