
Serviços de Usinagem CNC para Protótipos Funcionais de Plástico: O Guia Completo
A usinagem CNC é o método mais confiável para produzir protótipos funcionais em plástico com tolerâncias rigorosas (±0,01 mm a ±0,05 mm), Propriedades reais de materiais de grau de engenharia, e rápida reação (3 Para 7 Dias). Funciona melhor para 1 Para 100 Unidades onde validação de projeto, Teste de ajuste, ou testes funcionais de desempenho são necessários antes de se comprometer com ferramentas de produção.
O que são protótipos funcionais de plástico?
Um protótipo funcional de plástico é uma peça física feita de plástico de engenharia real que atua como o componente final de produção. Não é um modelo visual nem um conceito de esboço. Ele é testado, reunidos, carregado, pressurizado, ou ciclada sob condições reais de operação.
A palavra-chave "funcional" é o que diferencia essas peças dos protótipos de exibição. Seu engenheiro precisa saber:
- A peça se encaixa no conjunto de acoplamento?
- Ele sustenta a pressão ou carga necessária?
- O material resiste aos produtos químicos ou temperaturas na aplicação?
- Ele atende à FDA, ISO, ou requisitos de conformidade da indústria?
Protótipos funcionais respondem todas essas perguntas antes de você gastar $8,000 Para $40,000 em um molde de injeção.
Por que os engenheiros escolhem usinagem CNC para protótipos plásticos
A usinagem CNC para protótipos funcionais plásticos domina sobre outros processos por uma razão simples: Ele produz peças do mesmo material e com as mesmas propriedades mecânicas do seu componente final de produção.
Aqui está uma comparação direta entre os três processos de prototipagem mais comuns:
| Fator | Usinagem CNC | FDM / Impressão 3D SLS | Moldagem por Injeção |
|---|---|---|---|
| Autenticidade material | Material verdadeiro de estoque (Por exemplo,, ESPIAR, Delrin) | Filamento ou pó proprietário, Resistência anisotrópica | Material de produção verdadeiro |
| Tolerância | ±0,01 mm a ±0,05 mm | ±0,2 mm a ±0,5 mm típico | ±0,05 mm a ±0,1 mm |
| Acabamento superficial | Ra 0.4 μm para Ra 3.2 μm | Ra 5 para Ra 15 μm (Linhas de camada) | Ra 0.4 μm para Ra 1.6 μm |
| Prazo de entrega (10–50 unidades) | 3 Para 7 Dias úteis | 1 Para 4 Dias | 4 Para 8 Semanas (ferramental) |
| Custo de ferramentas | $0 | $0 | $8,000 Para $40,000+ |
| Custo unitário (10–50 unidades) | Média | Baixa a média | Muito alto (Ferramentas amortizadas) |
| Melhor para | Testes funcionais, Ajustes apertados | Conceito, Visual, Estágio inicial | Produção em grande volume (1,000+) |
A conclusão é clara. Durante 1 Para 100 Unidades que precisam ser testadas funcionalmente, A usinagem CNC oferece a melhor combinação de precisão, Integridade do material, e velocidade.
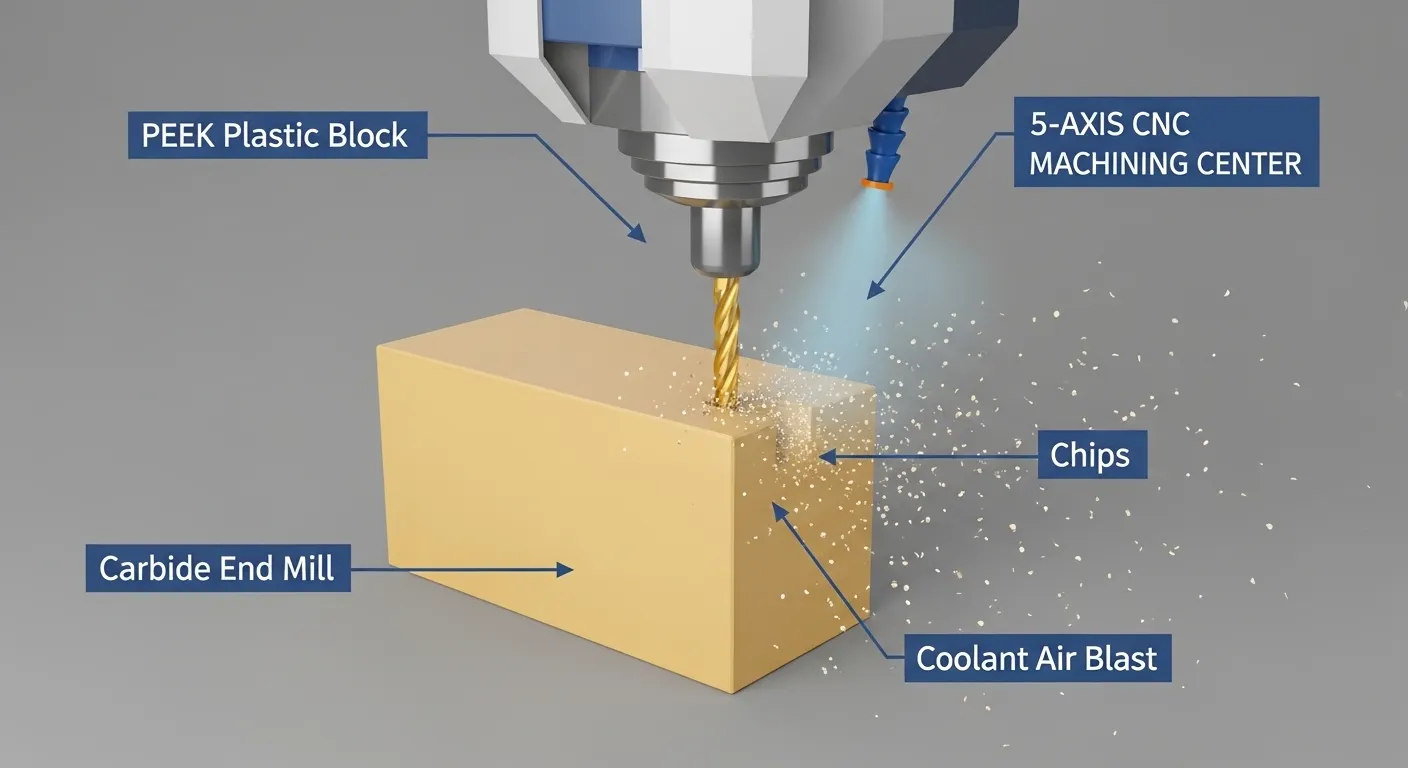
EmPrototipagem GD, Nós rodamos em 3 eixos, 4-eixo, e centros de usinagem CNC de 5 eixos especificamente otimizados para trabalhos plásticos de engenharia, com prazos de entrega começando em 3 Dias úteis.
Melhores Plásticos para Protótipos Funcionais CNC
Nem todas as máquinas de plástico são da mesma forma. Escolher o material certo é a primeira decisão de engenharia em qualquer projeto de protótipo plástico. Aqui estão os materiais mais comuns que usamos e quando usar cada um.
ESPIAR (Poliéter Éter Cetona)
O PEEK é o padrão ouro para protótipos plásticos de alto desempenho. Ele suporta temperaturas contínuas de até 250°C, resiste a quase todos os produtos químicos industriais, e atende à ISO 10993-5 Requisitos de biocompatibilidade para dispositivos médicos.
- Resistência à tração: 100 Mpa
- Temperatura de serviço contínuo: 250°C
- Melhor para: Dispositivos médicos, Sistemas de fluidos aeroespaciais, Equipamentos semicondutores
- Nota sobre usinagem: Requer recozimento antes do corte e resfriamento a ar seco para preservar a estrutura cristalina
Delrin (POM-C / Acetal)
Delrin é o plástico de engenharia mais usinável. Ela mantém tolerâncias muito bem firmes, tem uma superfície naturalmente de baixo atrito, e é quimicamente resistente a combustíveis, Solventes, e óleos.
- Resistência à tração: 69 Mpa
- Estabilidade dimensional: Excelente (baixa absorção de umidade)
- Melhor para: Engrenagens, Buchas, Assentos de válvulas, Componentes de contato com alimentos
- Nota sobre usinagem: Máquinas limpas em altas velocidades com mínimo de rebarbas
Náilon (PA6 / PA66)
O nylon oferece excelente resistência ao impacto e resistência à fadiga, mas absorve umidade, o que pode causar deriva dimensional. Para protótipos funcionais que exigem ajustes exatos, Recomendamos a pré-secagem dos tarugos e a usinagem até as dimensões do estado seco.
- Resistência à tração: 75 Para 85 Mpa
- Melhor para: Suportes estruturais, Componentes de desgaste, Guias de cabos
- Nota sobre usinagem: Absorção de umidade de até 2.5% pode mudar as dimensões; Ajustes críticos devem levar isso em conta
Policarbonato (Computador pessoal)
O PC é opticamente claro, durão, e mantém boas tolerâncias. É amplamente usado em terrários, Guias de luz, e carcaças que precisam de inspeção visual ou transmissão de luz.
- Resistência à tração: 55 Para 65 Mpa
- Melhor para: Caixas ópticas, Invólucros elétricos, Escudos de segurança
- Nota sobre usinagem: Sucetível a trincas por tensão próximas a cantos internos afiados; Raios generosos são necessários
PTFE (Teflon)
O PTFE possui o menor coeficiente de atrito de qualquer plástico de engenharia e uma resistência química excepcional. É macia e se move sob carga, Portanto, não é adequado para partes estruturais, mas é ideal para vedações, Forros, e componentes de contato químico.
- Melhor para: Sedes de válvulas, Selos químicos, revestimentos de rolamento
- Nota sobre usinagem: Requer ferramentas afiadas e fixação cuidadosa; ele se deforma sob pressão de fixação
UHMW-PE
O polietileno de peso molecular ultra-alto é extremamente resistente ao desgaste e ao impacto. É comumente usado em transporte, Processamento de alimentos, e aplicações marinhas.
- Melhor para: Almofadas de desgaste, Componentes do transportador, Tábuas de corte, Buchas marinhas
- Nota sobre usinagem: Chips de fio; requer geometria de ferramenta para quebrar lascas e evacuação frequente
Tolerâncias que você pode esperar da usinagem de plástico CNC
A capacidade de tolerância na usinagem CNC de plástico depende de três fatores: Estabilidade do material, Geometria das peças, e método de fixação. Veja o que você pode esperar realisticamente:
| Classe de tolerância | Valor | Realizável |
|---|---|---|
| Usinagem geral | ±0,05 mm | Perfis externos, Furos não críticos |
| Usinagem de precisão | ±0,02 mm | Furos, Superfícies de acasalamento, Encaixe do eixo |
| Alta precisão | ±0,01 mm | Assentos ópticos, Cilindros de válvula de precisão |
| Tolerância angular | ±0,1° a ±0,5° | Características radiais, Furos indexados |
Uma coisa que a maioria dos guias não te diz: Os plásticos respondem a mudanças de temperatura. O PEEK possui um coeficiente de expansão térmica de aproximadamente 47 μm/m·°C. Em um 100 Parte mm, uma mudança de temperatura de 10°C na oficina cria um 0.047 Deslocamento dimensional em mm. Nossa oficina mantém a temperatura em 20°C ±1°C durante a usinagem final e a inspeção CMM de peças de precisão, Por isso consistentemente atingimos ±0,02 mm em diâmetros plásticos.
O Processo de Usinagem CNC para Protótipos Funcionais Plásticos
Compreender o processo passo a passo ajuda você a se comunicar melhor com seu parceiro de usinagem e a projetar peças que sejam mais fáceis (e mais barato) para produzir.
Passo 1: Análise do DFM (Projeto para Fabricabilidade)
Antes de qualquer corte começar, nossos engenheiros revisam seu arquivo STEP ou IGES para detectar recursos que possam causar problemas. Problemas comuns de DFM em protótipos plásticos incluem:
- Cantos internos com raio menor que o raio da ferramenta
- Seções de parede mais finas que 0.8 mm sem geometria de suporte
- Cavidades profundas com razões comprimento-diâmetro acima 6:1
- Chamadas de rosca sem alívio de runout
Uma análise do DFM em um protótipo típico de plástico toma 1 Para 4 Horas. Frequentemente economiza 1 Para 2 Dias de retrabalho de usinagem depois.
Passo 2: Preparação de Materiais
Para plásticos sensíveis ao estresse como PEEK e Nylon, Recozimos o material de tarugo antes de cortar. Para PEEK, Isso significa 4 horas a 200°C em um forno calibrado. Isso remove o estresse residual do processo de extrusão, que, se não tratado, faz a peça saltar ou empenar após a rugosidade.
Passo 3: Programação CAM
Usamos Mastercam para geração de trajetórias de ferramenta. As principais decisões nesta fase são:
- Estratégia de desbaste (Limpeza Adaptativa vs. Ensacamento tradicional)
- Seleção de ferramentas (Número de flautas, revestimento, comprimento do salto-saída)
- Trajeto de chegada (Fresagem por subida vs. Moagem convencional)
- Estratégia do líquido de arrefecimento (Explosão de ar, MQL, ou seco, dependendo do material)
Para seções de parede fina, modelamos estratégias de suporte diretamente no arquivo CAM. Para perfuros profundos, Programamos ciclos de perfuração de peck-drill com retração total para evacuação de chips.
Passo 4: Passagem de Roughing
Uma passagem de roughing remove 90 Para 95% da matéria-prima rapidamente. Usamos fresas de diâmetro maior com altas taxas de alimentação e folha 0.2 Para 0.4 mm de material em todas as superfícies críticas.
A cor e a temperatura do chip são os principais diagnósticos nesta fase. As batatas ideais do PEEK são amarelo palha e enrolam livremente. Lascas escuras ou descoloridas indicam calor excessivo — um sinal de que a velocidade do eixo ou a taxa de avanço precisam ser ajustadas.
Passo 5: Semi-Finalização e Finalização
O passe final remove essa última 0.2 Para 0.4 Mm de coronha usando ferramentas menores, Taxas de alimentação mais lentas, e velocidades de fuso mais altas. É aí que a tolerância e o acabamento superficial são determinados.
Para características de 5 eixos, como portas radiais ou perfis complexos, Completamos todo o acabamento em uma única fixação sempre que possível. Cada refixação de uma peça de plástico de precisão introduz pelo menos 0.01 Para 0.03 mm de erro de reposicionamento. Uma configuração, uma chance de erro.
Passo 6: Desbarba e Limpeza
As peças plásticas são desbavadas manualmente com raspadores e escovas seguras para plástico. Sem arquivos metálicos, que pode incorporar partículas. Para peças médicas ou semicondutoras, Seguimos com uma limpeza ultrassônica de 20 minutos em água desionizada.
Desafios na usinagem CNC de protótipos funcionais de plástico
Plástico não é só "metal mais fácil." Ele tem seus próprios modos de falha. Aqui estão os quatro desafios mais comuns e como os resolvemos.
Desafio 1: Vibração e Deformação de Paredes Finas
Paredes mais finas que 2.0 mm vibrar durante o corte. Isso causa conversas, Acabamento de superfície ruim, e erro dimensional. Solução padrão: reduzir a taxa de alimentação. Mas com plásticos, Corte mais lento aumenta o tempo de permanência do calor, que causa deformação térmica.
Nossa solução preferida para paredes abaixo 1.5 MM são fixações pneumáticas ou com respaldo de espuma personalizadas que sustentam a parede pelo lado oposto durante a passagem final de acabamento. Isso elimina o vibração sem aumentar a carga térmica.
Desafio 2: Empacotamento de Fragmentos de Deep Bore
Nas razões profundidade-diâmetro do 5:1, As batatas ficam embaladas na parte inferior e são recortadas. Lascas recortadas atuam como abrasivos. O acabamento do diâmetro degrada-se devido ao Ra 0.8 μm para Ra 3 μm ou pior.
Corrigir: Ciclos de pico programados com retração total e intervalos temporizados de rajada de ar. Adicionamos uma retração completa a cada 4 Para 5 mm de profundidade do diâmetro. Isso aumenta o tempo de ciclo, mas mantém o acabamento do diâmetro dentro das especificações.
Desafio 3: Empenamento relacionado a estresse após usinagem
Alguns plásticos — especialmente de nylon e graus semicristalinos — deformam após a usinagem porque o corte libera as tensões internas presas durante a extrusão do material.
Corrigir: Recozimento antes da usinagem. Para peças críticas, um recozimento secundário de alívio de tensão após o desbaste (antes de terminar) praticamente elimina o desvio dimensional pós-usinagem.
Desafio 4: Deformação de Clamping
Plásticos macios como PTFE e UHMW-PE deformam-se sob pressão padrão de pressão de morso metálico. A peça mede a intolerância enquanto está presa, Sai da tolerância quando liberado.
Corrigir: Fixações personalizadas de mandíbula macia, usinadas em alumínio ou náilon, que distribuem a força de fixação por uma grande área de superfície. O torque de fixação é definido e registrado para garantir consistência em um lote.
Controle de Qualidade e Inspeção
Um protótipo de plástico usinado por CNC só é tão bom quanto seu processo de inspeção. Aqui está o protocolo de controle de qualidade de três estágios que usamos emPrototipagem GD para protótipos plásticos de precisão.
Palco 1: Medição em Processo
Usamos a sondagem na máquina Renishaw OMP60 para verificar dimensões críticas após a passagem de desbaste, antes de terminar. Peças fora da margem de pré-usinagem são corrigidas antes de nos comprometermos com os cortes de acabamento.
Palco 2: Medição de CMM
Todos os protótipos plásticos de precisão são medidos em um CMM Hexagon Global em nosso sistema de controle de temperatura (20°C ±1°C) Sala de inspeção. Medimos:
- Todas as dimensões toleradas conforme o desenho 2D
- Diâmetro do diâmetro do diâmetro em múltiplas estações de profundidade
- Insipidez, Paralelismo, e perpendicularidade das superfícies de acoplamento
- Posição verdadeira de todos os padrões de buracos
Palco 3: Verificação da Rugosidade da Superfície
Usamos um profilômetro Mitutoyo SJ-410 em todas as superfícies com chamadas Ra. Certificados de inspeção com valores medidos reais são enviados com cada pedido.
Indústrias que Utilizam Usinagem de Protótipos de Plástico CNC
Serviços de usinagem CNC para protótipos funcionais plásticos atendem a uma ampla gama de indústrias. Cada um tem suas próprias preferências materiais e requisitos de tolerância.
Dispositivos Médicos
ESPIAR, UHMW-PE, e o PTFE dominam aqui devido à biocompatibilidade e resistência à esterilização. Tolerâncias de até ±0,01 mm são comuns para componentes de instrumentos cirúrgicos e componentes de caminho de fluido.
Aeroespacial e Defesa
Leve, Plásticos dimensionalmente estáveis como PEEK e PVDF substituem metais em aplicações aeroespaciais não estruturais. Protótipos CNC são usados para validação de brackets, Alojamentos de conectores, e componentes do sistema fluido.
Engenharia Automotiva
Engenheiros protótipo de conectores de fluido, Alojamentos dos sensores, e clipes internos em nylon, POM, e PC antes de se comprometer com a instalação de ferramentas para moldes por injeção. OEMs alemães frequentemente usam protótipos de plástico CNC para montagens de validação pré-produção.
Eletrônicos de Consumo
Computador pessoal, Graus usináveis equivalentes ao ABS, e PEEK são usados para corpos de conectores, Suportes para lentes, e elementos estruturais de chassi em protótipos eletrônicos.
Automação Industrial
Ferramentas de extremidade de braço, Copos a vácuo, Seguidores de cam, e trilhos guia são comumente prototipados em Delrin e Nylon em máquinas CNC antes de passarem para produção em grande volume.
Você pode navegar por exemplos de projetos reais em nossoEstudos de caso de usinagem CNC para ver como atendemos clientes nesses setores.
Como Conseguir um Orçamento: O que preparar
Obter um orçamento preciso para usinagem de protótipos de plástico CNC é simples quando você prepara os arquivos certos. Veja o que incluir:
- 3D CAD: Formato STEP ou IGES. Isso é obrigatório para orçamentos.
- 2Desenho em D (PDF ou DXF): Inclua todas as dimensões toleradas, Indicações de acabamento superficial, e especificações de rosca. Sem um desenho 2D, Citamos tolerâncias gerais de ±0,05 mm.
- Especificação do material: Classificação e quaisquer requisitos de conformidade (FDA, RoHS, Biocompatibilidade).
- Quantidade: Mesmo uma faixa aproximada ajuda a otimizar fixturing e preços em lote.
- Prazo de entrega necessário: O padrão é 3 Para 7 Dias úteis. Prazos mais apertados são acomodados mediante solicitação.
- Requisitos especiais: Certificações, Relatórios de inspeção, empacotamento, Tratamento de superfície.
Com essas entradas, retornamos uma revisão do DFM e uma cotação formal dentro de 12 Horário em dias úteis.
Como Projetar Peças de Plástico para Usinagem CNC (Dicas de DFM)
Projetar para usinagem CNC reduz custos e prazos de entrega. Estas são as cinco regras de design mais impactantes para protótipos plásticos:
- Raio interno mínimo: Ajuste os raios internos dos cantos com tamanhos padrão de fresas. 1 milímetro, 1.5 milímetro, 2 milímetro, 3 milímetro, e 4 mm são ótimos. Raios ímpares exigem ferramentas especiais e custo adicional.
- Espessura mínima da parede: Mantenha paredes acima 1.0 MM para plásticos rígidos (ESPIAR, Computador pessoal, Delrin). Permita 1.5 mínimo em mm para plásticos mais macios (Náilon, PTFE).
- Relação profundidade-largura para bolsos: Mantenha as razões profundidade-largura do bolso abaixo 4:1 para ferramentas padrão. Razões acima 6:1 exigem ferramentas de alcance estendido e tempo extra de configuração.
- Tamanho da rosca: Prefiro tamanhos padrão de rosca métrica ou UNC. Evite roscas abaixo do M3 em plásticos macios; Eles desmontam sob cargas de teste.
- Furos de fundo plano vs. Através de buracos: Furos de passagem são mais baratos e fáceis de inspecionar. Se for necessário um furo cego de fundo plano, Especificar explicitamente o requisito exato de fundo plano; caso contrário, assume-se uma geometria de ponta de broca.
Serviços de Usinagem CNC para Protótipos Funcionais de Plástico: Exemplo Real de Projeto
Para tornar isso concreto, Aqui está um projeto representativo da nossa loja.
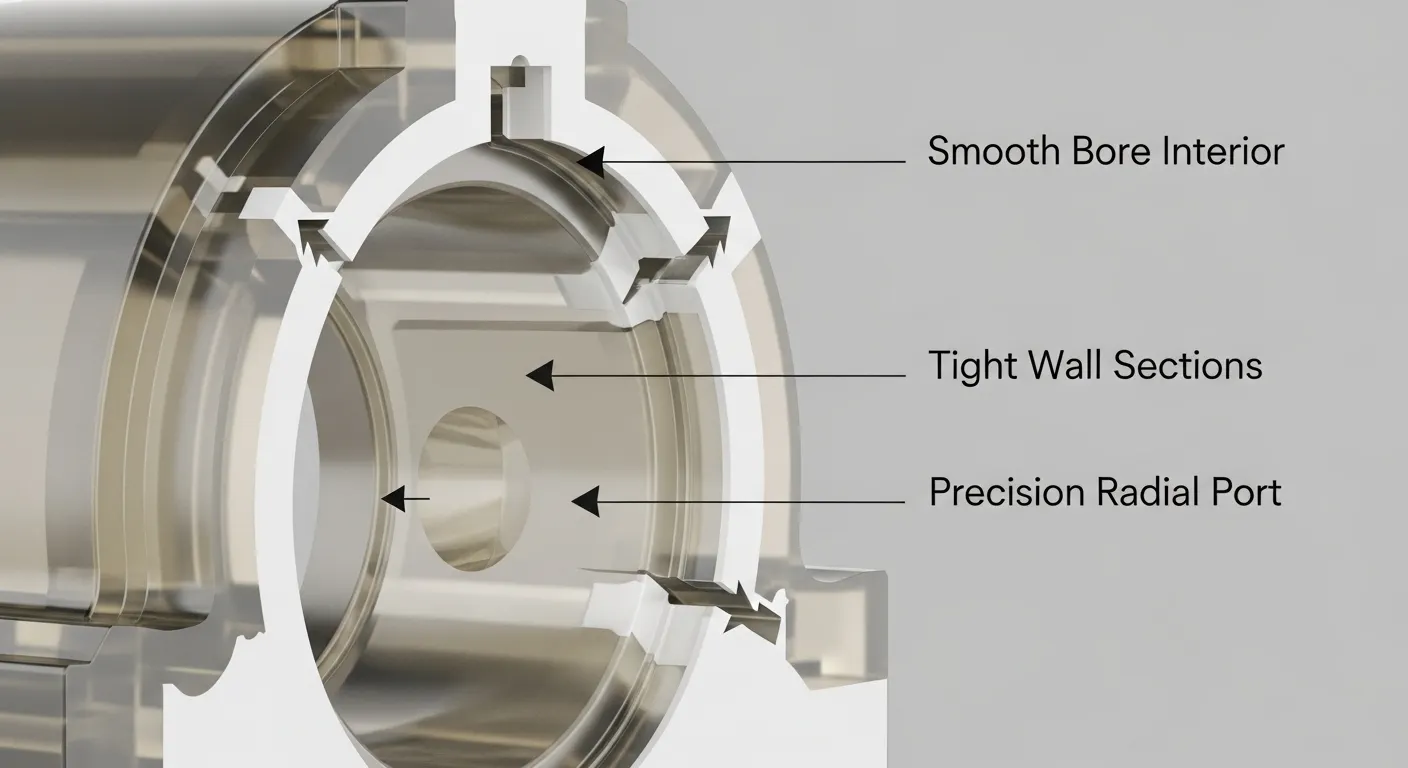
Projeto: Alojamento de válvula de fluido para equipamentos médicos de diagnóstico
Material: Grau natural PEEK (ISO 10993-5 Conforme)
Dimensões: 78 x 45 x 32 milímetro
Características críticas: 38 Tubo cego de mm de profundidade, quatro portas radiais de fluido a 90°
Tolerância: ±0,02 mm na identificação do diâmetro e nas posições das portas
Acabamento superficial: Ra 0.8 μm no ID do diâmetro
Quantidade: 20 Unidades
Prazo de entrega: 7 Dias úteis
Máquinas: DMG Mori DMU 50 (5-Acabamento do eixo), Haas VF-2SS (Roughing)
Resultado: Todos 20 as unidades passaram pela inspeção CMM na primeira medida. O cliente foi administrado 500 Ciclos de pressão em 8 Barra — falhas zero. Cronograma de validação do produto cortada por 3 semanas em comparação com o fornecedor anterior.
Veja mais exemplos em nossoEstudos de caso de protótipos de usinagem CNC.
Perguntas Freqüentes
Qual é a diferença entre um protótipo funcional e um protótipo visual?
Um protótipo visual mostra a forma, tamanho, e aparência. Um protótipo funcional é construído segundo a mesma especificação de material de engenharia da peça final e é testado sob condições reais de operação — pressão, carga, temperatura, Exposição química. A usinagem CNC produz protótipos funcionais; A impressão 3D FDM normalmente produz protótipos visuais.
Qual é a quantidade mínima de pedido para protótipos de plástico CNC?
Não existe uma quantidade mínima de pedido para usinagem de protótipos de plástico CNC. Usinamos regularmente unidades individuais para validação de projeto e testes de primeiros artigos. O preço por unidade diminui à medida que a quantidade aumenta de 1 Para 50 unidades devido à amortização fixa de configuração.
Quão precisa é a usinagem CNC para peças plásticas em comparação com metal?
Para plásticos estáveis como PEEK e Delrin, A usinagem CNC alcança a mesma precisão do alumínio: ±0,01 mm a ±0,02 mm em características de precisão. Plásticos mais macios ou higroscópicos, como o nylon, exigem controles de processo adicionais (Pré-secagem, Estabilização térmica) para alcançar os mesmos níveis.
Protótipos de plástico usinado CNC podem ser usados para submissões regulatórias?
Sim. Fornecemos certificados completos de inspeção, Certificações de materiais (incluindo biocompatibilidade, RoHS, e conformidade com a FDA, quando aplicável), e documentação de processos que suporta ISO 13485 ou requisitos de auditoria AS9100. Entre em contato conosco para discutir suas necessidades específicas de documentação.
Como a espessura da parede afeta o preço de um protótipo CNC de plástico?
Paredes abaixo 1.5 MM normalmente requer fixação personalizada, Avanços mais lentos, e pontos adicionais de inspeção — todos os quais adicionam custos. Projetos com paredes acima 2.0 Máquina mm mais rápida e barata. Nossa revisão do DFM identifica esses problemas antes do orçamento, para que você possa tomar decisões de projeto orientadas por custos antes do início da usinagem.
Conclusão
Serviços de usinagem CNC para protótipos funcionais plásticos oferecem às equipes de engenharia o caminho mais rápido de um modelo CAD até uma peça que elas realmente podem testar. Com tolerâncias até ±0,01 mm, Acesso a todos os principais plásticos de engenharia, e prazos de entrega de 3 Para 7 Dias úteis, A usinagem CNC elimina o risco de se comprometer com ferramentas caras antes que seu projeto seja validado.
Seja para construir um único protótipo para um teste de ajuste ou 50 Unidades para testes pré-clínicos, O processo funciona da mesma forma: Material real, Tolerâncias reais, Resultados reais.
Faça upload do seu arquivo STEP emPrototipagem GD e devolveremos uma análise e uma cotação do DFM dentro 12 Horas. Sem quantidade mínima, Sem custo de ferramentas, Sem atrasos.