
Services d’usinage CNC pour prototypes fonctionnels en plastique: Le guide complet
L’usinage CNC est la méthode la plus fiable pour produire des prototypes fonctionnels en plastique avec des tolérances strictes (±0,01 mm à ±0,05 mm), Propriétés réelles des matériaux de qualité ingénierie, et un délai de remise en rotation rapide (3 À 7 Jours). C’est le mieux adapté 1 À 100 unités où la validation de la conception, Essais d’ajustement, ou des tests de performance fonctionnels sont requis avant de s’engager dans les outils de production.
Qu’est-ce que les prototypes fonctionnels en plastique?
Un prototype fonctionnel en plastique est une pièce physique fabriquée à partir de plastique d’ingénierie réel qui fonctionne comme le composant final de production. Ce n’est ni un modèle visuel ni une maquette conceptuelle. Elle est testée, assemblé, chargé, pressurisé, ou en cycle dans des conditions réelles de fonctionnement.
Le mot-clé "fonctionnel" c’est ce qui distingue ces pièces des prototypes d’exposition. Votre ingénieur doit savoir:
- La pièce s’adapte-t-elle à l’ensemble d’accouplement?
- Supporte-t-il la pression ou la charge requise?
- Le matériau résiste-t-il aux produits chimiques ou aux températures de l’application?
- Est-ce que cela répond à la FDA, ISO, ou exigences de conformité industrielles?
Les prototypes fonctionnels répondent à toutes ces questions avant de dépenser $8,000 À $40,000 sur un moule d’injection.
Pourquoi les ingénieurs choisissent l’usinage CNC pour les prototypes en plastique
L’usinage CNC pour les prototypes fonctionnels en plastique domine les autres procédés pour une raison simple: Il produit des pièces à partir du même matériau et avec les mêmes propriétés mécaniques que votre composant final de production.
Voici une comparaison directe entre les trois processus de prototypage les plus courants:
| Facteur | Usinage CNC | FDM / Impression 3D SLS | Moulage par injection |
|---|---|---|---|
| Authenticité matérielle | Véritable matériau de stock (Par exemple, REGARDER, Delrin) | Filament ou poudre propriétaire, Résistance anisotrope | Matériel de production authentique |
| Tolérance | ±0,01 mm à ±0,05 mm | ±0,2 mm à ±0,5 mm typiques | ±0,05 mm à ±0,1 mm |
| Finition de surface | Ra 0.4 μm à Ra 3.2 μm | Ra 5 à Ra 15 μm (Lignes de couches) | Ra 0.4 μm à Ra 1.6 μm |
| Délai d’exécution (10–50 unités) | 3 À 7 Jours de travail | 1 À 4 Jours | 4 À 8 Semaines (outillage) |
| Coût des outillages | $0 | $0 | $8,000 À $40,000+ |
| Coût unitaire (10–50 unités) | Douleur moyenne | Faible à moyen | Très haut (Outillages amortis) |
| Le meilleur pour | Essais fonctionnels, Ajustements serrés | Concept, visuel, Premiers stades | Production en volume (1,000+) |
La conclusion est claire. Pour 1 À 100 Unités qui doivent être testées fonctionnellement, L’usinage CNC offre la meilleure combinaison de précision, Intégrité du matériau, et vitesse.
ÀPrototypage GD, Nous utilisons 3 axes, 4-axe, et des centres d’usinage CNC 5 axes spécifiquement optimisés pour le travail du plastique, avec des délais commençant à 3 Jours de travail.
Meilleurs plastiques pour prototypes fonctionnels CNC
Toutes les machines en plastique ne sont pas de la même façon. Choisir le bon matériau est la première décision d’ingénierie dans tout projet de prototype plastique. Voici les matériaux les plus courants que nous utilisons et quand utiliser chacun.
REGARDER (Polyéther Éther Cétone)
PEEK est la référence pour les prototypes en plastique haute performance. Il supporte des températures continues allant jusqu’à 250°C, résiste à presque tous les produits chimiques industriels, et répond à l’ISO 10993-5 Exigences de biocompatibilité pour les dispositifs médicaux.
- Résistance à la traction: 100 Mpa
- Température de service continue: 250°C
- Le meilleur pour: Dispositifs médicaux, Systèmes de fluides aérospatiaux, Équipements semi-conducteurs
- Note sur l’usinage: Nécessite un recuit avant la coupe et un refroidissement à l’air sec pour préserver la structure cristalline
Delrin (POM-C / Acétal)
Le delrin est le plastique d’ingénierie le plus usinable. Il conserve très bien des tolérances strictes, a une surface naturellement faible à friction, et est chimiquement résistante aux carburants, Solvants, et huiles.
- Résistance à la traction: 69 Mpa
- Stabilité dimensionnelle: Excellente (faible absorption d’humidité)
- Le meilleur pour: Engrenages, Bagues, Sièges de soupapes, Composants de contact alimentaire
- Note sur l’usinage: Machines propres à haute vitesse avec un minimum de meulage
Nylon (PA6 / PA66)
Le nylon offre une excellente résistance aux impacts et une résistance à la fatigue mais absorbe l’humidité, ce qui peut provoquer une dérive dimensionnelle. Pour les prototypes fonctionnels nécessitant des ajustements exacts, Nous recommandons de pré-sécher les lingotes et d’usiner jusqu’aux dimensions à sec.
- Résistance à la traction: 75 À 85 Mpa
- Le meilleur pour: Supports structurels, Composants d’usure, Guides de câbles
- Note sur l’usinage: Absorption de l’humidité allant jusqu’à 2.5% peut changer de dimension; Les ajustements critiques doivent en tenir compte
Polycarbonate (PC)
Le PC est optiquement clair, dur, et conserve de bonnes tolérances. Il est largement utilisé pour les terrariums, Guides lumineux, et des boîtiers nécessitant une inspection visuelle ou une transmission de lumière.
- Résistance à la traction: 55 À 65 Mpa
- Le meilleur pour: Boîtiers optiques, Enceintes électriques, Boucliers de sécurité
- Note sur l’usinage: Sensible aux fissures de contrainte près des coins internes tranchants; rayons généreux requis
PTFE (Téflon)
Le PTFE possède le coefficient de friction le plus bas de tous les plastiques d’ingénierie et une résistance chimique exceptionnelle. Il est mou et rampe sous charge, Il n’est donc pas adapté aux pièces structurelles mais idéal pour les joints, Revêtements, et composants de contact chimiques.
- Le meilleur pour: Sièges de soupapes, Joints chimiques, Gouvettes de roulement
- Note sur l’usinage: Nécessite un outillage tranchant et un fixage soigné; elle se déforme sous la pression de serrage
UHMW-PE
Le polyéthylène ultra-haut poids moléculaire est extrêmement résistant à l’usure et aux impacts. C’est couramment utilisé pour transmettre, Traitement des aliments, et applications marines.
- Le meilleur pour: Coussinets d’usure, Composants du convoyeur, Planches à découper, Silents marins
- Note sur l’usinage: Puces filandreuses; nécessite une géométrie d’outil de casse de copeaux et une évacuation fréquente
Tolérances à attendre de l’usinage CNC en plastique
La capacité de tolérance dans l’usinage CNC en plastique dépend de trois facteurs: Stabilité des matériaux, Géométrie des pièces, et méthode de fixturing. Voici ce à quoi vous pouvez réellement vous attendre:
| Classe de tolérance | Valeur | Réalisable |
|---|---|---|
| Usinage général | ±0,05 mm | Profils externes, Trous non critiques |
| Usinage de précision | ±0,02 mm | Perforations, Surfaces d’accouplement, Ajustements d’arbre |
| Haute précision | ±0,01 mm | Sièges optiques, Alésages de soupapes de précision |
| Tolérance angulaire | ±0,1° à ±0,5° | Caractéristiques radiales, Trous indexés |
Une chose que la plupart des guides ne vous disent pas: Les plastiques réagissent aux variations de température. PEEK a un coefficient de dilatation thermique d’environ 47 μm/m·°C. Sur un 100 Partie mm, un changement de température de 10°C en atelier crée un 0.047 Décalage dimensionnel en mm. Notre atelier maintient la température à 20°C ±1°C lors de l’usinage final et de l’inspection CMM des pièces de précision, C’est pourquoi nous atteignons régulièrement ±0,02 mm sur les alésages en plastique.
Le procédé d’usinage CNC pour prototypes fonctionnels en plastique
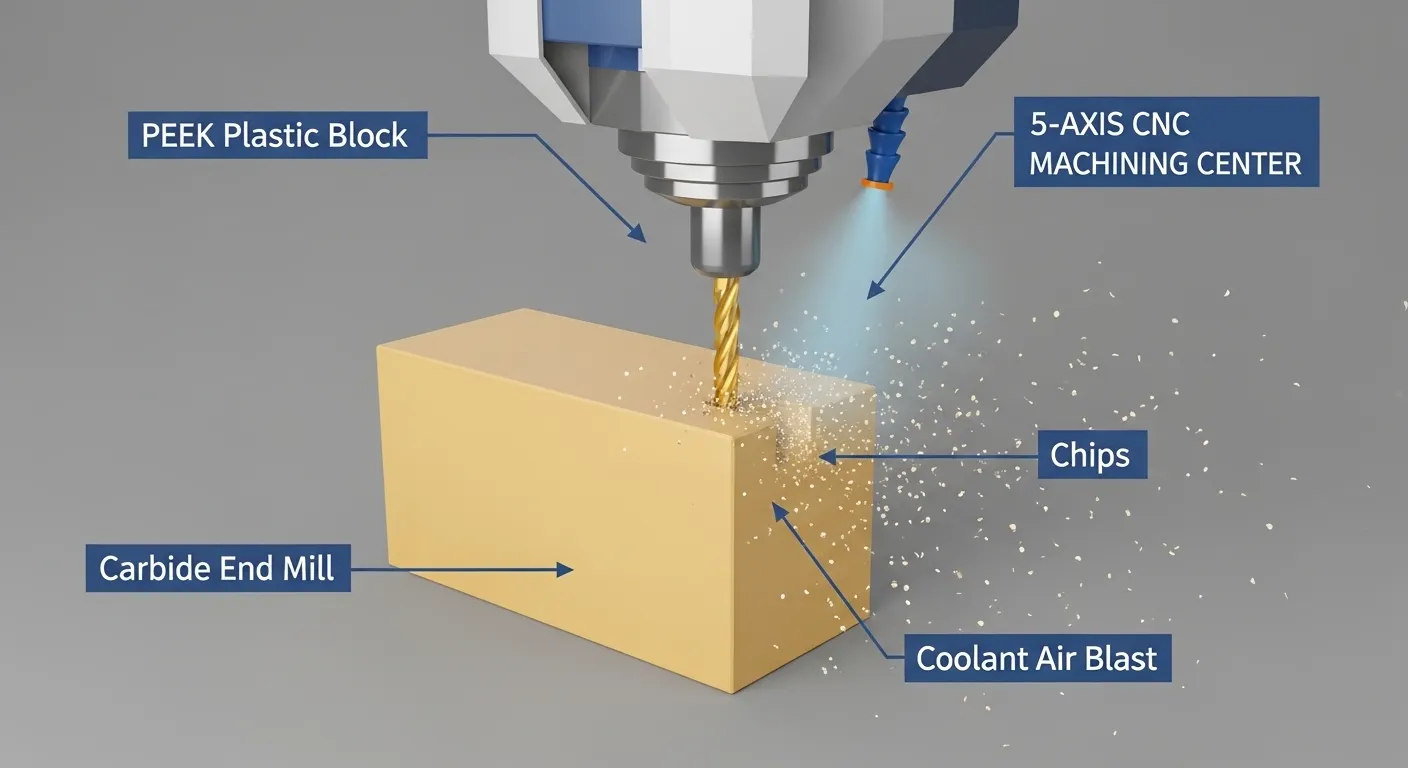
Comprendre le processus étape par étape vous aide à mieux communiquer avec votre partenaire d’usinage et à concevoir des pièces plus faciles (Et moins cher) pour produire.
Pas 1: Critique de DFM (Conception pour la fabricabilité)
Avant que tout coupage ne commence, nos ingénieurs examinent votre fichier STEP ou IGES pour détecter des fonctionnalités susceptibles de poser problème. Les problèmes courants de DFM dans les prototypes en plastique incluent:
- Coins internes dont le rayon est inférieur à celui de l’outil
- Sections de murs plus fines que 0.8 mm sans géométrie de support
- Cavités profondes avec des rapports longueur/diamètre supérieurs 6:1
- Appels de fil sans relève de runout
Une revue DFM sur un prototype plastique typique prend 1 À 4 Heures. Cela permet souvent de sauver 1 À 2 Quelques jours de retravail de l’usinage plus tard.
Pas 2: Préparation du matériel
Pour les plastiques sensibles au stress comme le PEEK et le nylon, Nous recouvrons le bois en lingotte avant de couper. Pour PEEK, Cela signifie 4 des heures à 200°C dans un four calibré. Cela supprime les contraintes résiduelles du processus d’extrusion, qui, s’ils ne sont pas traités, provoquent un jasquage ou une déformation de la pièce après l’ébaussement.
Pas 3: Programmation CAM
Nous utilisons Mastercam pour la génération de trajectoire d’outil. Les principales décisions à ce stade sont les suivantes:
- Stratégie de grossesse (Dégagement adaptatif vs. Encochage traditionnel)
- Sélection d’outils (Nombre de flûtes, revêtement, longueur en dépassement)
- Parcours d’arrivée (Fraisage à montée vs. Fraisage conventionnel)
- Stratégie du liquide de refroidissement (souffle d’air, MQL, ou secs selon le matériau)
Pour les sections à parois minces, nous modélisons les stratégies de support directement dans le fichier CAM. Pour les forages profonds, Nous programmons les cycles de forage de Peck avec rétraction complète pour l’évacuation des puces.
Pas 4: Passage de Roughing
Un passage de grossière supprime 90 À 95% de la matière première rapidement. Nous utilisons des fraises de plus grand diamètre à des débits d’avance élevés et des fraises 0.2 À 0.4 mm de stock sur toutes les surfaces critiques.
La couleur et la température de la puce sont les principaux critères de diagnostic à ce stade. Les chips Ideal de PEEK sont jaune paille et se bouclent librement. Des copeaux foncés ou décolorés indiquent une chaleur excessive — un signe que la vitesse de la broche ou la vitesse d’avance doit être ajustée.
Pas 5: Demi-finale et arrivée
La passe finale enlève ce dernier 0.2 À 0.4 mm de crosse avec des outils plus petits, Taux d’alimentation plus lents, et des vitesses de broche plus élevées. C’est là que la tolérance et la finition de surface sont déterminées.
Pour les caractéristiques à 5 axes comme les ports radiaux ou les profils complexes, Nous réalisons toutes les finitions en une seule serrage dès que possible. Chaque re-serrage d’une pièce en plastique de précision introduit au moins 0.01 À 0.03 mm d’erreur de repositionnement. Une seule configuration, une chance d’erreur.
Pas 6: Débavure et nettoyage
Les pièces en plastique sont ébavurées manuellement avec des grattoirs et des brosses sûrs pour le plastique. Pas de fichiers métal, qui peuvent intégrer des particules. Pour les pièces médicales ou semi-conductrices, Nous suivons avec un nettoyage ultrasonore de 20 minutes dans de l’eau déionisée.
Défis dans l’usinage CNC des prototypes fonctionnels en plastique
Le plastique n’est pas seulement "Du métal plus facile." Il possède ses propres modes de défaillance. Voici les quatre défis les plus courants et comment nous les résolvons.
Défi 1: Vibrations et déformations de paroi mince
Murs plus fins que 2.0 mm vibre pendant la coupe. Cela provoque des brouha, Mauvaise finition de surface, et l’erreur dimensionnelle. Solution standard: Réduire le débit d’alimentation. Mais avec les plastiques, Une coupe plus lente augmente le temps de permanence à la chaleur, ce qui provoque une déformation thermique.
Notre solution préférée pour les murs en dessous 1.5 Le MM est un dispositif pneumatique ou à dos en mousse sur mesure qui soutient le mur de l’autre côté lors de la dernière passe de finition. Cela élimine le vibrement sans augmenter la charge thermique.
Défi 2: Emballage de copeaux à alésage profond
Aux rapports profondeur/diamètre du forage supérieurs 5:1, Les chips s’emballent en bas et sont recoupés. Les copeaux redécoupés agissent comme des abrasifs. La finition de l’alésage se dégrade à cause de Ra 0.8 μm à Ra 3 μm ou pire.
Correction: Cycles de reck programmés avec intervalles de rétraction complète et de souffle d’air temporisé. Nous ajoutons un rétract complet chaque 4 À 5 mm de profondeur d’alésage. Cela ajoute du temps de cycle mais garde la finition du canon selon les spécifications.
Défi 3: Déformation liée aux contraintes après usinage
Certains plastiques — en particulier les grades nylon et semi-cristallins — se déforment après l’usinage car la coupe libère les contraintes internes bloquées lors de l’extrusion du matériau.
Correction: Recuissage avant usinage. Pour les parties critiques, un recuit secondaire de soulagement des contraintes après grossoirie (avant de finir) Élimine pratiquement la dérive dimensionnelle après l’usinage.
Défi 4: Déformation de serrage
Les plastiques souples comme le PTFE et l’UHMW-PE se déforment sous la pression de serrage de l’étau métallique standard. La pièce mesure la tolérance d’in-tolérance pendant la serrage, ressort hors tolérance lorsqu’il est libéré.
Correction: Dispositifs à mâchoires souples sur mesure usinés en aluminium ou nylon qui répartissent la force de serrage sur une grande surface. Le couple de serrage est réglé et enregistré pour assurer la cohérence sur un lot.
Contrôle qualité et inspection
Un prototype en plastique usiné CNC n’est aussi efficace que par son processus d’inspection. Voici le protocole QC en trois étapes que nous utilisons àPrototypage GD pour les prototypes en plastique de précision.
Étape 1: Jauge en cours de traitement
Nous utilisons le sondage Renishaw OMP60 sur machine pour vérifier les dimensions critiques après le passage de grossesse, avant de finir. Les pièces en dehors de la marge de pré-usinage sont corrigées avant que nous ne nous engageons dans les coupes de finition.
Étape 2: Mesure du CMM
Tous les prototypes en plastique de précision sont mesurés sur un CMM Hexagon Global dans notre système à contrôle de température (20°C ±1°C) Salle d’inspection. Nous mesurons:
- Toutes les dimensions tolérées selon le dessin 2D
- Diamètre du canon à plusieurs stations de profondeur
- Platitude, Parallélisme, et la perpendiculité des surfaces d’accouplement
- Position réelle de tous les motifs de trous
Étape 3: Vérification de la rugosité de surface
Nous utilisons un profilomètre Mitutoyo SJ-410 sur toutes les surfaces avec des indices Ra. Les certificats d’inspection avec les valeurs réellement mesurées sont livrés avec chaque commande.
Industries utilisant l’usinage de prototypes en plastique CNC
Les services d’usinage CNC pour prototypes fonctionnels en plastique desservent un large éventail d’industries. Chacun a ses propres préférences matérielles et exigences de tolérance.
Dispositifs médicaux
REGARDER, UHMW-PE, et le PTFE dominent ici en raison de la biocompatibilité et de la résistance à la stérilisation. Des tolérances allant jusqu’à ±0,01 mm sont courantes pour les composants d’instruments chirurgicaux et les composants de chemin de fluide.
Aérospatiale et Défense
Léger, Les plastiques dimensionnellement stables comme le PEEK et le PVDF remplacent les métaux dans les applications aérospatiales non structurelles. Les prototypes CNC sont utilisés pour la validation des supports, Boîtiers de connecteurs, et composants du système fluide.
Génie automobile
Les ingénieurs prototypent les connecteurs de fluide, Boîtiers de capteurs, et des clips intérieurs en nylon, POM, et PC avant de s’engager dans l’outillage pour moules d’injection. Les OEM allemands utilisent fréquemment des prototypes en plastique CNC pour les constructions de validation en pré-production.
Électronique grand public
PC, Niveaux mécaniques équivalents à l’ABS, et PEEK sont utilisés pour les corps de connecteurs, Porte-lentilles, et éléments de châssis structurels dans l’électronique prototype.
Automatisation industrielle
Outillages d’extrémité de bras, Ventouses à vide, Suiveurs de cam, et les rails de guidage sont couramment prototypés en Delrin et Nylon sur des machines CNC avant de passer à la production en volume.
Vous pouvez parcourir des exemples de projets réels dans notreÉtudes de cas pour l’usinage CNC pour voir comment nous avons servi des clients dans ces secteurs.
Comment obtenir un devis: Que préparer
Obtenir un devis précis pour l’usinage de prototypes en plastique CNC est simple lorsque vous préparez les bons fichiers. Voici ce qu’il faut inclure:
- 3Fichier CAD D: Format STEP ou IGES. C’est obligatoire pour le devis.
- 2Dessin D (PDF ou DXF): Incluez toutes les dimensions tolérées, Rappels de finition de surface, et spécifications du filetage. Sans dessin 2D, Nous citons des tolérances générales de ±0,05 mm.
- Spécification des matériaux: Niveau de graisse et exigences de conformité (FDA, RoHS, Biocompatibilité).
- Quantité: Même une plage approximative permet d’optimiser l’installation et la tarification en lots.
- Délai d’exécution nécessaire: La norme est 3 À 7 Jours de travail. Des délais plus serrés sont pris en compte sur demande.
- Exigences particulières: Certifications, Rapports d’inspection, emballage, Traitement de surface.
Avec ces entrées, nous retournons une revue DFM et un devis formel dans 12 Horaires les jours ouvrables.
Comment concevoir des pièces en plastique pour l’usinage CNC (Conseils DFM)
La conception pour la usinabilité CNC réduit les coûts et les délais de livraison. Voici les cinq règles de conception les plus marquantes pour les prototypes en plastique:
- Rayon interne minimum: Ajustez les rayons internes des coins aux tailles standard des fraises. 1 mm, 1.5 mm, 2 mm, 3 mm, et 4 mm sont optimaux. Les rayons impaires nécessitent des outils spéciaux et un coût additionnel.
- Épaisseur minimale de paroi: Gardez des murs au-dessus 1.0 MM pour les plastiques rigides (REGARDER, PC, Delrin). Permettre 1.5 Minimum en mm pour les plastiques plus tendres (Nylon, PTFE).
- Rapport profondeur/largeur pour les poches: Gardez les rapports profondeur/largeur des poches en dessous 4:1 pour l’outillage standard. Ratios ci-dessus 6:1 nécessitent des outils à portée étendue et un temps de mise en place supplémentaire.
- Taille du filetage: Préfèrent les tailles de fil métriques standard ou UNC. Évitez les filetages sous M3 dans les plastiques souples; ils se dénudent sous des charges d’essai.
- Alésages à fond plat vs. Trous traversants: Les trous traversants sont moins chers et plus faciles à inspecter. Si un trou aveugle à fond plat est nécessaire, Spécifier explicitement l’exigence exacte du fond plat; sinon, une géométrie de pointe de forage est supposée.
Services d’usinage CNC pour prototypes fonctionnels en plastique: Exemple de projet réel
Pour concrèter cela, Voici un projet représentatif de notre boutique.
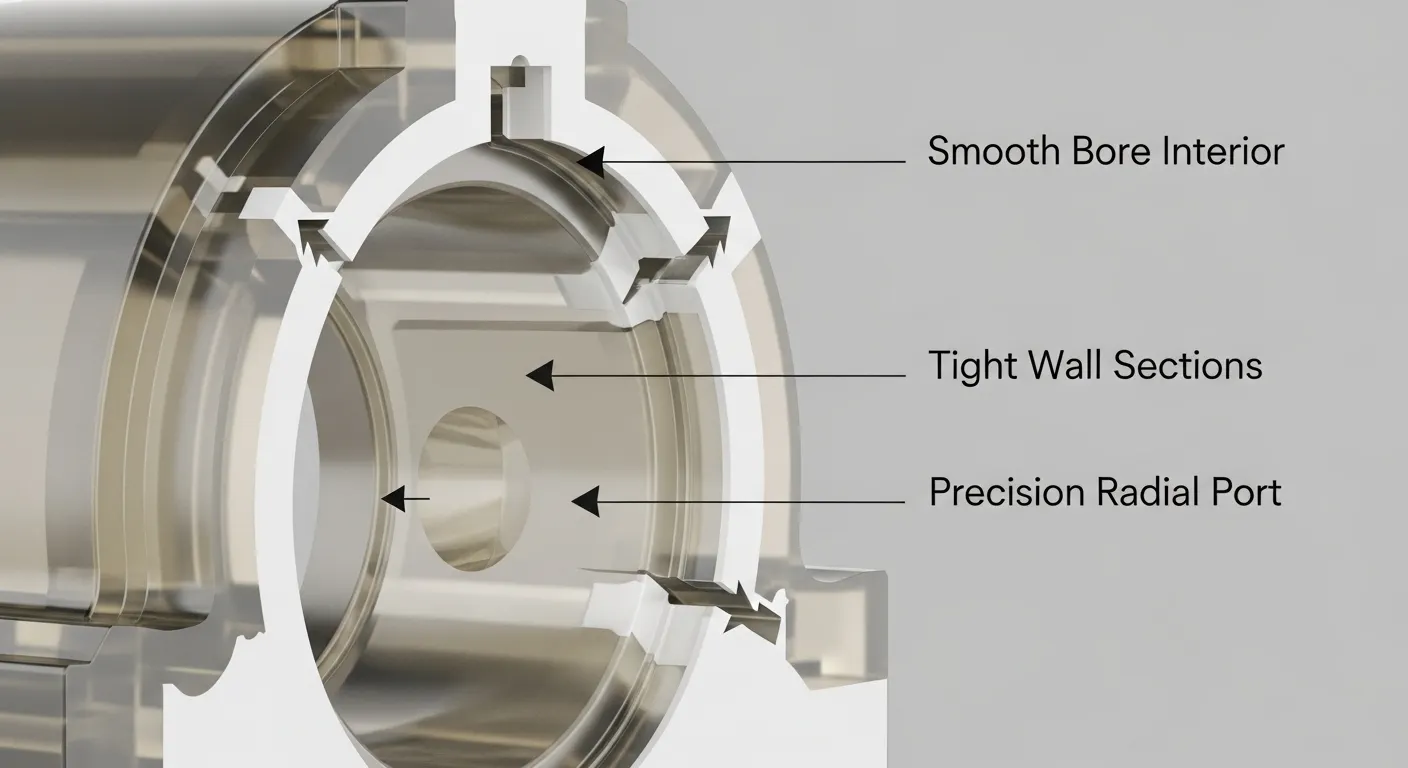
Projet: Logement de vanne à fluide pour équipements de diagnostic médical
Matériel: Qualité naturelle PEEK (ISO 10993-5 Conforme)
Dimensions: 78 x 45 x 32 mm
Caractéristiques critiques: 38 Âme aveugle de mm de profondeur, quatre orifices de fluide radial à 90°
Tolérance: ±0,02 mm sur l’identifiant du canon et les positions des ports
Finition de surface: Ra 0.8 μm sur l’identifiant du forage
Quantité: 20 Unités
Délai d’exécution: 7 Jours de travail
Machines: DMG Mori DMU 50 (5-Finition de l’axe), Haas VF-2SS (Grossoiage)
Résultat: Tout 20 les unités ont réussi l’inspection CMM dès la première mesure. Client 500 cycles de pression à 8 Bar — zéro défaillance. Calendrier de validation produit coupé par 3 semaines comparé à leur fournisseur précédent.
Voir plus d’exemples dans notreÉtudes de cas de prototypes d’usinage CNC.
FAQ
Quelle est la différence entre un prototype fonctionnel et un prototype visuel ??
Un prototype visuel montre la forme, taille, et apparence. Un prototype fonctionnel est construit selon la même spécification de matériau technique que la pièce finale et est testé dans des conditions réelles de fonctionnement — pression, charger, température, Exposition chimique. L’usinage CNC produit des prototypes fonctionnels; L’impression 3D FDM produit généralement des prototypes visuels.
Quelle est la quantité minimale de commande pour les prototypes en plastique CNC?
Il n’existe pas de quantité minimale de commande pour l’usinage de prototypes en plastique CNC. Nous usinons régulièrement des unités individuelles pour la validation de conception et les tests du premier article. La tarification par unité diminue à mesure que la quantité augmente de 1 À 50 unités dues à un amortissement fixe de la configuration.
Quelle est la précision de l’usinage CNC pour les pièces en plastique par rapport au métal?
Pour des plastiques stables comme PEEK et Delrin, L’usinage CNC atteint la même précision que l’aluminium: ±0,01 mm à ±0,02 mm sur les caractéristiques de précision. Les plastiques plus tendres ou plus hygroscopiques comme le nylon nécessitent des contrôles de procédé supplémentaires (Pré-séchage, Stabilisation thermique) pour atteindre les mêmes niveaux.
Des prototypes en plastique usiné CNC peuvent-ils être utilisés pour des soumissions réglementaires?
Oui. Nous fournissons des certificats d’inspection complets, Certifications des matériaux (y compris la biocompatibilité, RoHS, et conformité à la FDA lorsque cela est applicable), et la documentation des procédés supportant l’ISO 13485 ou exigences d’audit AS9100. Contactez-nous pour discuter de vos besoins spécifiques en documentation.
Comment l’épaisseur des parois affecte-t-elle le prix d’un prototype CNC en plastique?
Murs en dessous 1.5 Le MM nécessite généralement un fixation personnalisée, Alimentations plus lentes, et des points d’inspection supplémentaires — qui ajoutent tous des coûts. Conceptions avec murs au-dessus 2.0 Machine mm plus rapide et moins chère. Notre examen DFM identifie ces problèmes avant de soumissionner afin que vous puissiez prendre des décisions de conception axées sur les coûts avant le début de l’usinage.
Conclusion
Les services d’usinage CNC pour prototypes fonctionnels en plastique offrent aux équipes d’ingénierie le chemin le plus rapide d’un modèle CAD à une pièce qu’elles peuvent réellement tester. Avec des tolérances allant jusqu’à ±0,01 mm, Accès à tous les plastiques majeurs d’ingénierie, et les délais de livraison de 3 À 7 Jours de travail, L’usinage CNC élimine le risque de s’engager dans des outillages coûteux avant que votre conception ne soit validée.
Que vous construisiez un prototype unique pour un test d’ajustement ou 50 Unités pour les tests précliniques, Le processus fonctionne de la même manière: Matériel réel, Tolérances réelles, Résultats réels.
Téléchargez votre fichier STEP àPrototypage GD et nous retournerons une revue DFM et un devis dans le cadre 12 Heures. Pas de quantité minimale, Aucun coût d’outillage, Aucun retard.