
Servicios de mecanizado CNC para prototipos funcionales de plástico: La guía completa
El mecanizado CNC es el método más fiable para producir prototipos funcionales de plástico con tolerancias estrictas (±0,01 mm a ±0,05 mm), Propiedades reales de materiales de grado ingeniero, y una respuesta rápida (3 Para 7 Días). Funciona mejor para 1 Para 100 Unidades donde la validación del diseño, Pruebas de ajuste, o se requieren pruebas de rendimiento funcional antes de comprometerse con herramientas de producción.
¿Qué son prototipos funcionales de plástico??
Un prototipo funcional de plástico es una pieza física hecha de plástico de ingeniería real que funciona como el componente final de producción. No es un modelo visual ni un prototipo conceptual. Se pone a prueba, ensamblados, cargado, presurizado, o ciclado bajo condiciones reales de funcionamiento.
La palabra clave "funcional" es lo que diferencia estas piezas de los prototipos de exhibición. Tu ingeniero necesita saberlo:
- ¿La pieza encaja en el conjunto de acoplamiento??
- ¿Soporta la presión o carga requerida??
- ¿El material resiste los químicos o las temperaturas en la aplicación??
- ¿Cumple con la FDA?, ISO, o requisitos de cumplimiento del sector?
Los prototipos funcionales responden a todas esas preguntas antes de gastar $8,000 Para $40,000 en un molde de inyección.
Por qué los ingenieros eligen el mecanizado CNC para prototipos de plástico
El mecanizado CNC para prototipos funcionales de plástico domina sobre otros procesos por una razón sencilla: Produce piezas del mismo material y con las mismas propiedades mecánicas que el componente final de producción.
Aquí tienes una comparación directa entre los tres procesos de prototipado más comunes:
| Factor | Mecanizado CNC | FDM / Impresión 3D SLS | Moldeo por inyección |
|---|---|---|---|
| Autenticidad material | Material real de la acción (P ej.., ATISBAR, Delrin) | Filamento o polvo patentado, Resistencia anisotrópica | Material de producción auténtico |
| Tolerancia | ±0,01 mm a ±0,05 mm | ±0,2 mm a ±0,5 mm típico | ±0,05 mm a ±0,1 mm |
| Acabado superficial | Ra 0.4 μm a Ra 3.2 μm | Ra 5 a Ra 15 μm (Líneas de capa) | Ra 0.4 μm a Ra 1.6 μm |
| Tiempo de espera (10–50 unidades) | 3 Para 7 Días laborables | 1 Para 4 Días | 4 Para 8 Semanas (utillaje) |
| Coste de las herramientas | $0 | $0 | $8,000 Para $40,000+ |
| Coste unitario (10–50 unidades) | Medio | De bajo a medio | Muy alto (Herramientas amortizadas) |
| Mejor para | Pruebas funcionales, ajustes ajustados | Concepto, Visual, Etapa temprana | Producción en volumen (1,000+) |
La conclusión es clara. Para 1 Para 100 Unidades que necesitan ser probadas funcionalmente, El mecanizado CNC ofrece la mejor combinación de precisión, Integridad del material, y velocidad.
EnPrototipado GD, Ejecutamos 3 ejes, 4-eje, y centros de mecanizado CNC de 5 ejes específicamente optimizados para la ingeniería de plásticos, con tiempos de entrega que empiezan en 3 Días laborables.
Mejores plásticos para prototipos funcionales CNC
No todas las máquinas de plástico son iguales. Elegir el material adecuado es la primera decisión de ingeniería en cualquier proyecto de prototipo de plástico. Aquí están los materiales más comunes que mecanizamos y cuándo usar cada uno.
ATISBAR (Poliéter Éter Cetona)
PEEK es el estándar de oro para prototipos plásticos de alto rendimiento. Soporta temperaturas continuas de hasta 250°C, resiste casi todos los productos químicos industriales, y cumple con la ISO 10993-5 Requisitos de biocompatibilidad para dispositivos médicos.
- Resistencia a la tracción: 100 Mpa
- Temperatura de servicio continuo: 250°C
- Mejor para: Dispositivos médicos, Sistemas de fluidos aeroespaciales, Equipos de semiconductores
- Nota sobre el mecanizado: Requiere recocido antes de cortar y enfriamiento con aire seco para preservar la estructura cristalina
Delrin (POM-C / Acetal)
El delrin es el plástico de ingeniería más mecanizable. Mantiene las tolerancias muy estrictas, tiene una superficie de fricción naturalmente baja, y es químicamente resistente a los combustibles, solventes, y óleos.
- Resistencia a la tracción: 69 Mpa
- Estabilidad dimensional: Excelente (baja absorción de humedad)
- Mejor para: Engranaje, Bujes, Asientos de válvulas, Componentes de contacto con alimentos
- Nota sobre el mecanizado: Máquinas limpias a altas velocidades con un rebarbado mínimo
Nailon (PA6 / PA66)
El nailon ofrece una excelente resistencia a los impactos y resistencia a la fatiga, pero absorbe la humedad, lo que puede causar deriva dimensional. Para prototipos funcionales que requieren ajustes exactos, Recomendamos el pre-secado de los lingotes y el mecanizado hasta las dimensiones en estado seco.
- Resistencia a la tracción: 75 Para 85 Mpa
- Mejor para: Soportes estructurales, Componentes de desgaste, Guías de cable
- Nota sobre el mecanizado: Absorción de humedad de hasta 2.5% puede cambiar de dimensione; Los ajustes críticos deben tener esto en cuenta
Policarbonato (PC)
El PC es ópticamente nítido, Difícil, y mantiene buenas tolerancias. Se usa ampliamente en terrarios, Guías de luz, y carcasas que requieren inspección visual o transmisión de luz.
- Resistencia a la tracción: 55 Para 65 Mpa
- Mejor para: Carcasas ópticas, Cajas eléctricas, Escudos de seguridad
- Nota sobre el mecanizado: Susceptible a grietas por esfuerzo cerca de esquinas internas afiladas; Se requieren radios generosos
PTFE (Teflón)
El PTFE tiene el coeficiente de fricción más bajo de cualquier plástico de ingeniería y una resistencia química sobresaliente. Es blando y se arrastra bajo carga, Así que no es adecuado para partes estructurales, pero es ideal para sellos, Revestimientos, y componentes de contacto químico.
- Mejor para: Asientos de válvulas, Sellos químicos, Revestimientos de rodamientos
- Nota sobre el mecanizado: Requiere herramientas afiladas y una fijación cuidadosa; se deforma bajo presión de sujeción
UHMW-PE
El polietileno de ultra alto peso molecular es extremadamente resistente al desgaste y a los impactos. Se usa comúnmente en transporte, Procesamiento de alimentos, y aplicaciones marinas.
- Mejor para: Almohadillas de desgaste, Componentes de la cinta transportadora, Tablas de cortar, Bujes marinos
- Nota sobre el mecanizado: Virutas filamentosas; Requiere una geometría de herramientas para romper virutas y una evacuación frecuente
Tolerancias que puedes esperar del mecanizado CNC de plástico
La capacidad de tolerancia en el mecanizado CNC de plástico depende de tres factores: Estabilidad del material, Geometría de las piezas, y método de fijación. Esto es lo que puedes esperar de forma realista:
| Clase de tolerancia | Valor | Lograble |
|---|---|---|
| Mecanizado general | ±0,05 mm | Perfiles externos, Agujeros no críticos |
| Mecanizado de precisión | ±0,02 mm | Agujerías, Superficies de apareamiento, Ajuste del eje |
| Alta precisión | ±0,01 mm | Asientos ópticos, Cilindros de válvulas de precisión |
| Tolerancia angular | ±0,1° a ±0,5° | Características radiales, Huecos indexados |
Una cosa que la mayoría de guías no te dicen: Los plásticos responden a los cambios de temperatura. PEEK tiene un coeficiente de expansión térmica de aproximadamente 47 μm/m·°C. En un 100 Parte mm, un cambio de temperatura de 10°C en el taller crea un 0.047 Desplazamiento dimensional de mm. Nuestro taller mantiene la temperatura de 20°C ±1°C durante el mecanizado final y la inspección CMM de piezas de precisión, Por eso consistentemente alcanzamos ±0,02 mm en los diámetros de plástico.
El proceso de mecanizado CNC para prototipos funcionales de plástico
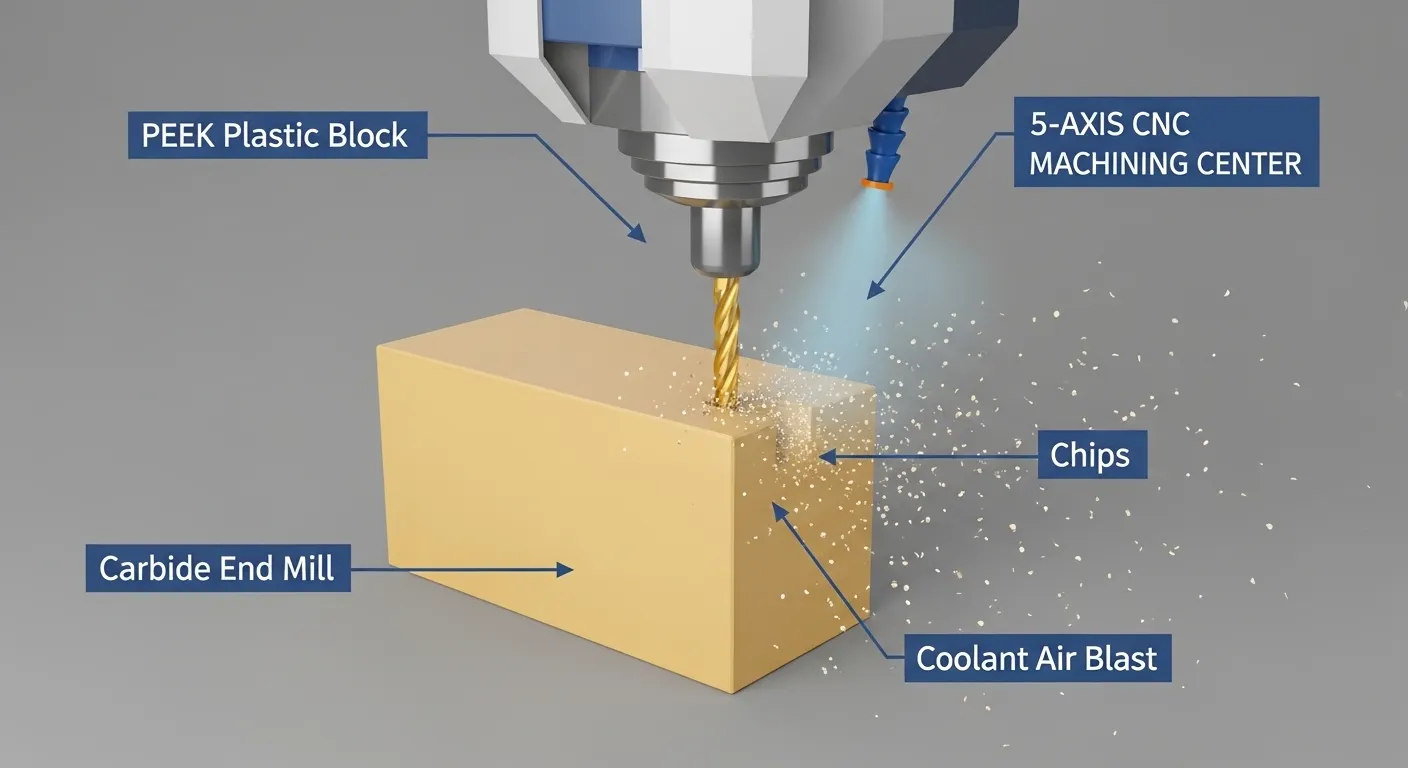
Entender el proceso paso a paso te ayuda a comunicarte mejor con tu compañero de mecanizado y a diseñar piezas que sean más sencillas (Y más barato) Producir.
Paso 1: Análisis de DFM (Diseño para la fabricabilidad)
Antes de que empiece cualquier corte, nuestros ingenieros revisan tu archivo STEP o IGES para detectar características que puedan causar problemas. Los problemas comunes de DFM en prototipos de plástico incluyen:
- Esquinas internas con radio menor que el radio de la herramienta
- Secciones de muro más delgadas que 0.8 mm sin geometría de soporte
- Cavidades profundas con proporciones longitud-diámetro superiores 6:1
- Señales de hilo sin alivio de runout
Una revisión de DFM sobre un prototipo de plástico típico toma 1 Para 4 horas. A menudo ahorra 1 Para 2 Días de retrabajo de mecanizado después.
Paso 2: Preparación del material
Para plásticos sensibles al estrés como PEEK y Nylon, Recocemos el material de billete antes de cortar. Para PEEK, Esto significa 4 horas a 200°C en un horno calibrado. Esto elimina el esfuerzo residual del proceso de extrusión, que si no se trata hace que la pieza se deforme o se deforme tras el desbaste.
Paso 3: Programación CAM
Usamos Mastercam para la generación de trayectoria de herramientas. Las principales decisiones en esta fase son:
- Estrategia de desbaste (Despeje adaptativo vs. Ensacado tradicional)
- Selección de herramientas (Número de flautas, capa, Longitud de sobresaliente)
- Trayectoria final (Fresado de escalada vs. Fresado convencional)
- Estrategia del refrigerante (Ráfaga de aire, MQL, o seca dependiendo del material)
Para secciones de pared delgada, modelamos estrategias de soporte directamente en el archivo CAM. Para agujeros profundos, Programamos ciclos de perforación de Peck con retracción total para la evacuación de astillas.
Paso 4: Paso de Rugado
Un pase de desbaste elimina 90 Para 95% de la materia prima rápidamente. Usamos fresadoras de mayor diámetro a altas velocidades de alimentación y hojas 0.2 Para 0.4 Mm de material en todas las superficies críticas.
El color y la temperatura del chip son los principales diagnósticos en esta fase. Las astillas ideales de PEEK son amarillo paja y se rizan libremente. Virutas oscuras o decoloradas indican calor excesivo — una señal de que la velocidad del husillo o la velocidad de avance necesitan ajustes.
Paso 5: Semifinales y Finales
El pase final elimina ese último 0.2 Para 0.4 Mm de culata usando herramientas más pequeñas, Tasas de alimentación más lentas, y velocidades de husillo más altas. Aquí es donde se determinan la tolerancia y el acabado superficial.
Para características de 5 ejes como puertos radiales o perfiles complejos, Completamos todo el acabado en una sola sujeción siempre que es posible. Cada re-sujetaje en una pieza de plástico de precisión introduce al menos 0.01 Para 0.03 Mm de error de reposicionamiento. Una sola configuración, Una posibilidad de error.
Paso 6: Desbarbado y limpieza
Las piezas de plástico se desbarban manualmente con raspadores y cepillos seguros para plástico. No hay archivos de metal, que pueden incrustar partículas. Para piezas médicas o semiconductoras, A continuación, realizamos una limpieza ultrasónica de 20 minutos en agua desionizada.
Desafíos en el mecanizado CNC de prototipos funcionales de plástico
El plástico no es solo "Metal más fácil." Tiene sus propios modos de fallo. Aquí están los cuatro desafíos más comunes y cómo los resolvemos.
Desafío 1: Vibración y deformación de pared delgada
Muros más finos que 2.0 mm vibrar durante el corte. Esto provoca vibraciones, Acabado superficial pobre, y error dimensional. Solución estándar: reducir la tasa de alimentación. Pero con los plásticos, Un corte más lento aumenta el tiempo de permanencia con calor, que causa deformación térmica.
Nuestra solución preferida para las paredes de abajo 1.5 MM son accesorios neumáticas o de espuma personalizados que sostienen la pared desde el lado opuesto durante la pasada final de acabado. Esto elimina el chatter sin aumentar la carga térmica.
Desafío 2: Empaquetado de astillas de calibre profundo
En las relaciones profundidad-diámetro del diámetro del cilindro 5:1, Las patatas fritas se envasan en la parte inferior y se vuelven a cortar. Las virutas recortadas actúan como abrasivos. El acabado del diámetro se degrada por Ra 0.8 μm a Ra 3 μm o peor.
Arreglar: Ciclos de pico programados con retración completa e intervalos de aire sincronizados. Añadimos una retracción completa cada una 4 Para 5 mm de profundidad de diámetro. Añade tiempo de ciclo pero mantiene el acabado del diámetro según las especificaciones.
Desafío 3: Deformación relacionada con el esfuerzo tras el mecanizado
Algunos plásticos —especialmente los de nailon y los de grado semicristalino— se deforman tras el mecanizado porque el corte libera las tensiones internas que quedan bloqueadas durante la protrusión del material.
Arreglar: Recocido antes del mecanizado. Para piezas críticas, un recocido secundario de alivio de tensiones tras el desbaste (antes de terminar) prácticamente elimina la deriva dimensional tras el mecanizado.
Desafío 4: Deformación de sujeción
Los plásticos blandos como el PTFE y el UHMW-PE se deforman bajo la presión estándar de sujeción metálica de prensa.. La pieza mide la intolerancia mientras está sujeta, Vuelve a salir de la tolerancia cuando se libera.
Arreglar: Accesorios personalizados de mandíbula blanda mecanizados en aluminio o nailon que distribuyen la fuerza de sujeción a lo largo de una gran superficie. El par de sujeción se establece y registra para garantizar la consistencia en un lote.
Control de calidad e inspección
Un prototipo de plástico mecanizado por CNC solo es tan bueno como su proceso de inspección. Aquí está el protocolo de control de calidad de tres etapas que usamos enPrototipado GD para prototipos plásticos de precisión.
Etapa 1: Medición en proceso
Utilizamos el sondeo Renishaw OMP60 en máquina para verificar las dimensiones críticas tras el paso de desbaste, antes de terminar. Las piezas fuera del margen de pre-mecanizado se corrigen antes de comprometernos con los cortes de acabado.
Etapa 2: Medición de CMM
Todos los prototipos de plástico de precisión se miden en un CMM Hexagon Global en nuestro sistema de control de temperatura (20°C ±1°C) Sala de inspección. Medimos:
- Todas las dimensiones toleradas según el dibujo 2D
- Diámetro del diámetro del diámetro en múltiples estaciones de profundidad
- Llanura, Paralelismo, y perpendicularidad de las superficies de acoplamiento
- Posición verdadera de todos los patrones de agujeros
Etapa 3: Verificación de rugosidad superficial
Usamos un perfilómetro Mitutoyo SJ-410 en todas las superficies con indicaciones Ra. Los certificados de inspección con valores medidos reales se envían con cada pedido.
Industrias que utilizan prototipos de prototipos de plástico CNC
Los servicios de mecanizado CNC para prototipos funcionales de plástico sirven a una amplia variedad de industrias. Cada uno tiene sus propias preferencias materiales y requisitos de tolerancia.
Dispositivos médicos
ATISBAR, UHMW-PE, y el PTFE predominan aquí debido a la biocompatibilidad y la resistencia a la esterilización. Tolerancias de hasta ±0,01 mm son comunes para componentes de instrumentos quirúrgicos y componentes de trayectoria de fluidos.
Aeroespacial y Defensa
Peso ligero, Plásticos dimensionalmente estables como PEEK y PVDF sustituyen los metales en aplicaciones aeroespaciales no estructurales. Los prototipos CNC se utilizan para la validación de soportes, Carcasas de conectores, y componentes del sistema de fluidos.
Ingeniería Automotriz
Ingenieros prototipan conectores de fluido, Carcasas de sensores, y clips interiores en nailon, POM, y PC antes de comprometerse con la fabricación de herramientas para moldes de inyección. Los fabricantes alemanes utilizan con frecuencia prototipos de plástico CNC para montajes de validación pre-producción.
Electrónica de consumo
PC, Grados mecanizables equivalentes a ABS, y PEEK se utilizan para cuerpos de conectores, Portaobjetivos, y elementos estructurales del chasis en la electrónica prototipo.
Automatización Industrial
Herramientas al extremo del brazo, Copas de vacío, Seguidores de cam, y los raíles guía suelen prototiparse en Delrin y Nailon en máquinas CNC antes de pasar a la producción en volumen.
Puedes consultar ejemplos de proyectos reales en nuestroEstudios de caso de mecanizado CNC para ver cómo hemos servido a clientes en estos sectores.
Cómo obtener un presupuesto: Qué preparar
Obtener un presupuesto preciso para el mecanizado de prototipos de plástico CNC es sencillo cuando preparas los archivos adecuados. Esto es lo que debes incluir:
- 3Archivo CAD D: Formato STEP o IGES. Esto es obligatorio para el presupuesto.
- 2Dibujo D (PDF o DXF): Incluye todas las dimensiones toleradas, Avisos de acabado superficial, y especificaciones de rosca. Sin un dibujo 2D, Citamos tolerancias generales de ±0,05 mm.
- Especificación de materiales: Pendiente y cualquier requisito de cumplimiento (FDA, RoHS, Biocompatibilidad).
- Cantidad: Incluso un rango aproximado ayuda a optimizar la fijación y el precio en lotes.
- Plazo de entrega necesario: El estándar es 3 Para 7 Días laborables. Se ajustan plazos más ajustados a petición.
- Requisitos especiales: Certificaciones, Informes de inspección, embalaje, Tratamiento superficial.
Con estas entradas, devolvemos una revisión DFM y un presupuesto formal dentro de 12 Horario en días laborables.
Cómo diseñar piezas de plástico para mecanizado CNC (Consejos para DFM)
Diseñar para la mecanización CNC reduce costes y tiempos de entrega. Estas son las cinco reglas de diseño más impactantes para prototipos de plástico:
- Radio interno mínimo: Ajusta los radios de las esquinas internas con los tamaños estándar de fresa. 1 milímetro, 1.5 milímetro, 2 milímetro, 3 milímetro, y 4 los mm son óptimos. Los radios impares requieren herramientas especiales y un coste añadido.
- Grosor mínimo de la pared: Mantén los muros arriba 1.0 MM para plásticos rígidos (ATISBAR, PC, Delrin). Permitir 1.5 mínimo de mm para plásticos más blandos (Nailon, PTFE).
- Relación profundidad-ancho para bolsillos: Mantén las relaciones profundidad-ancho de bolsillo por debajo 4:1 para herramientas estándar. Proporciones anteriores 6:1 requieren herramientas de alcance extendido y tiempo extra de instalación.
- Calibre de rosca: Prefiere tamaños de rosca estándar métricos o UNC. Evita roscas por debajo de M3 en plásticos blandos; se desmontan bajo cargas de prueba.
- Diámetros de fondo plano vs. A través de agujeros: Los agujeros de paso son más baratos y fáciles de inspeccionar. Si se requiere un agujero ciego de fondo plano, especificar explícitamente el requisito exacto de fondo plano; de lo contrario, se asume una geometría de punta de taladro.
Servicios de mecanizado CNC para prototipos funcionales de plástico: Ejemplo real de proyecto
Para hacer esto concreto, Aquí tienes un proyecto representativo de nuestra tienda.
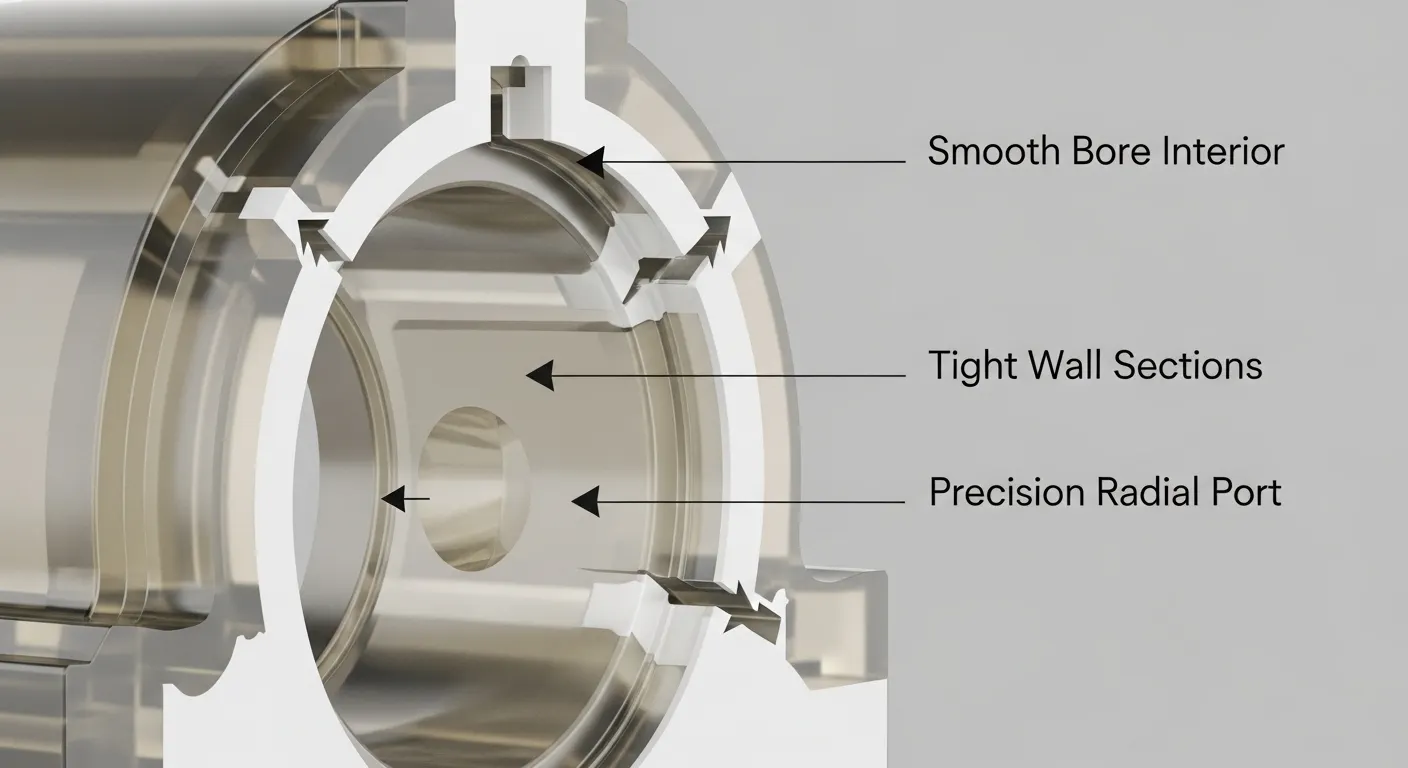
Proyecto: Carcasa de válvula de fluido para equipos de diagnóstico médico
Material: Grado natural PEEK (ISO 10993-5 Cumple)
Dimensiones: 78 x 45 x 32 milímetro
Características críticas: 38 Diámetro ciego de mm de profundidad, cuatro puertos radiales de fluido a 90°
Tolerancia: ±0,02 mm en la diámetro del diámetro y las posiciones de los puertos
Acabado superficial: Ra 0.8 μm en el diámetro del diámetro
Cantidad: 20 unidades
Tiempo de espera: 7 Días laborables
Máquinas: DMG Mori DMU 50 (5-Acabado en el eje), Haas VF-2SS (Rugado)
Resultado: Todos 20 las unidades superaron la inspección CMM en la primera medida. El cliente se dirigió 500 Ciclos de presión en 8 barra — cero fallos. Cronología de validación del producto cortada por 3 semanas comparado con su proveedor anterior.
Ver más ejemplos en nuestroEstudios de caso de prototipos de mecanizado CNC.
Preguntas más frecuentes
¿Cuál es la diferencia entre un prototipo funcional y un prototipo visual??
Un prototipo visual muestra la forma, tamaño, y apariencia. Un prototipo funcional se construye según la misma especificación de material de ingeniería que la pieza final y se prueba en condiciones reales de funcionamiento — presión, carga, temperatura, Exposición química. El mecanizado CNC produce prototipos funcionales; La impresión 3D FDM suele producir prototipos visuales.
¿Cuál es la cantidad mínima de pedido para prototipos de plástico CNC?
No existe una cantidad mínima de pedido para el mecanizado de prototipos de plástico CNC. Usamos regularmente unidades individuales para validación de diseño y pruebas de primer artículo. El precio por unidad disminuye a medida que la cantidad aumenta desde 1 Para 50 unidades debidas a amortización fija de la configuración.
¿Qué precisión tiene el mecanizado CNC para piezas de plástico comparado con el metal??
Para plásticos estables como PEEK y Delrin, El mecanizado CNC alcanza la misma precisión que el aluminio: ±0,01 mm a ±0,02 mm en características de precisión. Los plásticos más blandos o higroscópicos como el nailon requieren controles adicionales de proceso (Pre-secado, Estabilización térmica) para alcanzar los mismos niveles.
¿Se pueden utilizar prototipos de plástico mecanizado CNC para presentaciones regulatorias??
Sí. Proporcionamos certificados de inspección completos, Certificaciones de materiales (incluyendo biocompatibilidad, RoHS, y cumplimiento con la FDA cuando sea aplicable), y documentación de procesos que soporta ISO 13485 o requisitos de auditoría AS9100. Contacta con nosotros para hablar sobre tus necesidades específicas de documentación.
¿Cómo afecta el grosor de la pared al precio de un prototipo CNC de plástico??
Muros abajo 1.5 El MM normalmente requiere fijería personalizada, Avances más lentos, y puntos adicionales de inspección — todos ellos añaden coste. Diseños con paredes superiores 2.0 Máquina mm más rápida y barata. Nuestra revisión de DFM identifica estos problemas antes de presupuestar para que puedas tomar decisiones de diseño basadas en costes antes de que comience el mecanizado.
Conclusión
Los servicios de mecanizado CNC para prototipos funcionales de plástico ofrecen a los equipos de ingeniería el camino más rápido desde un modelo CAD hasta una pieza que realmente pueden probar. Con tolerancias de hasta ±0,01 mm, Acceso a todos los plásticos de ingeniería principales, y tiempos de entrega de 3 Para 7 Días laborables, El mecanizado CNC elimina el riesgo de comprometerse con herramientas costosas antes de validar tu diseño.
Ya sea que estés construyendo un prototipo único para una comprobación de ajuste o 50 Unidades para pruebas preclínicas, El proceso funciona igual: Material real, Tolerancias reales, Resultados reales.
Sube tu archivo STEP enPrototipado GD y devolveremos una reseña y un presupuesto de DFM dentro de 12 horas. No hay cantidad mínima, Sin coste de herramientas, Sin retrasos.