
CNC-Bearbeitungsdienste für Kunststofffunktionale Prototypen: Der vollständige Leitfaden
CNC-Bearbeitung ist die zuverlässigste Methode zur Herstellung von Kunststofffunktionsprototypen mit engen Toleranzen (±0,01 mm bis ±0,05 mm), Eigenschaften realer ingenieurtechnischer Materialien, und schnelle Abwicklung (3 An 7 Tage). Es funktioniert am besten für 1 An 100 Einheiten, bei denen die Designvalidierung, Dichtsitzprüfung, oder funktionale Leistungstests sind erforderlich, bevor Sie sich auf die Produktionswerkzeuge festlegen.
Was sind Kunststoff-Funktionsprototypen?
Ein Kunststoff-Funktionsprototyp ist ein physisches Teil aus echtem Ingenieurkunststoff, das wie die endgültige Produktionskomponente funktioniert. Es handelt sich nicht um ein visuelles Modell oder ein Konzept-Mock-up. Es wird getestet, Zusammengesetzt, Geladen, Druckbeaufschlagung, oder unter realen Betriebsbedingungen eingeschaltet.
Das Schlüsselwort "funktional" ist das, was diese Teile von Ausstellungsprototypen unterscheidet.. Ihr Ingenieur muss es wissen:
- Passt das Teil in die Verbindungsbaugruppe?
- Hält es den erforderlichen Druck oder die erforderliche Last aus??
- Widersteht das Material den Chemikalien oder Temperaturen in der Anwendung?
- Erfüllt es die FDA, ISO, oder branchenspezifische Compliance-Anforderungen?
Funktionale Prototypen beantworten all diese Fragen, bevor du Geld investierst $8,000 An $40,000 auf einer Spritzform.
Warum Ingenieure sich für Kunststoffprototypen für CNC-Bearbeitung entscheiden
Die CNC-Bearbeitung für Kunststofffunktionsprototypen dominiert andere Prozesse aus einem einfachen Grund: Es stellt Teile aus demselben Material und mit denselben mechanischen Eigenschaften wie dein endgültiges Produktionsteil her.
Hier ist ein direkter Vergleich der drei häufigsten Prototyping-Prozesse:
| Faktor | CNC-Bearbeitung | FDM / SLS 3D-Druck | Spritzgießen |
|---|---|---|---|
| Materielle Authentizität | Echtes Standardmaterial (Zum Beispiel.., SPÄHEN, Delrin) | Proprietäres Filament oder Pulver, Anisotrope Festigkeit | Echtes Produktionsmaterial |
| Toleranz | ±0,01 mm bis ±0,05 mm | ±0,2 mm bis ±0,5 mm typisch | ±0,05 mm bis ±0,1 mm |
| Oberflächenfinish | Ra 0.4 μm zu Ra 3.2 μm | Ra 5 nach Ra 15 μm (Schichtlinien) | Ra 0.4 μm zu Ra 1.6 μm |
| Vorlaufzeit (10–50 Einheiten) | 3 An 7 Arbeitstage | 1 An 4 Tage | 4 An 8 Wochen (werkzeugbestückung) |
| Werkzeugkosten | $0 | $0 | $8,000 An $40,000+ |
| Stückkosten (10–50 Einheiten) | Mittel | Niedrig bis mittel | Sehr hoch (Amortisierte Werkzeuge) |
| Am besten für | Funktionsprüfung, Enge Passformen | Konzept, Visuell, Frühphase | Massenproduktion (1,000+) |
Das Fazit ist klar. Für 1 An 100 Einheiten, die funktional getestet werden müssen, CNC-Bearbeitung liefert die beste Kombination von Genauigkeit, Materialintegrität, und Geschwindigkeit.
BeiGD Prototyping, Wir arbeiten mit 3 Achsen, 4-Achse, sowie 5-Achsen-CNC-Bearbeitungszentren, die speziell für die Konstruktion von Kunststoffarbeiten optimiert sind, mit Vorlaufzeiten, die bei beginnen 3 Arbeitstage.
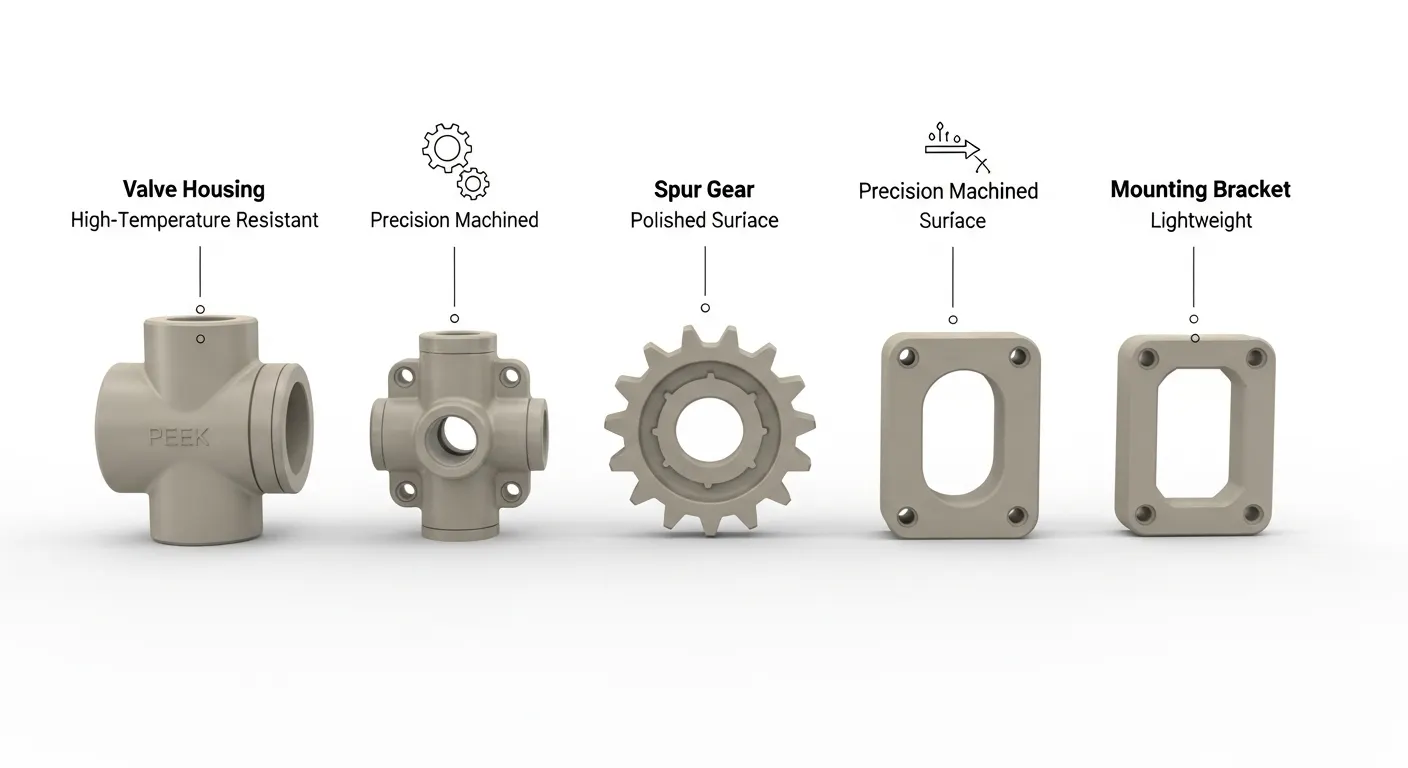
Beste Kunststoffe für CNC-Funktionsprototypen
Nicht jede Kunststoffmaschine funktioniert auf die gleiche Weise. Die Wahl des richtigen Materials ist die erste ingenieurtechnische Entscheidung in jedem Kunststoffprototyp-Projekt. Hier sind die gängigsten Materialien, die wir bearbeiten, und wann man jedes verwenden sollte.
SPÄHEN (Polyetheretherketon)
PEEK ist der Goldstandard für Hochleistungs-Kunststoffprototypen. Er verarbeitet kontinuierliche Temperaturen bis zu 250°C, Widerstand gegen fast alle industriellen Chemikalien, und erfüllt die ISO 10993-5 Biokompatibilitätsanforderungen für Medizinprodukte.
- Zugfestigkeit: 100 Mpa
- Kontinuierliche Diensttemperatur: 250°C
- Am besten für: Medizinprodukte, Luft- und Raumfahrtfluidsysteme, Halbleiterausrüstung
- Bearbeitungshinweis: Erfordert eine Glühung vor dem Schneiden und eine Trockenkühlung zur Erhaltung der Kristallstruktur
Delrin (POM-C / Acetal)
Delrin ist der am besten bebaubare Ingenieurkunststoff. Er hält enge Toleranzen extrem gut, hat eine von Natur aus reibungsarme Oberfläche, und ist chemisch resistent gegen Brennstoffe, lösemittel, und Öle.
- Zugfestigkeit: 69 Mpa
- Dimensionsstabilität: Ausgezeichnet (Geringe Feuchtigkeitsaufnahme)
- Am besten für: Getriebe, Buchsen, Ventilsitze, Lebensmittelkontaktkomponenten
- Bearbeitungshinweis: Maschinen sauber bei hohen Geschwindigkeiten mit minimalem Graten
Nylon (PA6 / PA66)
Nylon bietet eine ausgezeichnete Schlagfestigkeit und Ermüdungsfestigkeit, absorbiert aber Feuchtigkeit, was Dimensionsdrift verursachen kann. Für funktionale Prototypen, die exakte Anpassungen erfordern, Wir empfehlen das Vortrocknen der Blüten und die Bearbeitung auf die Trockenmaße.
- Zugfestigkeit: 75 An 85 Mpa
- Am besten für: Strukturelle Halterungen, Verschleißkomponenten, Kabelführungen
- Bearbeitungshinweis: Feuchtigkeitsaufnahme von bis zu 2.5% Kann die Dimensionen wechseln; Kritische Anpassungen müssen dies berücksichtigen
Polykarbonat (PC)
Der PC ist optisch klar, hart, und hält gute Toleranzen. Es wird häufig in Gehegen eingesetzt, Lichtleiter, und Gehäuse, die eine Sichtprüfung oder Lichtdurchlässigkeit benötigen.
- Zugfestigkeit: 55 An 65 Mpa
- Am besten für: Optische Gehäuse, Schaltschränke, Sicherheitsschilde
- Bearbeitungshinweis: Anfällig für Spannungsrisse in der Nähe scharfer innerer Ecken; großzügige Radien erforderlich
PTFE (Teflon)
PTFE hat den niedrigsten Reibungskoeffizienten aller technischen Kunststoffe und eine hervorragende chemische Beständigkeit. Es ist weich und kriecht unter Last, Deshalb ist es nicht für strukturelle Teile geeignet, aber ideal für Dichtungen, Linienschiffe, und chemische Kontaktkomponenten.
- Am besten für: Ventilsitze, Chemische Dichtungen, Lagerliner
- Bearbeitungshinweis: Erfordert scharfe Werkzeuge und sorgfältige Befestigungen; sie verformt sich unter Klemmdruck
UHMW-PE
Polyethylen mit ultrahohem Molekulargewicht ist extrem verschleiß- und stoßfest. Es wird häufig im Transportwesen verwendet, Lebensmittelverarbeitung, und marine Anwendungen.
- Am besten für: Tragen der Pads, Förderförderkomponenten, Schneidebretter, Marine Buchsungen
- Bearbeitungshinweis: Saitige Chips; erfordert die Geometrie des spänbrechenden Werkzeugs und häufige Evakuierung
Toleranzen, die Sie von CNC-Kunststoffbearbeitung erwarten können
Die Toleranzfähigkeit in der Kunststoff-CNC-Bearbeitung hängt von drei Faktoren ab: Materialstabilität, Geometrie des Teils, und Befestigungsmethode. Das kannst du realistisch erwarten:
| Toleranzklasse | Wert | Erreichbar auf |
|---|---|---|
| Allgemeine Bearbeitung | ±0,05 mm | Externe Profile, Nicht-kritische Löcher |
| Präzisionsbearbeitung | ±0,02 mm | Bohrungen, Paarflächen, Achsbefestigungen |
| Hohe Präzision | ±0,01 mm | Optische Sitze, Präzisionsrohre |
| Winkeltoleranz | ±0,1° bis ±0,5° | Radiale Merkmale, Indexierte Löcher |
Etwas, das die meisten Guides dir nicht sagen: Kunststoffe reagieren auf Temperaturänderungen. PEEK hat einen thermischen Ausdehnungskoeffizienten von ungefähr 47 μm/m·°C. Auf einer 100 mm Teil, Eine Temperaturänderung von 10 °C in der Werkstatt erzeugt eine 0.047 mm-Dimensionsverschiebung. Unsere Werkstatt hält die Temperatur bei 20°C ±1°C während der Endbearbeitung und CMM-Inspektion der Präzisionsteile, Deshalb haben wir bei Kunststoffläufen konsequent ±0,02 mm erreicht.
Der CNC-Bearbeitungsprozess für Kunststofffunktionsprototypen
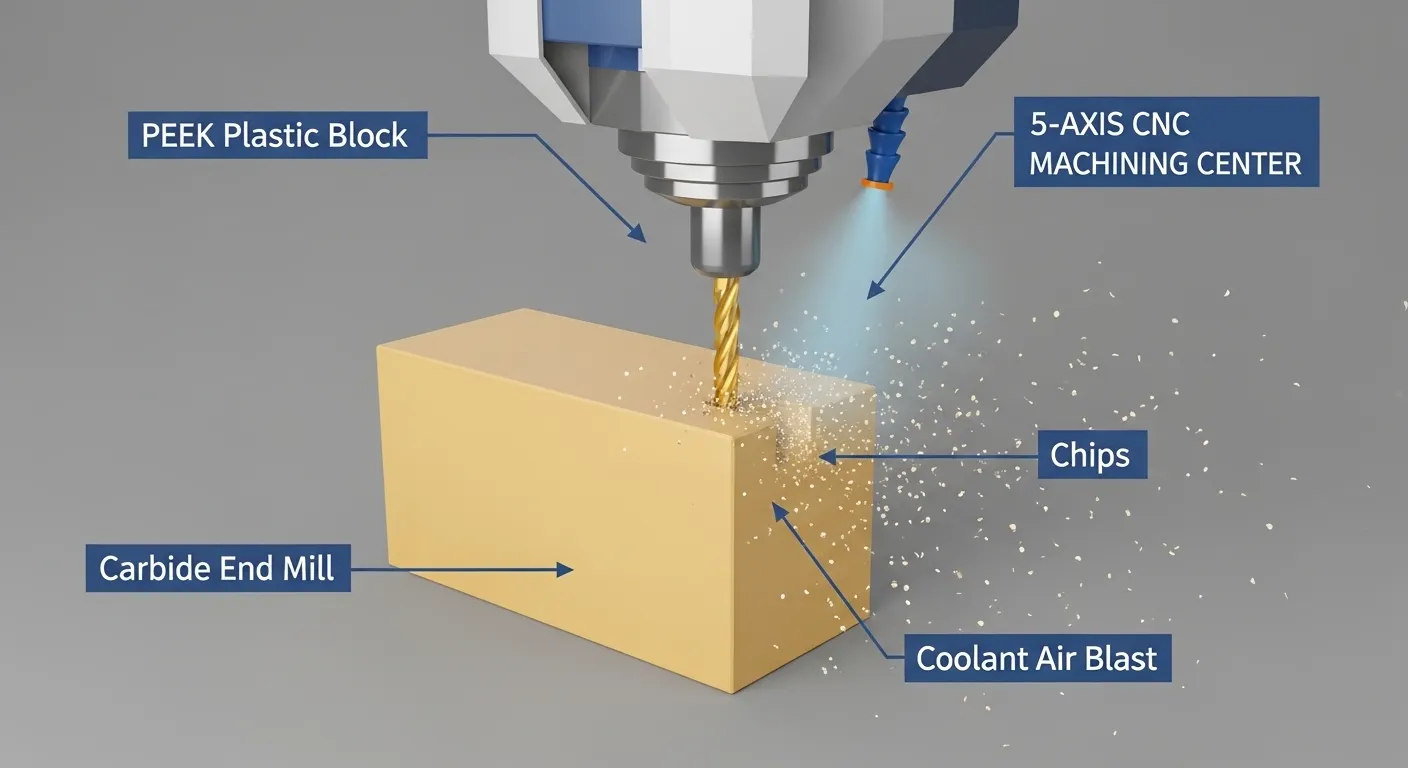
Das Verständnis des Schritt-für-Schritt-Prozesses hilft Ihnen, besser mit Ihrem Maschinenpartner zu kommunizieren und Teile zu entwerfen, die einfacher sind (und günstiger) um zu produzieren.
Schritt 1: DFM-Rezension (Design für Herstellbarkeit)
Bevor der Schnitt beginnt, unsere Ingenieure überprüfen Ihre STEP- oder IGES-Datei auf Funktionen, die Probleme verursachen könnten. Häufige DFM-Probleme bei Kunststoffprototypen sind:
- Innenecken mit einem Radius, der kleiner als der Werkzeugradius ist
- Wandabschnitte dünner als 0.8 mm ohne Trägergeometrie
- Tiefe Hohlräume mit Längen-Durchmesser-Verhältnissen oben 6:1
- Thread-Call-outs ohne Runout-Relief
Eine DFM-Übersicht über einen typischen Kunststoffprototyp nimmt 1 An 4 Stunden. Oft wird gespeichert 1 An 2 Tage der späteren Bearbeitungsarbeiten.
Schritt 2: Materialvorbereitung
Für stressempfindliche Kunststoffe wie PEEK und Nylon, Wir glühen das Blockmaterial vor dem Schneiden ab. Für PEEK, Das bedeutet 4 Stunden bei 200°C in einem kalibrierten Ofen. Dadurch entfällt Restspannung beim Extrusionsprozess, Was, wenn es unbehandelt bleibt, dazu führt, dass das Teil nach dem Rohziehen springt oder sich verzieht.
Schritt 3: CAM-Programmierung
Wir verwenden Mastercam für die Toolpath-Generierung. Die wichtigsten Entscheidungen in dieser Phase sind:
- Roughing-Strategie (Adaptive Clearing vs. Traditionelles Einstecken)
- Werkzeugauswahl (Anzahl der Flöten, Beschichtung, Herausstehende Länge)
- Zielverlauf (Kletterfräsen vs. Konventionelles Fräsen)
- Kühlmittelstrategie (Luftstoß, MQL, oder je nach Material trocknen oder trocknen)
Für dünnwandige Schnitte, wir modellieren Unterstützungsstrategien direkt in der CAM-Datei. Für tiefe Bohrungen, Wir programmieren Peck-Bohrzyklen mit vollständigem Einzug zur Chip-Evakuierung.
Schritt 4: Roughing Pass
Ein Roughing-Pass entfernt 90 An 95% des Rohmaterials schnell. Wir verwenden Endfräser mit größerem Durchmesser bei hohen Einführungsraten und lassen das Dampf 0.2 An 0.4 mm Material auf allen kritischen Oberflächen.
Farbe und Temperatur des Chips sind in dieser Phase die wichtigsten Diagnosen. Ideale Chips von Peek sind strohgelb und locken sich frei. Dunkle oder verfärbte Chips deuten auf übermäßige Hitze hin – ein Zeichen dafür, dass Spindeldrehzahl oder Zuführrate angepasst werden muss.
Schritt 5: Halbfinale und Finishing
Der Finish-Pass entfernt den letzten 0.2 An 0.4 mm Schaft mit kleineren Werkzeugen, langsamere Zuführraten, und höhere Spindeldrehzahlen. Hier werden Toleranz und Oberflächenfinish bestimmt.
Für 5-Achsen-Merkmale wie radiale Ports oder komplexe Profile, Wir schließen alle Fertigstellungen in einer einzigen Klemmung ab, wann immer möglich.. Jede Neuklemme an einem präzisen Kunststoffteil führt mindestens zu 0.01 An 0.03 mm Umpositionierungsfehler. Ein Setup, Eine Chance auf Fehler.
Schritt 6: Entgraben und Reinigung
Kunststoffteile werden manuell mit plastiksicheren Schabern und Bürsten entgratet. Keine Metallfeile, die Teilchen einbetten kann. Für medizinische oder Halbleiterbauteile, Anschließend folgt eine 20-minütige Ultraschallreinigung in deionisiertem Wasser.
Herausforderungen bei der CNC-Bearbeitung von Kunststofffunktionsprototypen
Plastik ist nicht nur "leichteres Metall." Es hat seine eigenen Ausfallarten. Hier sind die vier häufigsten Herausforderungen und wie wir sie lösen.
Herausforderung 1: Dünnwandschwingung und -verformung
Wände dünner als 2.0 mm vibrieren beim Schneiden. Das sorgt für Stimmengewirr, Schlechte Oberflächenbehandlung, und Dimensionsfehler. Standardlösung: Zuführrate reduzieren. Aber mit Kunststoffen, Langsameres Schneiden erhöht die Verweilzeit der Wärme, was thermische Verformung verursacht.
Unsere bevorzugte Lösung für die darunterliegenden Wände 1.5 MM sind maßgefertigte pneumatische oder schaumstoffgestützte Armaturen, die die Wand während des finalen Finishings von der gegenüberliegenden Seite stützen. Dies eliminiert Ratter, ohne die thermische Last zu erhöhen.
Herausforderung 2: Tiefbohrungs-Chippackung
Bei oben genannten Bohrtiefen-zu-Durchmesser-Verhältnissen 5:1, Chips werden unten gepackt und neu zugeschnitten. Umgeschnittene Chips wirken als Schleifmittel. Die Bohroberfläche verschlechtert sich durch Ra 0.8 μm zu Ra 3 μm oder schlimmer.
Fix: Programmierte Peck-Zyklen mit vollständigem Einzug und zeitlich getimten Luftstoßintervallen. Wir fügen jedes Jahr einen vollständigen Rückzug hinzu 4 An 5 mm Bohrtiefe. Es verlängert die Zykluszeit, hält aber die Laufoberfläche nach Spezifikation.
Herausforderung 3: Spannungsbedingte Verformung nach der Bearbeitung
Einige Kunststoffe – insbesondere Nylon- und halbkristalline Qualitäten – verziehen sich nach der Bearbeitung, weil das Schneiden die beim Materialextrudieren eingeschlossenen inneren Spannungen freisetzt.
Fix: Glühung vor der Bearbeitung. Für kritische Teile, eine sekundäre Spannungsentlastungsglühung nach dem Rohfahren (vor dem Ende) Dimensionsdrift nach der Bearbeitung beseitigt praktisch.
Herausforderung 4: Klemmverformung
Weiche Kunststoffe wie PTFE und UHMW-PE verformen sich unter dem Standarddruck der Metallschraubstock-Klemmung. Das Bauteil misst die Intoleranz während des Klemmens, springt beim Freisetzen wieder aus der Toleranz zurück.
Fix: Maßgeschneiderte Weichkiefer-Befestigungen, gefertigt aus Aluminium oder Nylon, die die Klemmkraft über eine große Oberfläche verteilen. Das Spanndrehmoment wird eingestellt und auf Konsistenz über eine Charge hinweg erfasst.
Qualitätskontrolle und Inspektion
Ein CNC-bearbeiteter Kunststoffprototyp ist nur so gut wie sein Inspektionsprozess. Hier ist das dreistufige QC-Protokoll, das wir beiGD Prototyping für Präzisionsprototypen aus Kunststoff.
Bühne 1: Laufende Messung im Prozess
Wir verwenden Renishaw OMP60 On-Machine-Sondierung, um kritische Maße nach dem Durchlauf zu überprüfen, vor dem Ende. Teile, die außerhalb der Vorbearbeitungsfrist liegen, werden korrigiert, bevor wir uns auf die Fertigschnitte festlegen.
Bühne 2: CMM-Messung
Alle Präzisionsplastikprototypen werden auf einem Hexagon Global CMM in unserem temperaturkontrollierten System gemessen (20°C ±1°C) Inspektionsraum. Wir messen:
- Alle toleranten Maße gemäß der 2D-Zeichnung
- Bohrdurchmesser an mehreren Tiefenstationen
- Flachheit, Parallelismus, und die Senkrechte der Paarungsflächen
- Wahre Position aller Lochmuster
Bühne 3: Oberflächenrauheitsverifikation
Wir verwenden auf allen Oberflächen ein Mitutoyo SJ-410 Profilometer mit Ra-Callouts. Inspektionszertifikate mit tatsächlich gemessenen Werten werden mit jeder Bestellung geliefert.
Industrien, die CNC-Kunststoffprototypen-Bearbeitung verwenden
CNC-Bearbeitungsdienste für Kunststoff-Funktionsprototypen bedienen eine breite Palette von Branchen. Jede hat ihre eigenen Materialpräferenzen und Toleranzanforderungen.
Medizinprodukte
SPÄHEN, UHMW-PE, und PTFE dominieren hier aufgrund der Biokompatibilität und Sterilisationsresistenz. Toleranzen bis zu ±0,01 mm sind für chirurgische Instrumentenkomponenten und Flüssigkeitswegkomponenten üblich.
Luft- und Raumfahrt und Verteidigung
Leicht, dimensionsstabile Kunststoffe wie PEEK und PVDF ersetzen Metalle in nicht-strukturellen Luft- und Raumfahrtanwendungen. CNC-Prototypen werden zur Bracket-Validierung eingesetzt, Steckverbindergehäuse, und Komponenten des Fluidsystems.
Automobiltechnik
Ingenieure erstellen Prototypen von Flüssigkeitsteckern, Sensorgehäuse, und Innenclips aus Nylon, POM, und PC, bevor man sich auf Spritzgusswerkzeuge entscheidet. Deutsche OEMs verwenden häufig CNC-Kunststoffprototypen für vorgefertigte Validierungsbauten.
Unterhaltungselektronik
PC, ABS-äquivalente Maschinengrade, und PEEK werden für Steckverbinderkörper verwendet, Objektivhalter, und strukturelle Fahrgestellelemente in der Prototypelektronik.
Industrielle Automatisierung
End-of-Arm-Werkzeuge, Vakuumbecher, Cam-Follower, und Führungsschienen werden häufig in Delrin und Nylon auf CNC-Maschinen prototypisiert, bevor sie in die Massenproduktion übergehen.
Sie können echte Projektbeispiele in unseremFallstudien zur CNC-Bearbeitung um zu sehen, wie wir Kunden aus diesen Branchen betreut haben.
Wie man ein Angebot einholt: Was vorzubereiten ist
Ein genaues Angebot für CNC-Kunststoffprototypen zu erhalten, ist einfach, wenn Sie die richtigen Dateien vorbereiten. Hier ist, was du einbeziehen solltest:
- 3D-CAD-Datei: STEP- oder IGES-Format. Dies ist für die Angebotsabgabe verpflichtend.
- 2D-Zeichnung (PDF oder DXF): Beziehen Sie alle tolerierten Maße ein, Oberflächenoberflächen-Callouts, und Gewindespezifikationen. Ohne eine 2D-Zeichnung, Wir nennen allgemeine Toleranzen von ±0,05 mm.
- Materialspezifikation: Bewertung und etwaige Compliance-Anforderungen (FDA, RoHS, Biokompatibilität).
- Menge: Schon eine ungefähre Spanne hilft, die Chargenbefestigung und die Preisgestaltung zu optimieren.
- Vorlaufzeitanforderung: Der Standard ist 3 An 7 Arbeitstage. Engere Zeitpläne werden auf Anfrage berücksichtigt.
- Besondere Anforderungen: Zertifizierungen, Inspektionsberichte, Verpackung, Oberflächenbehandlung.
Mit diesen Eingaben, Wir senden eine DFM-Bewertung und ein formelles Angebot zurück 12 Arbeitszeiten an Werktagen.
Wie man Kunststoffteile für CNC-Bearbeitung entwirft (DFM-Tipps)
Die Konstruktion für CNC-Bearbeitung reduziert Kosten und Vorlaufzeiten. Dies sind die fünf wirkungsvollsten Designregeln für Kunststoffprototypen:
- Minimaler innerer Radius: Anpassung der inneren Eckradien an Standard-Fräsgrößen. 1 Mm, 1.5 Mm, 2 Mm, 3 Mm, und 4 mm sind optimal. Seltsame Radien erfordern spezielle Werkzeuge und erhöhen die Kosten.
- Minimale Wanddicke: Haltet die Mauern oben 1.0 mm für starre Kunststoffe (SPÄHEN, PC, Delrin). Erlauben 1.5 Minimum mm für weichere Kunststoffe (Nylon, PTFE).
- Tiefen-zu-Breite-Verhältnis für Taschen: Behalten Sie unten die Taschentiefe-zu-Breite-Verhältnisse 4:1 für Standardwerkzeuge. Oben genannte Verhältnisse 6:1 Erfordern Werkzeuge mit erweiterter Reichweite und zusätzliche Einrichtungszeit.
- Fadengröße: Bevorzugen Sie Standardmetrik- oder UNC-Gewindegrößen. Vermeide Gewinde unterhalb von M3 bei weichen Kunststoffen; sie werden unter Testlasten abgebaut.
- Flachbodenbohrungen vs. Durchgangslöcher: Durchgangslöcher sind günstiger und leichter zu inspizieren. Wenn ein flaches Blindloch erforderlich ist, Spezifiziere die genaue Flachboden-Anforderung explizit; ansonsten wird eine Bohrspitzengeometrie angenommen.
CNC-Bearbeitungsdienste für Kunststofffunktionale Prototypen: Echtes Projektbeispiel
Um diesen Beton zu machen, Hier ist ein repräsentatives Projekt aus unserer Werkstatt.
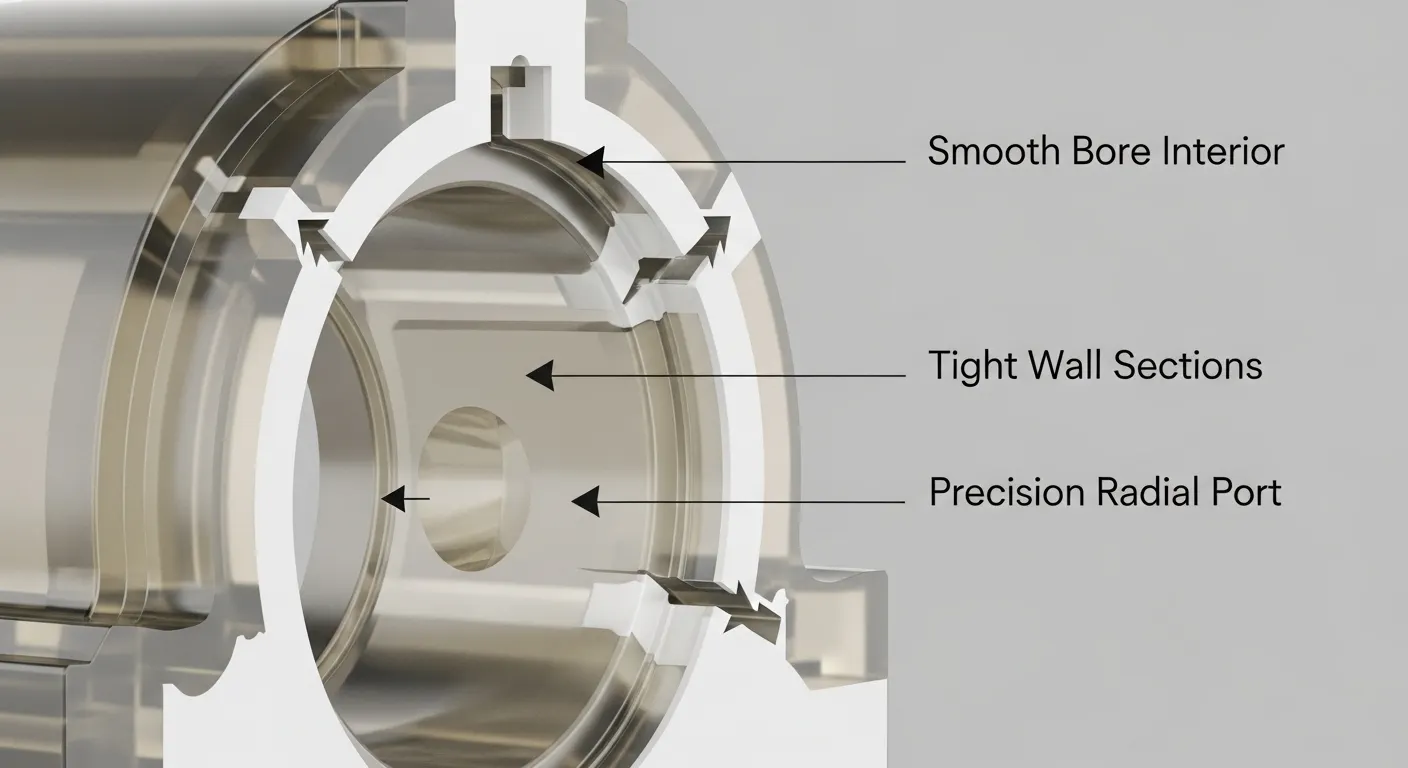
Projekt: Flüssigkeitsventilgehäuse für medizinische Diagnosegeräte
Material: PEEK-Naturqualität (ISO 10993-5 konform)
Abmessungen: 78 x 45 x 32 Mm
Kritische Merkmale: 38 mm tiefe Blindbohrung, vier radiale Flüssigkeitsanschlüsse bei 90°
Toleranz: ±0,02 mm auf der Bohrungs-ID und an den Hafenpositionen
Oberflächenfinish: Ra 0.8 μm auf Bohrungs-ID
Menge: 20 Einheiten
Vorlaufzeit: 7 Arbeitstage
Maschinen: DMG Mori DMU 50 (5-Achsenabschluss), Haas VF-2SS (Raulauf)
Ergebnis: Alle 20 Einheiten bestanden die CMM-Inspektion zunächst. Der Kunde ist abgelaufen 500 Druckzyklen bei 8 Stange – null Fehler. Produktvalidierungszeitplan verkürzt um 3 Wochen im Vergleich zu ihrem vorherigen Lieferanten.
Weitere Beispiele finden Sie in unseremFallstudien für CNC-Bearbeitungsprototypen.
Häufig gestellte Fragen
Was ist der Unterschied zwischen einem funktionalen Prototyp und einem visuellen Prototyp?
Ein visueller Prototyp zeigt die Form, Größe, und Aussehen. Ein funktionsfähiger Prototyp wird nach derselben Baumaterialspezifikation wie das Endteil gebaut und unter realen Betriebsbedingungen – dem Druck – getestet, Last, Temperatur, Chemische Exposition. CNC-Bearbeitung erzeugt funktionale Prototypen; FDM-3D-Druck erzeugt typischerweise visuelle Prototypen.
Was ist die Mindestbestellmenge für CNC-Kunststoffprototypen??
Es gibt keine Mindestbestellmenge für CNC-Kunststoffprototypen-Bearbeitung. Wir bearbeiten regelmäßig einzelne Einheiten für Designvalidierung und Erstartikeltests. Der Preis pro Einheit sinkt, wenn die Menge von 1 An 50 Einheiten aufgrund fester Setup-Amortisation.
Wie genau ist die CNC-Bearbeitung für Kunststoffteile im Vergleich zu Metall?
Für stabile Kunststoffe wie PEEK und Delrin, CNC-Bearbeitung erreicht die gleiche Genauigkeit wie Aluminium: ±0,01 mm bis ±0,02 mm bei Präzisionsmerkmalen. Weichere oder mehr hygroskopische Kunststoffe wie Nylon erfordern zusätzliche Prozesskontrollen (Vortrocknung, Thermische Stabilisierung) um die gleichen Niveaus zu erreichen.
Können CNC-gefertigte Kunststoffprototypen für regulatorische Einreichungen verwendet werden??
Ja. Wir stellen vollständige Inspektionsbescheinigungen bereit, Materialzertifizierungen (einschließlich Biokompatibilität, RoHS, und FDA-Konformität, wo anwendbar), und Prozessdokumentation, die ISO unterstützt 13485 oder AS9100-Prüfungsanforderungen. Kontaktieren Sie uns, um Ihre spezifischen Dokumentationsbedürfnisse zu besprechen.
Wie beeinflusst die Wanddicke den Preis eines Kunststoff-CNC-Prototypen??
Mauern darunter 1.5 mm erfordern typischerweise eine individuelle Befestigung, Langsamere Feeds, und zusätzliche Inspektionspunkte – die alle Kosten verursachen. Entwürfe mit Wänden darüber 2.0 MM-Maschine schneller und günstiger. Unser DFM-Review identifiziert diese Probleme vor der Angebotsabgabe, damit Sie kostenorientierte Designentscheidungen vor Beginn der Bearbeitung treffen können.
Schlussfolgerung
CNC-Bearbeitungsdienste für Kunststofffunktionsprototypen bieten den Ingenieurteams den schnellsten Weg von einem CAD-Modell zu einem Bauteil, das sie tatsächlich testen können. Mit Toleranzen bis zu ±0,01 mm, Zugang zu allen wichtigen Ingenieurskunststoffen, und Vorlaufzeiten von 3 An 7 Arbeitstage, CNC-Bearbeitung nimmt das Risiko, sich auf teure Werkzeuge zu verpflichten, bevor Ihr Design validiert ist.
Egal, ob Sie einen einzelnen Prototyp für eine Passkontrolle bauen oder 50 Einheiten für präklinische Tests, Der Prozess funktioniert genauso: Reales Material, Reale Toleranzen, Reale Ergebnisse.
Laden Sie Ihre STEP-Datei hoch unterGD Prototyping und wir senden eine DFM-Rezension und ein Zitat im Inneren zurück 12 Stunden. Keine Mindestmenge, Keine Werkzeugkosten, Keine Verzögerungen.