
Usinagem CNC Produção em Baixo Volume: Coletor hidráulico de alumínio para um OEM europeu de controle de fluidos
Resumo do Projeto
Era necessário um OEM europeu de controle de fluidos 75 unidades de um coletor hidráulico de alumínio de precisão para validação pré-série. A GD Prototiping usinou as peças a partir do Aluminum 6061-T6 usando fresagem completa de 5 eixos em uma DMG Mori NHX 5000, mantendo tolerâncias de ±0,02 mm em 14 Canais de portas que se cruzam. Todo 75 as unidades passaram pela Primeira Inspeção do Artigo. As peças foram entregues em 12 Dias úteis, três dias adiantados antes do previsto.
Por que usinagem CNC em produção em baixo volume é um verdadeiro desafio de engenharia
Usinagem CNC produção em baixo volume parece simples. Na prática, É um dos serviços mais exigentes tecnicamente que um fabricante contratado pode oferecer.
Quando um fabricante europeu de controle de fluidos veio até nós precisando 75 Coletores hidráulicos de precisão, eles já haviam sido recusados por dois fornecedores. O motivo: Geometria complexa da porta interna, uma rede de canais que se cruza com tolerância posicional de ±0,02 mm, e um prazo de entrega de 15 dias. O programa de validação deles já estava rodando. Eles não podiam se dar ao luxo de atrasos.
Aceitamos o projeto. Dentro de 12 Dias úteis, Nós enviamos 75 Partes conformes. Aqui está exatamente como fizemos.
Visão Geral do Projeto
Nosso cliente projeta e fabrica sistemas de controle hidráulico proporcional para equipamentos de automação industrial em toda a Alemanha e na Holanda. A equipe de engenharia finalizou o projeto do coletor e precisava de uma pré-série de 75 para apoiar testes de validação em nível de sistema antes de se comprometer com uma ordem de produção de maior volume.
Eles escolheram a Prototipagem GD por três razões específicas:
- Oferecemos fresagem completa de 5 eixos sem quantidades mínimas de pedido
- Nosso Portfólio de estudos de caso de usinagem CNC mostrou peças de controle de fluido diretamente comparáveis
- Nossa equipe de engenharia respondeu com uma revisão do DFM dentro 4 horas de receber o arquivo STEP
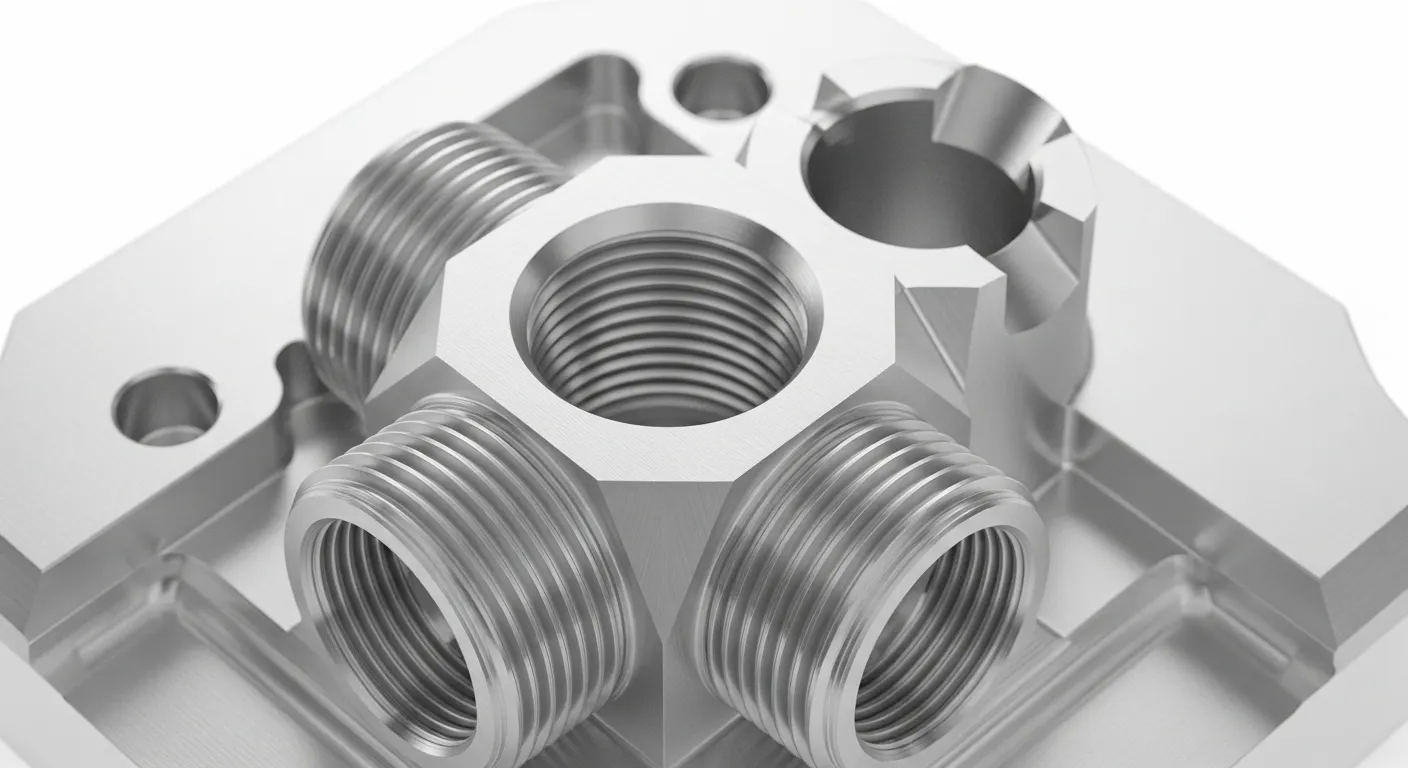
O coletor precisava suportar pressão operacional de 350 bar, Rotear fluido hidráulico 14 Canais internos que se cruzam, e acoplam-se com três subplacas de válvula separadas com vedações de face sem vazamento. Cada abertura de abertura precisava ser quadrada à face de montagem interna 0.02 milímetros.
Requisitos Técnicos
| Parâmetro | Especificação |
|---|---|
| Classificação do Material | Alumínio 6061-T6 |
| Dimensões da Peça | 187 Mm × 142 Mm × 96 milímetros |
| Tolerância Crítica | ±0,02 mm (Posição central de bombordo) |
| Tolerância Geral | ±0,05 mm |
| Acabamento de Superfície (Furos) | Ra 0.8 μm |
| Acabamento de Superfície (Externo) | Anodize Tipo II, Claro, 15–25 μm |
| Quantidade | 75 Unidades |
| Tempo de espera | 15 Dias de calendário (entregue em 12) |
| Processo Primário | Frenatura CNC completa de 5 eixos |
| Processo Secundário | Torneamento CNC (Inserts roscados) |
| Especificações da rosca | G1/4" Portas métricas BSPP e M10×1.5 |
Abordagem e Processo de Usinagem

Usinamos tudo 75 coletores feitos de alumínio sólido 6061-T6, começando por 200 Mm × 150 Mm × 100 Coronha retangular mm. Nosso processo completo ocorreu em seis etapas distintas.
Palco 1: Programação CAM e Verificação de Trajetória de Ferramentas
Nossos engenheiros de CAM construíram a trajetória de ferramentas no Mastercam 2025. O 14 A interseção de furos internos exigia um sequenciamento cuidadoso para evitar a deflexão da ferramenta nas interseções dos canais. Rodamos simulação virtual de remoção de material antes de cortar uma única peça.
Palco 2: Design e Fixação de Luminárias
Projetamos uma placa de fixação dedicada que prendia o tarugo pela face inferior. Isso nos deu acesso desobstruído de 5 eixos a todas as cinco faces externas em duas configurações. Configuração 1 cobria o topo, Frente, voltar, e duas faces laterais. Configuração 2 Inverti a peça para finalizar a face de montagem inferior e os avasadores finais da porta.
Palco 3: Rugosidade
Usamos o DMG Mori NHX 5000 5-Centro de usinagem de eixo para todas as operações de fresagem. O desbaste utilizou um 12 Fresa de carbureto de 4 canhuras de diâmetro mm em 8,000 RPM, 3,500 Alimentação mm/min. Nós saímos 0.4 Material em mm para acabamento em todas as paredes críticas do diâmetro.
Palco 4: Semi-Finalização e Finalização
Acabamento do diâmetro usado como 6 Amărador de carboneto 2 flautas de diâmetro em mm 4,200 RPM. Alcançamos Ra 0.8 μm em todos os canos de abertura em uma única passagem de reamação. As faces externas eram usinadas com um 25 Fresador de mm para Ra 1.6 μm antes da anodização.
Palco 5: Torneamento CNC (Portas Threadadas)
Oito dos 14 portas exigiam G1/4" Threads BSPP e threads métricas M10×1.5. Rodamos esses no nosso combo CNC de fresa e fresa, Corte e rosca em uma única operação para evitar erros de re-chuck.
Palco 6: Tratamento de Superfície
Todo 75 as varietas passaram por anodização transparente Tipo II até uma construção de 15–25 μm. O Anodize cumpre duas funções aqui: ele endurece a superfície de alumínio contra erosão de fluidos nas entradas das portas, e oferece resistência à corrosão para as faces externas da carcaça.
Desafios e Soluções
Desafio 1: Deflexão do Furo Cruzado em Travessias Profundas de Canais
Nossa primeira edição apareceu durante a fase de programação. A rede de 14 cilindros tinha três locais onde canais se cruzavam a profundidades de 78 mm a 82 milímetros. Nessa profundidade, um padrão 6 A fresa de extremidade em mm gera deflexão da ferramenta de 0,06–0,08 mm, o que nos levaria a sair da tolerância antes mesmo de chegarmos à fase de reaming.
Nossa primeira tentativa usou uma fresa de extremidade padrão de carboneto. A deflexão apareceu imediatamente em nossa simulação virtual, E confirmamos fisicamente em um corte de teste em um bloco de sucata de alumínio.
Solução: Mudamos para uma barra de perfuração de carboneto sólido com um 6 mm shank e 90 Alcance mm, Terra especificamente para esta aplicação. Também reduzimos a alimentação para 800 mm/min nos segmentos de diâmetro profundo e usou uma entrada de interpolação helicoidal em vez de um mergulho reto. Desvio caiu para abaixo 0.01 milímetros. Cada diâmetro subsequente chegou a ±0,015 mm.
Desafio 2: Perpendicularidade da face do porto após anodização
A anodização tipo II forma camada de óxido de 15 a 25 μm. Esse acúmulo não é uniforme nas paredes internas do diâmetro vs. Faces de vedação externas. Nas três primeiras partes, Os diâmetros do cano eram in-tolerância antes da anodização, mas após a anodização, As superfícies de vedação facial medidas 0.03 mm fora de plano em uma das três faces de fixação das válvulas.
Solução: Introduzimos uma etapa de lapping pós-anodização nas três faces críticas de montagem das válvulas. Usando uma placa de laminação de grão 400, restauramos a planicidade para dentro 0.01 mm em todas as superfícies de vedação. Atualizamos a folha de processo para incluir essa etapa como padrão para todos os projetos de coletores hidráulicos que exigem anodização.
Desafio 3: Evacuação de Chips em Furos Cegos Cruzados
Furos cegos que se cruzam prendem os aparos de alumínio. Quando as cavacas reentram na zona de corte, eles arranham paredes de furo e empurram Ra além do 0.8 especificação μm. Vimos isso no Bore #7 e teve #11 Durante nossa corrida piloto nas cinco primeiras partes.
Solução: Adicionamos fluido de arrefecimento de alta pressão através do fuso em 70 barra durante todas as passagens de perfuração e escariamento do furo. Isso eliminava as batatas imediatamente a cada ciclo de bico. Pós-usinagem, cada coletor passava por um banho de limpeza ultrassônica de 20 minutos em uma solução de água desionizada e surfactante antes da inspeção da CMM. Não apareceram mais defeitos superficiais nas demais 70 Unidades.
Controle de Qualidade e Inspeção
Executamos controle de qualidade certificado ISO 9001 em todos os pedidos de produção de baixo volume. Para este projeto de variedade, nosso processo de controle de qualidade cobriu quatro pontos de controle.
Medição em Processo: Após cada operação de sondagem, Nossos operadores verificaram o diâmetro e a profundidade do furo com medidores calibrados de plugue e um micrômetro de profundidade. Isso detectou o problema de deflexão nos nossos cortes de teste antes de chegar às peças de produção.
Primeira Inspeção do Artigo (FAZER): Completamos um FAI completo para peças 1, 5, e 10 antes de liberar o restante 65 Unidades para usinagem em massa. A FAI mediu todas 47 dimensões críticas no modelo STEP, usando nosso Zeiss Contura CMM com um 1 Stylus da sonda rubi mm. Precisão posicional relatada do CMM: ±0,003 mm.
Relatório Dimensional: Entregamos um relatório dimensional completo do desenho do balão para todos 47 dimensões críticas em cada parte da FAI. A equipe de engenharia do cliente aprovou os três relatórios FAI incluídos 24 Horas.
Inspeção Final: 100% do 75 As unidades recebiam uma inspeção visual e de calibre antes de embalar. Taxa de aprovação: 75/75 (100%). Nenhuma peça foi rejeitada ou retrabalhada após o processo de lapping pós-anodização ser padronizado.
Resultados e Resultado
Vamos deixar os números falarem.
- Entrega: 12 Dias úteis. O prazo do cliente era 15 Dias de calendário. Nós nos shippamos 3 Dias antes.
- Taxa de aprovação na inspeção: 100% (75/75 Unidades)
- Precisão dimensional: Todo 47 dimensões críticas dentro da tolerância em cada parte da FAI
- Acabamento superficial: Ra 0.78 Média μm nos diápicos de bombordo (Especificação: Ra 0.8 μm)
- Resultado do cliente: O cliente concluiu seus testes de validação do sistema hidráulico sem nenhum vazamento relacionado ao coletor ou rejeição dimensional
- Ordem subsequente: Duas semanas após o parto, o cliente fez um pedido de produção de 300 unidades para o mesmo coletor
O engenheiro principal do cliente observou que nossa revisão do DFM identificou um problema de profundidade de thread na porta #3 antes de começarmos a usinar. Essa mudança sozinha já teria sido necessária 3 semanas para consertar no meio de uma produção.
Por que a usinagem CNC foi a escolha certa
Para esta aplicação, A produção em baixo volume era usinagem CNC a única opção realista. Veja por que as alternativas não se encaixaram.
A escolha do elenco Produz um acabamento superficial excelente, mas requer ferramentas que custam entre $8.000 e $15.000 e levam de 4 a 8 semanas para serem produzidas. Durante 75 Unidades, O custo das ferramentas por si só teria tornado o preço unitário pouco competitivo. A fundição também não consegue manter ±0,02 mm de precisão posicional porta a porta sem pós-usinagem.
3Impressão D (DMLS/SLM metálico) pode produzir canais internos, mas internamente teve Ra de 0.8 μm requer extensa pós-usinagem após a impressão. Prazo de entrega e custo por unidade para 75 peças de alumínio impressas teriam excedido a usinagem CNC, não desbotar.
Usinagem CNC Não foi necessário investimento em ferramentas, começou a cortar 48 horas antes do encerramento do CAM, e entregou peças representativas de produção que o cliente poderia usar diretamente em seu sistema de validação. NossoServiço de tornagem CNC Tratava dos inserts roscados na mesma facilidade, Manter a logística simples.
Para trajetórias de baixo volume entre 10 e 500 Unidades onde as tolerâncias são apertadas e o tempo de entrega é crítico, A usinagem CNC supera consistentemente tanto a fundição quanto a manufatura aditiva em custo total entregue e cronograma.
Perguntas frequentes: Usinagem CNC Produção em Baixo Volume
O que é considerado baixo volume na produção de usinagem CNC?
A usinagem CNC de baixo volume normalmente cobre sequências de 1 Para 500 Unidades. É ideal para validação pré-série, Produção de pontes, e lotes de entrada no mercado onde investir em ferramentas de injeção ou metal fundido não é justificado. Na GD Prototipagem, Fazemos pedidos de baixo volume sem exigência mínima de quantidade.
Quanto tempo leva para entregar a usinagem CNC de baixo volume?
Os prazos de entrega variam conforme a complexidade das peças. Peças simples torneadas podem ser enviadas em 3 a 5 dias úteis. Peças complexas de 5 eixos, como coletores hidráulicos, normalmente levam de 10 a 15 dias úteis. Serviços de rush estão disponíveis. Nossa equipe responde com uma revisão do DFM e uma estimativa de entrega dentro de 12 horas de receber um arquivo STEP ou IGES.
Quais tolerâncias a usinagem CNC pode manter em produção de baixo volume?
Nossos centros CNC de 5 eixos mantêm tolerâncias posicionais de ±0,02 mm de padrão em peças de alumínio e aço. Em aspectos muito críticos, Podemos segurar ±0,01 mm com fixação dedicada e medição em processo. Acabamento da superfície até Ra 0.2 μm são alcançáveis com reaming e lapping.
Quais materiais estão disponíveis para usinagem CNC de baixo volume?
Usinamos uma ampla variedade de metais, incluindo alumínio 6061-T6, 7075, 2024, Aço inoxidável 304 e 316, Ligas de titânio, e ligas de cobre. Plásticos de engenharia como o PEEK, POM, Náilon, e PTFE também estão disponíveis. Estocamos a maioria dos materiais em tamanhos padrão de tarugos para um retorno rápido.
É uma Primeira Inspeção de Artigo (FAZER) disponível para pedidos de baixo volume de CNC?
Sim. Oferecemos à FAI relatórios completos e dimensionais para todos os pedidos de produção de baixo volume. As inspeções são realizadas em nosso Zeiss Contura CMM, com resultados entregues em um formato de desenho balão que corresponde à sua revisão do desenho. ISO 9001 Documentação disponível mediante solicitação.
Peça um orçamento para seu projeto CNC de baixo volume
Este projeto de coletor hidráulico é um bom exemplo do que fazemos toda semana na GD Prototyping. Tolerâncias apertadas, Geometria complexa, prazos curtos, e sem margem para erro.
Se você está na validação pré-série, Construindo um lote de produção ponte, ou substituir um único componente com defeito em uma linha de produtos ativa, Nossa equipe está pronta para revisar seus arquivos hoje mesmo.
Enviaremos uma avaliação do DFM e um orçamento de entrega dentro de 12 Horas. Não é necessário compromisso.
Navegue por nossosEstudos de caso de usinagem CNC para ver projetos semelhantes, ouEntre em contato com nossa equipe Diretamente para começar sua cotação.
Também oferecemosTorno CNC para componentes torneados com precisão, e nosso plenoServiços de prototipagem rápida e manufatura de baixo volume Revestimento de chapa metálica, 3Impressão D, Moldagem por injeção, e die cast caso seu projeto precise de um processo diferente.