
Usinage CNC Production à faible volume: Collecteur hydraulique en aluminium pour un OEM européen de contrôle des fluides
Résumé du projet
Un OEM européen de contrôle des fluides était nécessaire 75 Unités d’un collecteur hydraulique en aluminium de précision pour la validation pré-série. GD Prototypeing a usiné les pièces à partir de l’aluminium 6061-T6 en utilisant un fraisage complet 5 axes sur un DMG Mori NHX 5000, Maintien de tolérances de ±0,02 mm sur 14 Canaux de port qui se croisent. Tous 75 les unités ont réussi la première inspection de l’article. Les pièces étaient livrées en 12 Jours ouvrables, Trois jours en avance sur l’échéancier.
Pourquoi l’usinage CNC en production à faible volume est un véritable défi d’ingénierie
Usinage CNC : production à faible volume. Pratiquement, C’est l’un des services les plus exigeants techniquement qu’un fabricant sous contrat puisse offrir.
Quand un fabricant européen de contrôle des fluides est venu nous voir en ayant besoin 75 Collecteurs hydrauliques de précision, ils avaient déjà été refusés par deux fournisseurs. La raison: Géométrie complexe des ports internes, un réseau de canaux intersectant avec une tolérance positionnelle de ±0,02 mm, et une fenêtre de livraison de 15 jours. Leur programme de validation était déjà en cours d’exécution. Ils ne pouvaient pas se permettre des retards.
Nous avons pris le projet. Dedans 12 Jours ouvrables, Nous avons envoyé 75 Parties conformes. Voici exactement comment nous avons procédé.
Aperçu du projet
Notre client conçoit et fabrique des systèmes de contrôle hydraulique proportionnel pour des équipements d’automatisation industrielle à travers l’Allemagne et les Pays-Bas. Leur équipe d’ingénierie avait finalisé la conception du collecteur et avait besoin d’une série pré-série de 75 pour soutenir les tests de validation au niveau système avant de s’engager sur une commande de production de volume plus élevé.
Ils ont choisi le prototypage GD pour trois raisons spécifiques:
- Nous proposons un fraisage complet 5 axes sans quantité minimale de commande
- Notre Portefeuille d’études de cas en usinage CNC montraient des pièces de contrôle de fluide directement comparables
- Notre équipe d’ingénierie a répondu par une revue DFM à l’intérieur 4 heures après réception du fichier STEP
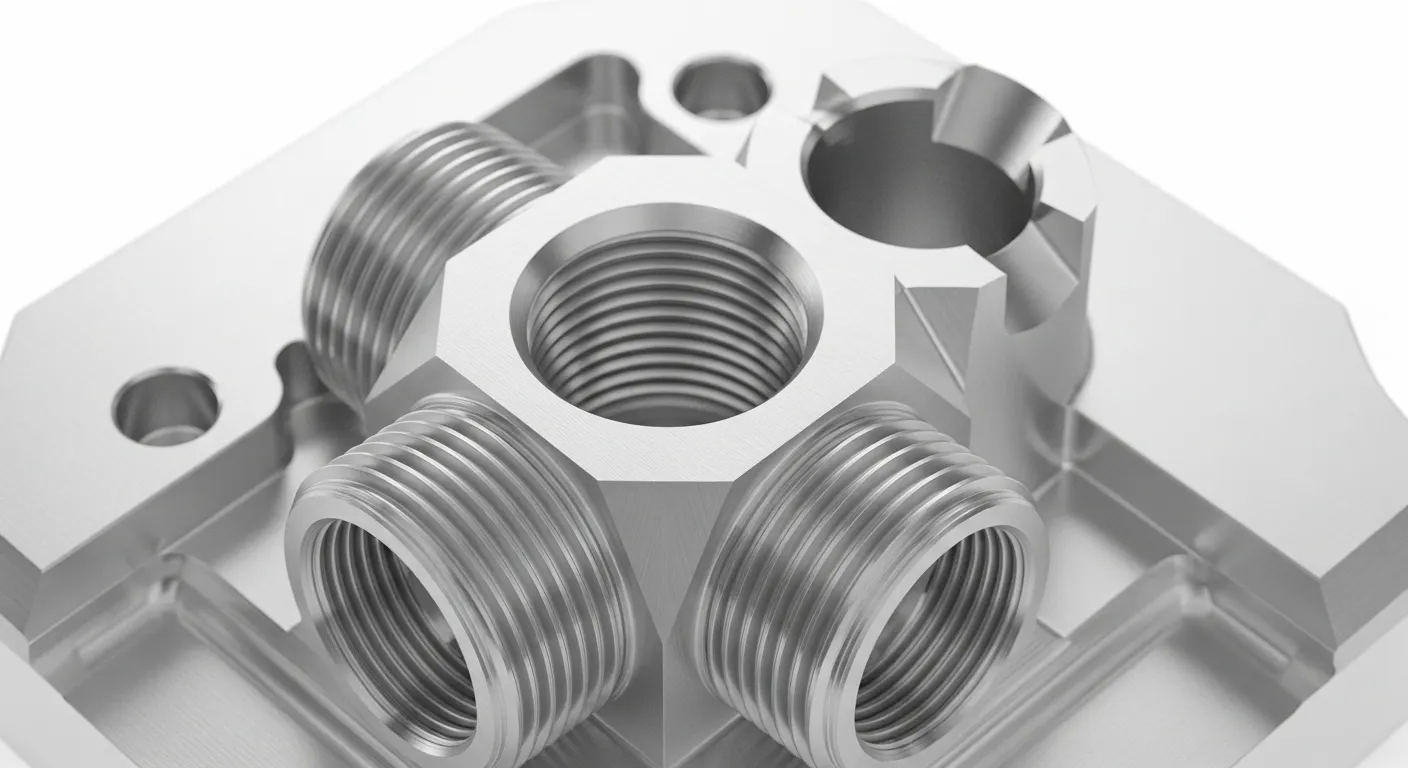
Le collecteur devait supporter une pression de fonctionnement de 350 bars, Faire passer le fluide hydraulique 14 Canaux internes qui s’entrecroisent, et s’accouplent avec trois sous-plaques de soupapes séparées avec des joints de face sans fuite. Chaque alésage devait être carré à la face de fixation à l’intérieur 0.02 mm.
Exigences techniques
| Paramètre | Spécification |
|---|---|
| Qualité des matériaux | Aluminium 6061-T6 |
| Dimensions de la pièce | 187 mm × 142 mm × 96 mm |
| Tolérance critique | ±0,02 mm (Position sur la ligne centrale bâbord) |
| Tolérance générale | ±0,05 mm |
| Finition de surface (Alésages) | Ra 0.8 μm |
| Finition de surface (externe) | Type II Anodize, Clair, 15–25 μm |
| Quantité | 75 Unités |
| Delai | 15 Jours de calendrier (livré en 12) |
| Processus primaire | Fraisage CNC complet 5 axes |
| Processus secondaire | Tournage CNC (Inserts de port filetés) |
| Spécifications du filetage | G1/4" Ports métriques BSPP et M10×1,5 |
Approche et procédé d’usinage

Nous avons tout usiné 75 collecteurs en aluminium massif 6061-T6, à partir de 200 mm × 150 mm × 100 Mm Caisse rectangulaire. Notre processus complet s’est déroulé en six étapes distinctes.
Étape 1: Programmation FAO et vérification du parcours d’outil
Nos ingénieurs CAM ont construit le parcours d’outils dans Mastercam 2025. Le 14 l’intersection des alésages internes nécessitait un séquençage soigneux pour éviter la déviation de l’outil aux intersections des canaux. Nous avons effectué une simulation virtuelle de retrait de matériaux avant de couper une seule pièce.
Étape 2: Conception et tenue des équipements
Nous avons conçu une plaque de fixation dédiée qui serrait la lâte depuis la face inférieure. Cela nous a permis d’accéder librement aux cinq faces extérieures sur 5 axes dans deux configurations. Mise en place 1 couvrait le dessus, Avant, retour, et deux faces latérales. Mise en place 2 Inversé la pièce pour finir la face de montage inférieure et les fraises finales.
Étape 3: Grossoiserie
Nous avons utilisé le DMG Mori NHX 5000 5-Centre d’usinage d’axe pour toutes les opérations de fraisage. Le rudissements utilisait un 12 Fraise en carbure 4 cannelures de diamètre en mm à 8,000 Tr / min, 3,500 Alimentation en mm/min. Nous sommes partis 0.4 Du milimètre pour la finition sur tous les murs critiques.
Étape 4: Demi-finale et arrivée
Finition d’alésage utilisée par un 6 Émailleur en carbure 2 cannelures de diamètre en mm à 4,200 Tr / min. Nous avons atteint Ra 0.8 μm sur tous les alésages de bâtard en un seul passage d’alâmer. Les faces extérieures étaient fraisées à la finition avec un 25 Fraise à face mm à Ra 1.6 μm avant anodisation.
Étape 5: Tournage CNC (Ports threadés)
Huit des 14 les ports nécessitaient G1/4" Threads BSPP et threads métriques M10×1.5. Nous avons utilisé ces appareils sur notre combinaison fraise-tourneuse CNC, Découpe et filetage en une seule opération pour éviter les erreurs de re-jetage.
Étape 6: Traitement de surface
Tous 75 les variétés passaient par une anodisation transparente de type II jusqu’à une construction de 15 à 25 μm. Anodize remplit deux fonctions ici: Elle durcit la surface de l’aluminium contre l’érosion des fluides aux entrées des ports, et il offre une résistance à la corrosion pour les faces extérieures du boîtier.
Défis et solutions
Défi 1: Déviation du canon croisé lors des traversées profondes du chenal
Notre premier numéro est apparu pendant la phase de programmation. Le réseau à 14 forages comportait trois emplacements où les chenaux se croisaient à des profondeurs de 78 mm à 82 mm. À cette profondeur, Une norme 6 La fraise mm génère une déflexion de l’outil de 0,06 à 0,08 mm, ce qui nous pousserait hors de la tolérance avant même d’atteindre le stade de la rélambée.
Notre première tentative utilisait une fraise standard en carbure. La déviation est apparue immédiatement dans notre simulation virtuelle, Et nous l’avons confirmé physiquement lors d’une coupe test dans un bloc de récupération d’aluminium.
Solution: Nous sommes passés à une barre d’alésage en carbure massif avec un 6 Tige mm et 90 Portée mm, Masse spécifiquement pour cette application. Nous avons aussi réduit l’alimentation à 800 mm/min sur les segments à forage transversal profond et utilisait une entrée d’interpolation hélicoïdale au lieu d’un plongeon direct. Déviation tombée à sous 0.01 mm. Chaque alésage ultérieur atteignait ±0,015 mm.
Défi 2: Perpendiculité à la face portobord après anodisation
L’anodisation de type II forme 15 à 25 μm de couche d’oxyde. Cette accumulation n’est pas uniforme sur les murs intérieurs comparés à. Faces d’étanchéité externes. Dans nos trois premières parties, Les alésages bâbord étaient en tolérance avant l’anodisation, Mais après anodise, Les surfaces d’étanchéité faciale mesurées 0.03 mm de plat sur l’une des trois faces de montage des soupapes.
Solution: Nous avons introduit une étape de revêtement post-anodise sur les trois faces de montage critiques des soupapes. Utilisation d’une plaque de lapage à grain 400, nous avons restauré la platitude à l’intérieur 0.01 mm sur toutes les surfaces d’étanchéité. Nous avons mis à jour la feuille de procédé pour inclure cette étape comme norme pour tous les projets de collecteurs hydrauliques nécessitant de l’anodise.
Défi 3: Évacuation des puces dans des alésages à intersection aveugle
Les alésages aveugles qui s’entrecroisent piègent les copeaux d’aluminium. Lorsque les copeaux réentrent dans la zone de coupe, ils griffent les murs forés et poussent Râ au-delà de la 0.8 Spécification μm. Nous avons vu ça sur le foré #7 et a porté #11 Pendant notre pilote sur les cinq premières parties.
Solution: Nous avons ajouté un liquide de refroidissement à haute pression traversant la broche à 70 barre lors de tous les passages de forage et d’alamage. Cela éliminait les chips immédiatement à chaque cycle de pic. Post-usinage, chaque collecteur passait par un bain de nettoyage ultrasonique de 20 minutes dans une solution d’eau déionisée et de tensioactif avant l’inspection du CMM. Aucun autre défaut de surface n’est apparu sur les autres 70 Unités.
Contrôle qualité et inspection
Nous effectuons un contrôle qualité certifié ISO 9001 sur toutes les commandes de production à faible volume. Pour ce projet de variété, notre processus QC couvrait quatre points de contrôle.
Jauge en cours de traitement: Après chaque opération de forage, Nos machinistes ont vérifié le diamètre et la profondeur des alésages avec des manomètres calibrés et un micromètre de profondeur. Cela a détecté le problème de déviation lors de nos coupes test avant d’atteindre les pièces de production.
Inspection du premier article (FAIRE): Nous avons réalisé un FAI complet sur les pièces 1, 5, et 10 avant de libérer les autres 65 Unités pour l’usinage en vrac. La FAI a mesuré tous les 47 dimensions critiques sur le modèle STEP, En utilisant notre Zeiss Contura CMM avec un 1 Stylet de sonde rubis mm. Précision positionnelle rapportée du CMM: ±0,003 mm.
Rapport dimensionnel: Nous avons livré un rapport dimensionnel complet du dessin en ballon pour tous 47 dimensions critiques sur chaque partie FAI. L’équipe d’ingénierie du client a approuvé les trois rapports FAI contenus 24 Heures.
Inspection finale: 100% de la 75 Les unités recevaient une inspection visuelle et de jauge avant de faire leur emballage. Taux de réussite: 75/75 (100%). Aucune pièce n’a été rejetée ou retravaillée après la normalisation du processus de couchage post-anodise.
Résultats et résultats
On va laisser les chiffres parler.
- Livraison: 12 Jours ouvrables. La date limite du client était 15 Jours de calendrier. Nous avons envoyé 3 Quelques jours en avance.
- Taux de réussite dans l’inspection: 100% (75/75 Unités)
- Précision dimensionnelle: Tous 47 dimensions critiques dans la tolérance sur chaque partie FAI
- Finition de surface: Ra 0.78 Moyenne en μm sur les alésages bâbord (Spec: Ra 0.8 μm)
- Résultat client: Le client a réalisé ses tests de validation du système hydraulique sans aucune fuite liée au collecteur ni rejet dimensionnel
- Ordre de suivi: Deux semaines après la livraison, Le client a passé une commande de production de 300 unités pour le même collecteur
L’ingénieur principal du client a noté que notre revue DFM avait identifié un problème de profondeur de fil sur le port #3 avant que nous ne commencions l’usinage. Ce changement seul aurait pris 3 semaines à réparer en plein milieu d’une production.
Pourquoi l’usinage CNC était le bon choix
Pour cette application, L’usinage CNC pour la production en faible volume était la seule option réaliste. Voici pourquoi les alternatives ne convenaient pas.
Le casting Produit une excellente finition de surface mais nécessite des outillages coûtant entre 8 000 et 15 000 $ et prenant 4 à 8 semaines à produire. Pour 75 Unités, Le coût des outillages à lui seul aurait rendu la tarification unitaire non compétitive. La fonte sous pression ne peut pas non plus maintenir une précision positionnelle de ±0,02 mm de port à port sans post-usinage.
3Impression D (DMLS/SLM métallique) peut produire des canaux internes, mais en interne portaient Ra de 0.8 μm nécessite un post-usinage important après impression. Délais d’exécution et coût unitaire pour 75 les pièces en aluminium imprimées auraient dépassé l’usinage CNC, Pas le diminuer.
Usinage CNC Aucun investissement en outillage ne nécessitait, On a commencé à intervenir 48 Quelques heures avant la fin de la CAM, et livrait des pièces représentatives de production que le client pouvait utiliser directement dans son système de validation. NotreService de tournage CNC gérait les inserts filetés dans la même installation, Simplifier la logistique.
Pour des trajets à faible volume entre 10 et 500 Unités où les tolérances sont serrées et le délai de livraison critique, L’usinage CNC surpasse systématiquement à la fois la coulée et la fabrication additive en termes de coût et de calendrier totals livrés.
FAQ: Usinage CNC Production à faible volume
Ce qui est considéré comme faible volume dans la production d’usinage CNC?
L’usinage CNC à faible volume couvre généralement des séries de 1 À 500 Unités. C’est idéal pour la validation pré-série, Production de ponts, et des lots d’entrée sur le marché où investir dans l’injection ou les outils moulés sous pression n’est pas justifié. Chez GD Prototypage, Nous exécutons des commandes à faible volume sans exigence minimale de quantité.
Combien de temps prend l’usinage CNC à faible volume pour être livré?
Les délais varient selon la complexité des pièces. Les pièces tournées simples peuvent être expédiées en 3 à 5 jours ouvrables. Les pièces complexes usinées à 5 axes comme les collecteurs hydrauliques prennent généralement entre 10 et 15 jours ouvrables. Des services rush sont disponibles. Notre équipe répond par une revue DFM et une estimation de livraison dans le cadre 12 heures après la réception d’un fichier STEP ou IGES.
Quelles tolérances l’usinage CNC peut-il conserver en production à faible volume?
Nos centres CNC 5 axes maintiennent de série des tolérances positionnelles de ±0,02 mm sur les pièces en aluminium et en acier. Sur des aspects très critiques, Nous pouvons supporter ±0,01 mm avec un système dédié et un calibre en cours. Surface jusqu’à Ra 0.2 μm sont réalisables avec l’alâmare et le relapage.
Quels matériaux sont disponibles pour l’usinage CNC à faible volume?
Nous usinons une large gamme de métaux, y compris l’aluminium 6061-T6, 7075, 2024, inox 304 et 316, Alliages de titane, et alliages de cuivre. Plastiques d’ingénierie tels que PEEK, POM, Nylon, et PTFE sont également disponibles. Nous stockons la plupart des matériaux en tailles standard de billettes pour un délai de livraison rapide.
Est une première inspection d’article (FAIRE) disponible pour les commandes CNC à faible volume?
Oui. Nous proposons à FAI des rapports complets sur toutes les commandes de production à faible volume. Les inspections sont effectuées sur notre Zeiss Contura CMM, avec des résultats livrés dans un format ballon correspondant à votre révision de dessin. ISO 9001 La documentation est disponible sur demande.
Obtenez un devis pour votre projet CNC à faible volume
Ce projet de collecteur hydraulique est un bon exemple de ce que nous faisons chaque semaine chez GD Prototyping. Tolérances strictes, Géométrie complexe, Délais courts, et aucune marge d’erreur.
Si vous êtes en validation pré-série, Construire un lot de production pont, ou remplacer un seul composant défaillant dans une gamme de produits active, Notre équipe est prête à examiner vos dossiers dès aujourd’hui.
Nous vous enverrons une revue DFM et un devis de livraison dans les délais 12 Heures. Aucun engagement nécessaire.
Parcourez notreÉtudes de cas pour l’usinage CNC pour voir des projets similaires, ouContactez notre équipe Directement pour commencer votre devis.
Nous proposons égalementTournage CNC pour les composants tournés de précision, et notre pleinPrototypage rapide et services de fabrication à faible volume Feuille de revêtement métallique, 3Impression D, Moulage par injection, et du die cast si votre projet nécessite un processus différent.