
Mecanizado CNC Producción de bajo volumen: Colector hidráulico de aluminio para un OEM europeo de control de fluidos
Resumen del proyecto
Se necesitaba un fabricante europeo de control de fluidos 75 Unidades de un colector hidráulico de aluminio de precisión para la validación previa a la serie. GD Prototiping mecanizó las piezas a partir del 6061-T6 de aluminio usando fresado completo de 5 ejes en una DMG Mori NHX 5000, Mantener tolerancias de ±0,02 mm en 14 Canales de puertos que se cruzan. Todo 75 las unidades aprobaron la Inspección del Primer Artículo. Las piezas se entregaron en 12 Días laborables, tres días antes del previsto.
Por qué el mecanizado CNC en producción de bajo volumen es un verdadero desafío de ingeniería
Mecanizado CNC producción de bajo volumen parece sencillo. En la práctica, Es uno de los servicios más exigentes técnicamente que puede ofrecer un fabricante por contrato.
Cuando un fabricante europeo de control de fluidos vino a nosotros necesitando 75 Colectores hidráulicos de precisión, ya habían sido rechazados por dos proveedores. La razón: Geometría interna compleja de los puertos, una red de canales que se intersecta con tolerancia posicional de ±0,02 mm, y una ventana de entrega de 15 días. Su programa de validación ya estaba en funcionamiento. No podían permitirse retrasos.
Aceptamos el proyecto. Dentro 12 Días laborables, Nosotros nos enviamos 75 Partes conformes. Así es exactamente como lo hicimos.
Resumen del proyecto
Nuestro cliente diseña y fabrica sistemas de control hidráulico proporcional para equipos de automatización industrial en Alemania y los Países Bajos. Su equipo de ingeniería había finalizado el diseño del colector y necesitaba una serie previa de 75 para apoyar pruebas de validación a nivel de sistema antes de comprometerse con un pedido de producción de mayor volumen.
Eligieron el prototipado de GD por tres razones específicas:
- Ofrecemos fresado completo de 5 ejes sin cantidades mínimas de pedido
- Nuestro Portafolio de estudios de caso de mecanizado CNC mostró piezas de control de fluidos directamente comparables
- Nuestro equipo de ingeniería respondió con una revisión DFM dentro de 4 horas de recibir el archivo STEP
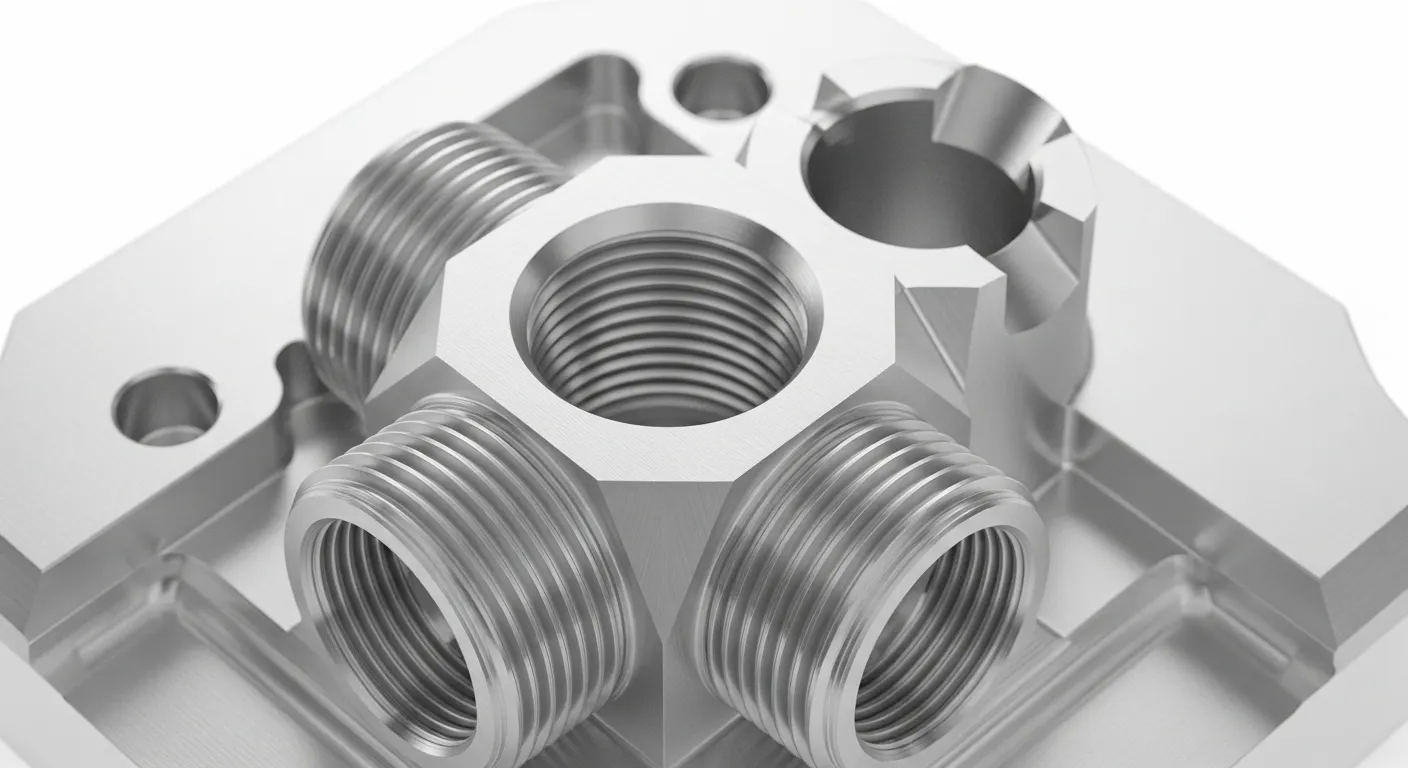
El colector necesitaba soportar una presión de funcionamiento de 350 bares, Enruta el fluido hidráulico 14 Canales internos que se intersectan, y se acoplan con tres subplacas de válvulas separadas con sellos de cara sin fugas. Cada orificio de puerto tenía que estar cuadrado con la cara de montaje interior 0.02 mm.
Requisitos técnicos
| Parámetro | Especificaciones |
|---|---|
| Calidad del material | Aluminio 6061-T6 |
| Dimensiones de la pieza | 187 Mm × 142 Mm × 96 mm |
| Tolerancia crítica | ±0,02 mm (Posición en la línea central de babor) |
| Tolerancia general | ±0,05 mm |
| Acabado superficial (Aburre) | Ra 0.8 μm |
| Acabado superficial (Externo) | Anodización tipo II, Claro, 15–25 μm |
| Cantidad | 75 unidades |
| Tiempo de espera | 15 Días del calendario (entregado en 12) |
| Proceso primario | Fresado CNC completo de 5 ejes |
| Proceso secundario | Torneado CNC (Insertos roscados en puerto) |
| Especificaciones del hilo | G1/4" Puertos métricos BSPP y M10×1.5 |
Enfoque y proceso de mecanizado

Mecanizamos todo 75 colectores de aluminio sólido 6061-T6, empezando desde 200 Mm × 150 Mm × 100 Culata rectangular mm. Nuestro proceso completo se desarrolló en seis etapas distintas.
Etapa 1: Programación CAM y verificación de trayectoria de herramientas
Nuestros ingenieros de CAM construyeron la trayectoria de herramientas en Mastercam 2025. El 14 la intersección de los orificios internos requirió una secuenciación cuidadosa para evitar la desviación de la herramienta en las intersecciones de canales. Realizamos simulación virtual de eliminación de material antes de cortar una sola pieza.
Etapa 2: Diseño y sujeción de los accesorios
Diseñamos una placa de fijación dedicada que sujetaba el lingote desde la cara inferior. Esto nos dio acceso sin obstáculos a 5 ejes a las cinco caras externas en dos configuraciones. Configuración 1 cubría la parte superior, Frente, atrás, y dos caras laterales. Configuración 2 Volteé la pieza para terminar la cara de montaje inferior y los avellanados del puerto final.
Etapa 3: Rugado
Usamos el DMG Mori NHX 5000 5-Centro de mecanizado por ejes para todas las operaciones de fresado. El desbaste se utilizó un 12 Fresa de carburo de 4 ranuras de diámetro en mm 8,000 RPM, 3,500 mm/min de alimentación. Nos fuimos 0.4 Material mm para acabado en todas las paredes de diámetro crítico.
Etapa 4: Semifinales y Finales
Acabado de diámetro utilizado en un 6 Escariador de carburo de 2 estrías de diámetro en mm en 4,200 RPM. Hemos alcanzado a Ra 0.8 μm en todos los tubos de los puertos en un solo paso de escariado. Las caras externas se fresaron con un acabado 25 Fresador de mm a Ra 1.6 μm antes de anodizar.
Etapa 5: Torneado CNC (Puertos roscados)
Ocho de los 14 los puertos requerían G1/4" Hilos BSPP y hilos métricos M10×1.5. Usamos estos en nuestro conjunto CNC de tornado y fresadora, Corte e roscado en una sola operación para evitar errores de re-hucking.
Etapa 6: Tratamiento de superficies
Todo 75 las variedades pasaron por anodización transparente Tipo II hasta una construcción de 15–25 μm. Anodize cumple dos funciones aquí: endurece la superficie de aluminio frente a la erosión de fluidos en las entradas de los puertos, y proporciona resistencia a la corrosión para las caras externas de la carcasa.
Desafíos y soluciones
Desafío 1: Desviación del Canal de Intersección en Cruces de Canales Profundos
Nuestro primer número apareció durante la fase de programación. La red de 14 diámetros tenía tres ubicaciones donde los canales se cruzaban a profundidades de 78 mm a 82 mm. A esa profundidad, Un estándar 6 La fresa de mm genera una deflexión de herramienta de 0,06–0,08 mm, Lo que nos empujaría fuera de la tolerancia antes incluso de llegar a la fase de la reducción.
En nuestro primer intento usamos una fresa estándar de carburo. La desviación apareció inmediatamente en nuestra simulación virtual, Y lo confirmamos físicamente en un corte de prueba en un bloque de chatarra de aluminio.
Solución: Cambiamos a una barra de perforación de carburo macizo con un 6 vástago mm y 90 Alcance mm, Tierra específicamente para esta aplicación. También reducimos el pienso a 800 mm/min en los segmentos de diámetro cruzado profundo y utilizó una entrada de interpolación helicoidal en lugar de una inmersión recta. La desviación cayó a debajo 0.01 mm. Cada calibre posterior llegó a ±0,015 mm.
Desafío 2: Perpendicularidad de la cara de babor tras anodizar
La anodización tipo II forma una capa de óxido de 15–25 μm. Esa acumulación no es uniforme en las paredes internas del diámetro frente a. Caras de sellado externas. En nuestras tres primeras partes, Los orificios de los puertos estaban en tolerancia antes de la anodización, pero después de anodizar, Las superficies de sellado facial medidas 0.03 mm fuera de plano en una de las tres caras de montaje de válvulas.
Solución: Introdujimos un paso de lapeado post-anodización en las tres caras críticas de montaje de las válvulas. Usando una placa de lapeado de grano 400, Restauramos la planitud interior 0.01 mm en todas las superficies de sellado. Actualizamos la hoja de proceso para incluir este paso como estándar en todos los proyectos de colectores hidráulicos que requieren anodización.
Desafío 3: Evacuación de astillas en agujeros ciegos que se intersectan
Los agujeros ciegos que se intersectan atrapan las astillas de aluminio. Cuando las astillas vuelven a entrar en la zona de corte, arañan paredes perforadas y empujan a Ra más allá de 0.8 Especificaciones μm. Lo vimos en el bore #7 y aguentó #11 Durante nuestro piloto en las cinco primeras partes.
Solución: Añadimos refrigerante de alta presión a través del husillo en 70 barra durante todos los pasajes de perforación y escariado. Esto eliminaba las fichas inmediatamente en cada ciclo de beso. Post-mecanizado, cada colector pasaba por un baño de limpieza ultrasónica de 20 minutos en agua desionizada y solución de surfactante antes de la inspección del CMM. No aparecieron más defectos superficiales en el resto 70 unidades.
Control de calidad e inspección
Realizamos un control de calidad certificado ISO 9001 en todos los pedidos de producción de bajo volumen. Para este proyecto de variedad, nuestro proceso de control de calidad abarcó cuatro puntos de control.
Medición en proceso: Después de cada operación de perforación, Nuestros maquinistas comprobaron el diámetro y la profundidad del diámetro del ánimo con manómetros calibrados y un micrómetro de profundidad. Esto detectó el problema de deflexión en nuestros cortes de prueba antes de que llegara a las piezas de producción.
Primera inspección del artículo (DO): Completamos un FAI completo de piezas 1, 5, y 10 antes de liberar el resto 65 Unidades para mecanizado a granel. La FAI midió todos 47 dimensiones críticas en el modelo STEP, usando nuestro Zeiss Contura CMM con un 1 Agulla de sonda de rubí mm. Precisión posicional reportada del CMM: ±0,003 mm.
Informe dimensional: Entregamos un informe dimensional completo de dibujo con globo para todos 47 dimensiones críticas en cada parte de la FAI. El equipo de ingeniería del cliente aprobó los tres informes de la FAI dentro de 24 horas.
Inspección final: 100% de la 75 Las unidades recibieron una inspección visual y de calibre antes de empaquetar. Tasa de aprobados: 75/75 (100%). No se rechazaron ni se reelaboraron piezas tras estandarizar el proceso de lapado post-anodización.
Resultados y resultado
Dejaremos que hablen los números.
- Entrega: 12 Días laborables. El plazo del cliente era 15 Días del calendario. Nosotros enviamos 3 Días antes.
- Tasa de aprobación de la inspección: 100% (75/75 unidades)
- Precisión dimensional: Todo 47 dimensiones críticas dentro de la tolerancia en cada parte de la FAI
- Acabado superficial: Ra 0.78 μm promedio en los diámetros de babor (Especificaciones: Ra 0.8 μm)
- Resultado del cliente: El cliente completó sus pruebas de validación del sistema hidráulico sin ninguna fuga relacionada con el colector ni rechazo dimensional
- Orden de seguimiento: Dos semanas después del parto, El cliente realizó un pedido de producción de 300 unidades para el mismo colector
El ingeniero jefe del cliente señaló que nuestra revisión DFM identificó un problema de profundidad de hilo en el puerto #3 antes de empezar a mecanizar. Ese cambio por sí solo habría hecho falta 3 semanas para arreglar en mitad de una tirada de producción.
Por qué el mecanizado CNC fue la elección correcta
Para esta aplicación, Mecanizado CNC la producción de bajo volumen era la única opción realista. Aquí está la razón por la que las alternativas no encajaban.
El reparto Produce un acabado superficial excelente pero requiere herramientas que cuestan entre 8.000 y 15.000 dólares y tardan entre 4 y 8 semanas en producirse. Para 75 unidades, El coste de las herramientas por sí solo habría hecho que el precio unitario fuera poco competitivo. La fundición a presión tampoco puede mantener una precisión posicional de puerto a puerto de ±0,02 mm sin post-mecanizado.
3Impresión D (DMLS/SLM metálico) puede producir canales internos, pero internamente soportó Ra de 0.8 μm requiere un extenso post-mecanizado tras la impresión. Plazos de entrega y coste por unidad para 75 las piezas de aluminio impresas habrían superado el mecanizado CNC, no lo menospreciar.
Mecanizado CNC No se requirió inversión en herramientas, Empezó a interrumpir 48 horas antes de la finalización de CAM, y entregaba piezas representativas de producción que el cliente podía usar directamente en su sistema de validación. NuestroServicio de torno CNC gestionaba los insertos roscados en la misma facilidad, manteniendo la logística sencilla.
Para trayectos de bajo volumen entre 10 y 500 Unidades donde las tolerancias son ajustadas y el tiempo de entrega es crítico, El mecanizado CNC supera consistentemente tanto a la colada como a la fabricación aditiva en coste y calendario total entregado.
Preguntas más frecuentes: Mecanizado CNC Producción de bajo volumen
Lo que se considera bajo volumen en la producción de mecanizado CNC?
El mecanizado CNC de bajo volumen suele cubrir secuencias de 1 Para 500 unidades. Es ideal para la validación previa a la serie, Producción de puentes, y lotes de entrada en el mercado donde invertir en herramientas de inyección o fundición a presión no está justificado. En GD Prototipado, Gestionamos pedidos de bajo volumen sin necesidad mínima de cantidad.
¿Cuánto tiempo tarda en entregarse el mecanizado CNC de bajo volumen??
Los tiempos de entrega varían según la complejidad de las piezas. Las piezas torneadas simples pueden enviarse en 3–5 días laborables. Las piezas fresadas complejas de 5 ejes como los colectores hidráulicos suelen tardar entre 10 y 15 días laborables. Hay servicios de rush disponibles. Nuestro equipo responde con una revisión DFM y un presupuesto de entrega dentro de 12 horas de recibir un archivo STEP o IGES.
¿Qué tolerancias puede mantener el mecanizado CNC en producciones de bajo volumen??
Nuestros centros CNC de 5 ejes mantienen tolerancias posicionales de ±0,02 mm de serie en piezas de aluminio y acero. En características muy críticas, Podemos soportar ±0,01 mm con fijería dedicada y calibración en proceso. Acabados superficiales hasta Ra 0.2 μm son alcanzables con escariado y lapeado.
¿Qué materiales están disponibles para el mecanizado CNC de bajo volumen??
Mecanizamos una amplia gama de metales, incluyendo aluminio 6061-T6, 7075, 2024, Acero inoxidable 304 y 316, Aleaciones de titanio, y aleaciones de cobre. Plásticos de ingeniería como PEEK, POM, Nailon, y PTFE también están disponibles. Disponemos de la mayoría de los materiales en tamaños estándar de billetes para una respuesta rápida.
Es una primera inspección de artículo (DO) disponible para pedidos CNC de bajo volumen?
Sí. Ofrecemos a FAI informes completos y dimensionales sobre todos los pedidos de producción de bajo volumen. Las inspecciones se realizan en nuestro Zeiss Contura CMM y los resultados se entregan en un formato de dibujo globo que coincide con la revisión de tu dibujo. ISO 9001 La documentación está disponible bajo petición.
Pide un presupuesto para tu proyecto CNC de bajo volumen
Este proyecto de colector hidráulico es un buen ejemplo de lo que hacemos cada semana en GD Prototyping. Tolerancias estrictas, Geometría compleja, Tiempos de entrega cortos, y sin margen de error.
Si estás en validación previa a la serie, Construcción de un lote de producción puente, o reemplazar un solo componente fallido en una línea de productos activa, Nuestro equipo está listo para revisar tus archivos hoy mismo.
Te enviaremos una revisión y un presupuesto de entrega del DFM dentro de 12 horas. No hace falta compromiso.
Explora nuestroEstudios de caso de mecanizado CNC para ver proyectos similares, oContacta con nuestro equipo Directamente para empezar tu presupuesto.
También ofrecemosTorno CNC para componentes torneados de precisión, y nuestro completoPrototipado rápido y servicios de fabricación de bajo volumen Chapa de recubrimiento, 3Impresión D, Moldeo por inyección, y fundición a presión si tu proyecto necesita un proceso diferente.