
CNC-Bearbeitung in geringer Stückzahl: Aluminium-Hydraulikkrümmer für einen europäischen OEM für Fluidsteuerung
Projektzusammenfassung
Ein europäischer OEM für Flüssigkeitskontrolle benötigt 75 Einheiten eines präzisen hydraulischen Aluminium-Ansaugrohrs für die Vorserienvalidierung. GD Prototyping bearbeitete die Teile aus Aluminium 6061-T6 mit vollständigem 5-Achsen-Fräsen auf einem DMG Mori NHX 5000, hält Toleranzen von ±0,02 mm auf 14 Kreuzende Portkanäle. Alle 75 Einheiten bestanden die Inspektion des ersten Artikels. Teile wurden geliefert in 12 Werktage, drei Tage vor dem Zeitplan.
Warum die CNC-Fertigung in geringer Stückzahl eine echte technische Herausforderung ist
CNC-Bearbeitung in geringer Stückzahl klingt unkompliziert. In der Praxis, Es ist eine der technisch anspruchsvollsten Dienstleistungen, die ein Vertragshersteller anbieten kann.
Als ein europäischer Hersteller für Flüssigkeitskontrolle zu uns kam und ihn benötigte 75 Präzisionshydraulische Verteiler, Sie waren bereits von zwei Lieferanten abgewiesen worden. Der Grund: Komplexe interne Öffnungsgeometrie, ein sich schneidendes Kanalnetzwerk mit ±0,02 mm Positionstoleranz, und ein 15-tägiges Lieferfenster. Ihr Validierungsprogramm lief bereits. Sie konnten sich keine Verzögerungen leisten.
Wir haben das Projekt übernommen. Innerhalb 12 Werktage, Wir haben verschifft 75 Konforme Teile. So haben wir es genau gemacht.
Projektübersicht
Unser Kunde entwirft und fertigt proportionale hydraulische Steuerungssysteme für industrielle Automatisierungsanlagen in Deutschland und den Niederlanden. Ihr Ingenieurteam hatte das Saugrohrdesign finalisiert und benötigte eine Vorserie von 75 Einheiten zur Unterstützung systembasierter Validierungstests vor der Verpflichtung zu einer Produktionsauftrag in größerer Stückzahl.
Sie entschieden sich für GD Prototyping aus drei bestimmten Gründen:
- Wir bieten vollständiges 5-Achsen-Fräsen ohne Mindestbestellmengen an
- Unser Portfolio zur Fallstudie CNC-Bearbeitung zeigte direkt vergleichbare Flüssigkeitssteuerteile
- Unser Engineering-Team hat mit einer DFM-Überprüfung reagiert 4 Stunden nach Erhalt der STEP-Akte
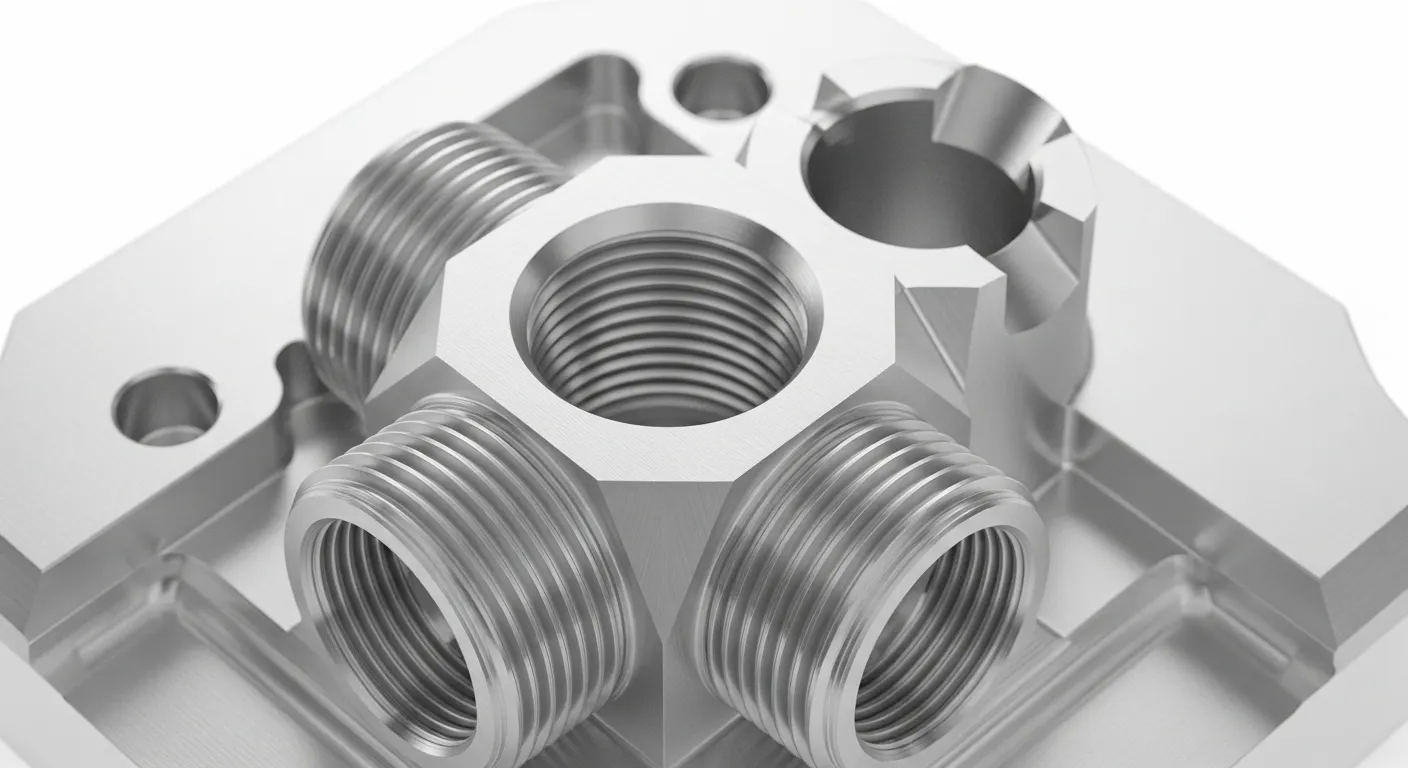
Der Ansaugkrümmer musste einen Betriebsdruck von 350 bar bewältigen, Leitung von Hydraulikflüssigkeit darüber 14 Schneidende interne Kanäle, und mit drei separaten Ventilunterplatten mit Leckfrei-Dichtungen verbunden. Jede Backbordbohrung musste rechtwinklig zur Montagefläche im Inneren sein 0.02 Mm.
Technische Anforderungen
| Parameter | Spezifikation |
|---|---|
| Materialqualität | Aluminium 6061-T6 |
| Bauteilmaße | 187 Mm × 142 Mm × 96 Mm |
| Kritische Toleranz | ±0,02 mm (Backbord-Mittellinieposition) |
| Allgemeine Toleranz | ±0,05 mm |
| Oberflächengüte (Bohrungen) | Ra 0.8 μm |
| Oberflächengüte (Extern) | Typ-II-Anodize, Klar, 15–25 μm |
| Menge | 75 Einheiten |
| Vorlaufzeit | 15 Kalendertage (Geliefert in 12) |
| Primärer Prozess | Vollständiges 5-Achsen-CNC-Fräsen |
| Sekundärer Prozess | CNC-Drehen (Gewinde-Port-Einsätze) |
| Gewindespezifikationen | G1/4" BSPP- und M10×1,5-metrische Ports |
Bearbeitungsansatz und -prozess

Wir haben alles gefräst 75 Mannigfaltigkeiten aus massivem Aluminium 6061-T6-Billet, ausgehend von 200 Mm × 150 Mm × 100 mm rechteckiger Schaft. Unser gesamter Prozess lief in sechs verschiedenen Phasen ab.
Bühne 1: CAM-Programmierung und Toolpath-Verifikation
Unsere CAM-Ingenieure haben den Werkzeugweg in Mastercam gebaut 2025. Das 14 Das Schneiden der inneren Bohrungen erforderte eine sorgfältige Sequenzierung, um eine Werkzeugdurchbiegung an Kanalschnitten zu vermeiden. Wir führten eine virtuelle Materialentfernungssimulation durch, bevor wir ein einzelnes Teil zugeschnitten haben.
Bühne 2: Vorrichtungsdesign und Werkstatt
Wir entwarfen eine spezielle Fixtur-Platte, die das Billet von der unteren Fläche abklemmte. Dadurch erhielten wir einen ungehinderten 5-Achsen-Zugang zu allen fünf äußeren Flächen in zwei Aufbauten. Aufbau 1 Die Oberseite abgedeckt, Vorderseite, Zurück, und zwei Seitenflächen. Aufbau 2 Das Teil wurde umgedreht, um die untere Montagefläche und die finalen Port-Versenker zu vervollständigen.
Bühne 3: Roughing
Wir haben den DMG Mori NHX verwendet 5000 5-Achs-Bearbeitungszentrum für alle Fräsarbeiten. Roughing verwendete eine 12 Mm-Durchmesser 4-Rillen-Karbid-Endfräser bei 8,000 RPM, 3,500 mm/min-Feed. Wir sind gegangen 0.4 MM-Material für die Fertigstellung aller kritischen Bohrwände.
Bühne 4: Halbfinale und Finishing
Die Bohrungsabschluss verwendete eine 6 Mm Durchmesser 2-Rillen-Karbid-Reamer bei 4,200 RPM. Wir haben Ra erreicht 0.8 μm auf allen Backbordbohrungen in einem einzigen Reaming-Durchgang. Die äußeren Flächen wurden mit einem Finish-Fräsen 25 mm-Frontmühle nach Ra 1.6 μm vor der Eloxierung.
Bühne 5: CNC-Drehen (Gewinde-Anschlüsse)
Acht der 14 Ports benötigten G1/4" BSPP-Gewinde und M10×1,5-metrische Gewinde. Wir haben diese auf unserer CNC-Drehmühle-Kombination betrieben, Schneiden und Einwinden in einer Operation, um Nachwurffehler zu vermeiden.
Bühne 6: Oberflächenbehandlung
Alle 75 Manifolds durchliefen Typ-II-Klaranodisierung bis zu einer 15–25 μm Konstruktion. Anodize erfüllt hier zwei Funktionen: Es härtet die Aluminiumoberfläche gegen Flüssigkeitserosion an den Hafeneingängen aus, und sie bietet Korrosionsbeständigkeit für die äußeren Gehäuseflächen.
Herausforderungen und Lösungen
Herausforderung 1: Kreuzende Durchbiegung der Bohrungen an tiefen Kanalübergängen
Unsere erste Ausgabe erschien während der Programmphase. Das 14-Bohrer-Netz hatte drei Stellen, an denen sich die Kanäle in Tiefen von 78 mm bis 82 Mm. In dieser Tiefe, ein Standard 6 Das Endefräsen von mm erzeugt eine Werkzeugablenkung von 0,06–0,08 mm, was uns noch vor der Zerreißungsphase außerhalb der Toleranz treiben würde..
Unser erster Versuch verwendete eine Standard-Hartmetall-Endfräse. Die Ablenkung zeigte sich sofort in unserer virtuellen Simulation, und wir haben es physisch bei einem Probeschnitt in einem Aluminiumschrottblock bestätigt.
Lösung: Wir sind auf eine Vollkarbid-Bohrstange mit einer 6 mm Schaft und 90 mm Reichweite, Boden, speziell für diese Anwendung. Wir haben auch das Füttern reduziert auf 800 mm/min auf den tiefen Querbohrungssegmenten und verwendete einen helikalen Interpolationseinsatz anstelle eines geraden Tauchers. Die Ablenkung fiel auf unter 0.01 Mm. Jeder nachfolgende Bohrungsdurchmesser erreichte ±0,015 mm.
Herausforderung 2: Port-Front-Senkrecht nach der Anodisierung
Die Typ-II-Elodierung bildet 15–25 μm Oxidschicht. Diese Ablagerung ist bei inneren Bohrwänden nicht gleichmäßig im Vergleich zu den inneren Bohrwänden. Äußere Abdichtungsflächen. Bei unseren ersten drei Teilen, Die Backbordläufe waren vor der Anodisierung intolerant, aber nach der Anodisierung, Die gemessenen Gesichtsdichtungsflächen 0.03 mm aus der flachen Position auf einer der drei Ventilmontageflächen.
Lösung: Wir haben einen Nach-Anodise-Überlappungsschritt an den drei kritischen Ventilmontageflächen eingeführt. Verwendung einer 400-Körnung-Überlappungsplatte, Wir haben die Flachheit ins Innere zurückgegeben 0.01 mm auf allen Abdichtungsflächen. Wir haben das Prozessblatt aktualisiert, um diesen Schritt als Standard für alle hydraulischen Ansaugrohrprojekte mit Anodisierung aufzunehmen..
Herausforderung 3: Chip-Evakuierung in blind kreuzenden Bohrungen
Blind schneidende Bohrungen fangen Aluminiumspäne. Wenn Späne wieder in die Schneidzone eintreten, sie kratzen Wände und drängen Ra über die Grenzen hinaus 0.8 μm-Spezifikation. Wir haben das auf der Bohrung gesehen #7 und Bohrung #11 Während unseres Pilotlaufs an den ersten fünf Teilen.
Lösung: Wir haben Hochdruck-Durchspindel-Kühlmittel hinzugefügt bei 70 Bar während aller Bohr- und Bohrübungen. Dadurch wurden die Chips bei jedem Peck-Zyklus sofort gelöscht. Nachbearbeitung, Jeder Ansaugrohr wurde vor der CMM-Inspektion einem 20-minütigen Ultraschallreinigungsbad in einer deionisierten Wasser- und Tensidlösung unterzogen.. Auf den übrigen Flächen traten keine weiteren Oberflächendefekte auf 70 Einheiten.
Qualitätskontrolle und Inspektion
Wir führen die ISO-9001-zertifizierte Qualitätskontrolle bei allen Aufträgen in geringen Stückzahlen durch.. Für dieses Mannigfaltigkeitsprojekt, unser QC-Prozess umfasste vier Kontrollpunkte.
Laufende Messung im Prozess: Nach jedem Bohrvorgang, Unsere Maschinisten überprüften den Bohrdurchmesser und die Tiefe mit kalibrierten Steckdosen und einem Tiefenmikrometer. Das Problem mit der Durchlenkung bei unseren Testschnitten wurde behoben, bevor es die Produktionsteile erreichte.
Erste Artikel-Inspektion (TUN): Wir haben eine vollständige FAI auf Teilen abgeschlossen 1, 5, und 10 bevor die übrigen freigegeben werden 65 Einheiten für die Massenbearbeitung. FAI hat alle vermessen 47 kritische Dimensionen im STEP-Modell, unter Verwendung unseres Zeiss Contura CMM mit einem 1 MM Rubin-Sondenstift. Berichtete Positionsgenauigkeit des CMM: ±0,003 mm.
Dimensionsbericht: Wir haben für alle einen vollständigen Ballonzeichnungs-Dimensionsbericht geliefert 47 kritische Dimensionen an jedem FAI-Teil. Das Ingenieurteam des Kunden genehmigte alle drei FAI-Berichte innerhalb 24 Stunden.
Endkontrolle: 100% der 75 Die Einheiten erhielten vor dem Packen eine Sicht- und Spurprüfung. Bestehensquote: 75/75 (100%). Keine Teile wurden nach der Standardisierung des Nach-Anodisiz-Lapping-Prozesses abgelehnt oder überarbeitet.
Ergebnisse und Ergebnis
Wir lassen die Zahlen sprechen.
- Lieferung: 12 Werktage. Die Frist des Kunden war 15 Kalendertage. Wir haben verschifft 3 Tage zu früh.
- Prüfungs-Bestehensquote: 100% (75/75 Einheiten)
- Maßgenauigkeit: Alle 47 kritische Dimensionen innerhalb der Toleranz auf jedem FAI-Teil
- Oberflächenfinish: Ra 0.78 μm-Durchschnitt über die Backbordrohre hinweg (Spezifikation: Ra 0.8 μm)
- Kundenergebnis: Der Kunde hat seine Validierungstests für das hydraulische System ohne ein einziges Ansaugrohr-Leck oder Maßabstoß abgeschlossen
- Nachfolgebestellung: Zwei Wochen nach der Geburt, Der Kunde gab einen Produktionsauftrag über 300 Einheiten für denselben Verteiler auf
Der leitende Ingenieur des Kunden hat festgestellt, dass unsere DFM-Überprüfung ein Problem mit der Thread-Tiefe am Port festgestellt hat #3 bevor wir mit der Bearbeitung begonnen haben. Allein diese Veränderung hätte gedauert 3 Wochen, um mitten in einem Produktionslauf zu reparieren.
Warum CNC-Bearbeitung die richtige Wahl war
Für diese Anwendung, CNC-Bearbeitung in geringer Stückzahl war die einzige realistische Option. Hier ist, warum die Alternativen nicht gepasst haben.
Die casting Erzeugt eine ausgezeichnete Oberflächenoberfläche, erfordert aber Werkzeuge, die 8.000–15.000 Dollar kosten und 4–8 Wochen zur Herstellung benötigen. Für 75 Einheiten, Allein die Werkzeugkosten hätten die Stückpreise unkonkurrenzfähig gemacht. Druckguss kann auch ohne Nachbearbeitung keine ±0,02 mm Port-zu-Port-Positionsgenauigkeit halten.
3D-Druck (DMLS/Metall-SLM) kann interne Kanäle erzeugen, aber inneres Rohr Ra von 0.8 μm erfordert nach dem Druck eine umfangreiche Nachbearbeitung. Vorlaufzeit und Stückkosten für 75 gedruckte Aluminiumteile hätten CNC-Bearbeitung übertroffen, nicht untergraben.
CNC-Bearbeitung Keine Werkzeuginvestition erforderlich, Begann, einzuschneiden 48 Stunden bis zum CAM-Abschluss, und lieferte produktionsrepräsentative Teile, die der Kunde direkt in seinem Validierungssystem verwenden konnte. UnserCNC-Drehdienst bearbeitete die Gewindeinserts in derselben Einrichtung, Logistik einfach zu halten.
Für Läufe mit geringem Volumen zwischen 10 und 500 Einheiten, bei denen die Toleranzen eng sind und die Vorlaufzeit entscheidend ist, CNC-Bearbeitung übertrifft sowohl die Guss- als auch die additive Fertigung sowohl bei Gesamtkosten als auch im Zeitplan konstant.
FAQ: CNC-Bearbeitung in geringer Stückzahl
Was gilt als geringe Stückzahl in der CNC-Bearbeitung?
Die CNC-Bearbeitung mit geringem Volumen umfasst typischerweise Läufe von 1 An 500 Einheiten. Es ist ideal für die Pre-Serien-Validierung, Herstellung von Brücken, und Markteintrittschargen, bei denen Investitionen in Injektions- oder Druckgusswerkzeuge nicht gerechtfertigt sind. Bei GD Prototyping, Wir bearbeiten Aufträge mit geringem Volumen ohne Mindestmengenanforderung.
Wie lange dauert die Lieferung der CNC-Bearbeitung mit geringem Volumen??
Die Vorlaufzeiten variieren je nach Bauteilkomplexität. Einfache gedrehte Teile können in 3–5 Werktagen verschickt werden. Komplexe 5-Achsen-Frästeile wie hydraulische Ansauger benötigen typischerweise 10–15 Werktage. Rush-Dienste sind verfügbar. Unser Team reagiert mit einer DFM-Überprüfung und einem Lieferangebot innerhalb 12 Stunden nach Erhalt einer STEP- oder IGES-Datei.
Welche Toleranzen kann CNC-Bearbeitung in der Kleinserienproduktion halten??
Unsere 5-Achsen-CNC-Zentren halten standardmäßig Positionstoleranzen von ±0,02 mm bei Aluminium- und Stahlteilen. Bei sehr kritischen Merkmalen, Wir können ±0,01 mm mit spezieller Fixturierung und In-Process-Messung halten. Oberflächenoberflächen bis Ra 0.2 μm sind mit Reaming und Lapping erreichbar.
Welche Materialien stehen für die CNC-Bearbeitung mit geringem Volumen zur Verfügung??
Wir bearbeiten eine breite Palette von Metallen, darunter Aluminium 6061-T6, 7075, 2024, Edelstahl 304 und 316, Titan-Legierungen, und Kupferlegierungen. Technische Kunststoffe wie PEEK, POM, Nylon, und PTFE sind ebenfalls verfügbar.. Wir führen die meisten Materialien in Standardgrößen für eine schnelle Bearbeitung auf Lager.
Es ist eine Erstartikel-Inspektion (TUN) verfügbar für CNC-Bestellungen mit geringem Volumen?
Ja. Wir bieten FAI mit vollständigen Dimensionsberichten zu allen Aufträgen in geringem Volumen an. Die Inspektionen werden an unserem Zeiss Contura CMM durchgeführt, wobei die Ergebnisse in einem Ballonzeichnungsformat geliefert werden, das Ihrer Zeichnungsüberarbeitung entspricht. ISO 9001 Dokumentation ist auf Anfrage erhältlich.
Holen Sie sich ein Angebot für Ihr CNC-Projekt mit geringem Volumen
Dieses hydraulische Ansaugrohrprojekt ist ein gutes Beispiel dafür, was wir jede Woche bei GD Prototyping machen. Enge Toleranzen, komplexe Geometrie, Kurze Vorlaufzeiten, und kein Spielraum für Fehler.
Wenn du dich in der Pre-Series-Validierung befindest, Bau einer Brückenproduktionsserie, oder ein einzelnes defektes Bauteil in einer aktiven Produktlinie zu ersetzen, Unser Team ist heute bereit, Ihre Unterlagen zu prüfen.
Wir senden Ihnen eine DFM-Bewertung und einen Lieferkostenvoranschlag innerhalb 12 Stunden. Keine Verpflichtung nötig.
Durchstöbern Sie unserFallstudien zur CNC-Bearbeitung um ähnliche Projekte zu sehen, oderKontaktieren Sie unser Team Direkt um mit Ihrem Angebot zu beginnen.
Wir bieten auch anCNC-Drehen für präzisionsgedrehte Bauteile, und unser vollesSchnellprototyping und Dienstleistungen in geringer Fertigung Abdeckungsblech, 3D-Druck, Spritzgießen, und Druckguss, wenn dein Projekt einen anderen Prozess benötigt.