
Usinage CNC pour supports: Matériaux, Tolérances, et Comment commander
L’usinage CNC pour supports donne des tolérances strictes (±0,01 mm à ±0,05 mm), Porosité nulle, et des délais rapides de 5 à 14 Des jours sans frais d’outillage. C’est le mieux adapté à l’aluminium, acier, et des supports en titane en quantités de 1 à 5,000 Unités.
Qu’est-ce que l’usinage CNC pour supports?

L’usinage CNC pour supports consiste à découper un support directement à partir de métal massif ou de billette plastique à l’aide de fraiseuses et tours contrôlés par ordinateur. La machine suit un parcours d’outil programmé, enlever le matériau jusqu’à obtenir la forme finale.
C’est différent de la fonte ou du tamponnage parce que:
- Aucun moule ni moule n’est nécessaire
- Vous pouvez changer le design entre les lots sans frais supplémentaires
- La précision dimensionnelle est contrôlée à ±0,01 mm sur les caractéristiques critiques
- Il n’y a aucun risque de porosité lié au gaz piégé ou au retrait
Cela fait du CNC le procédé de référence pour les supports de prototype, Séries de production en faible à moyenne volume, et tout support ayant une tolérance stricte ou des exigences structurelles.
Quand faut-il utiliser l’usinage CNC pour les supports?
L’usinage CNC est le bon choix quand votre support en a besoin:
- Tolérances plus strictes que ±0,1 mm
- Murs fins en dessous 3 mm
- Géométrie complexe sur plusieurs faces
- Intégrité du matériau à partir d’une lingotte solide (pas de vides)
- Quantités de 1 Unité jusqu’à environ 5,000 Unités
Pour les crochets sur 10,000 Unités à géométrie simple, La moulage sous pression ou le stamping devient plus économique. Pour les pièces décoratives ou non porteuses, 3L’impression D peut être plus rapide.
Si vous n’êtes pas sûr du processus qui correspond à votre projet, L’équipe àPrototypage GD peut revoir votre dessin et recommander la bonne approche dans 12 Heures.
Meilleurs matériaux pour supports usinés CNC
Le choix du matériau est la décision de conception la plus importante pour un support. Voici ce avec quoi nous travaillons le plus souvent:
| Matériel | Traction | Mieux pour | Notes |
|---|---|---|---|
| Aluminium 6061-T6 | 310 Mpa | Automobile, aérospatial, Structure générale | Léger, Excellente adhérence anodisée |
| 7075-T6 en aluminium | 503 Mpa | Supports aérospatiaux à forte charge | Plus difficile à usiner, Coût plus élevé |
| Acier 4140 | 655 Mpa | Supports industriels lourds | Il faut un revêtement pour éviter la rouille |
| Inox 316 | 515 Mpa | Marin, médical, qualité alimentaire | Excellente résistance à la corrosion |
| Grade titane 5 | 950 Mpa | Aérospatial, Sport automobile | Rapport résistance/poids le plus élevé |
| REGARDER | 100 Mpa | Supports d’isolation électrique | Non conducteur, Résistant à la chaleur |
Le 6061-T6 en aluminium couvre environ 70% des projets de brackets que nous gérons. Il se machine rapidement, Maintient bien les tolérances strictes, et accepte l’anodisation pour une finition de surface durable.
Tolérances à attendre
Les tolérances d’usinage CNC standard pour les supports dépendent du type de caractéristique:
- Dimensions générales: ±0,05 mm
- Alésages et arbres: ±0,01 mm à ±0,02 mm
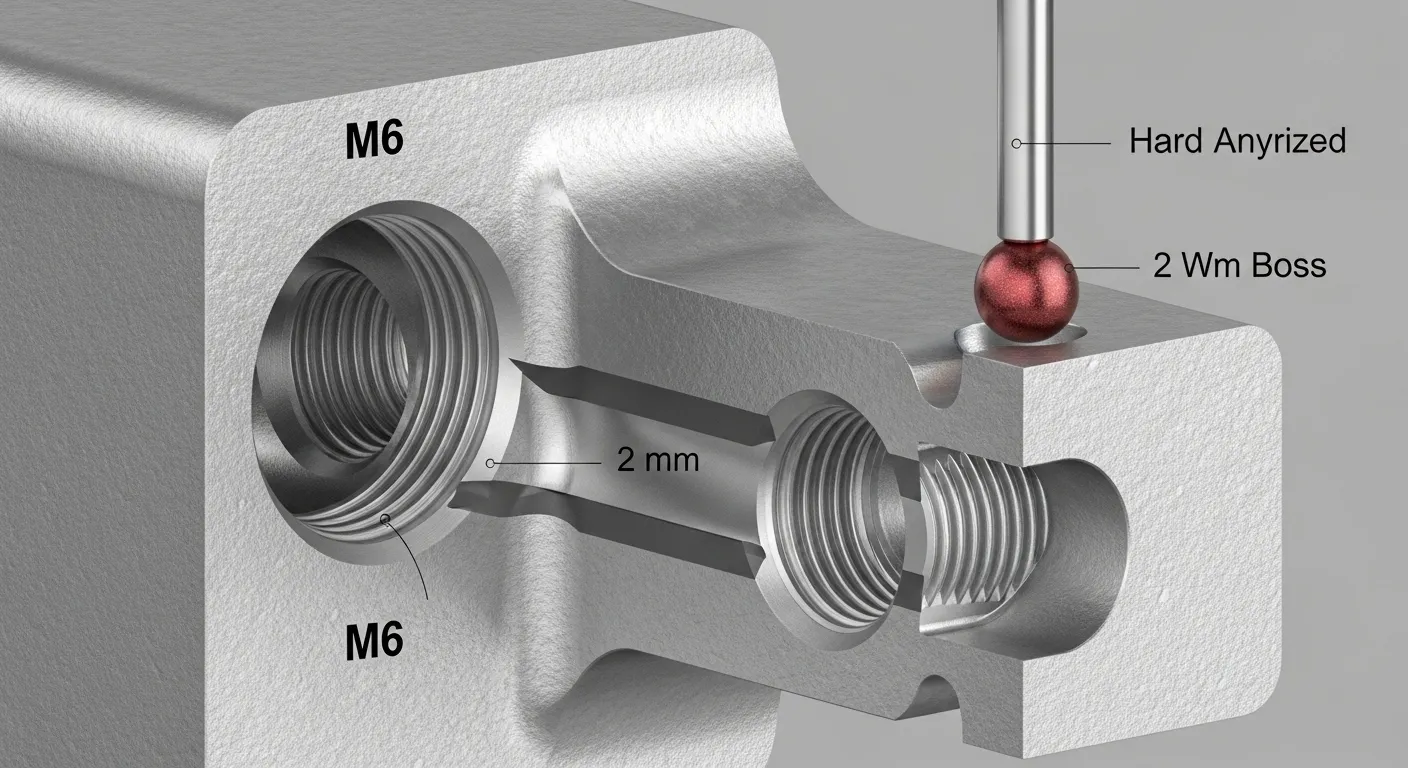
- Trous filetés (M4 à M12): 6Norme de tolérance à H
- Épaisseur des parois: ±0,05 mm (Murs au-dessus 1.5 mm)
- Platitude: 0.02 mm au-dessus 100 mm
Pour les supports à paroi fine en dessous 2 mm, Les tolérances nécessitent une attention particulière lors de la programmation et de la fixation de la FAO. NotreÉtudes de cas pour l’usinage CNC Incluez des exemples de travaux de supports à paroi fine que nous avons réalisés pour des clients automobiles et aérospatiaux.
Options de finition de surface pour les supports
La bonne finition de surface protège le support et améliore l’apparence. Les options courantes incluent:
- Tel qu’usiné: Ra 1.6 μm, Le coût le plus bas, adapté aux pièces structurelles internes
- Bead blast: Ra 1.0 à 2.0 μm, Texture mate uniforme, cache les marques de l’outil
- Anodise de type II: 5 à 25 Couche μm, décoratif, résistance modérée à la corrosion
- Anodise dure de type III: 25 à 50 Couche μm, Meilleur pour les compartiments moteurs, Zones à forte usure
- Placage nickel sans électricité: Bon pour l’acier et l’aluminium dans des environnements corrosifs
- Peinture en poudre: Finition protectrice épaisse, Bon pour les supports de machines structurelles
La plupart des supports automobiles et électroniques que nous laissons en anodise dure de type III à 25 μm d’épaisseur.
Comment fonctionne le processus d’usinage des supports CNC
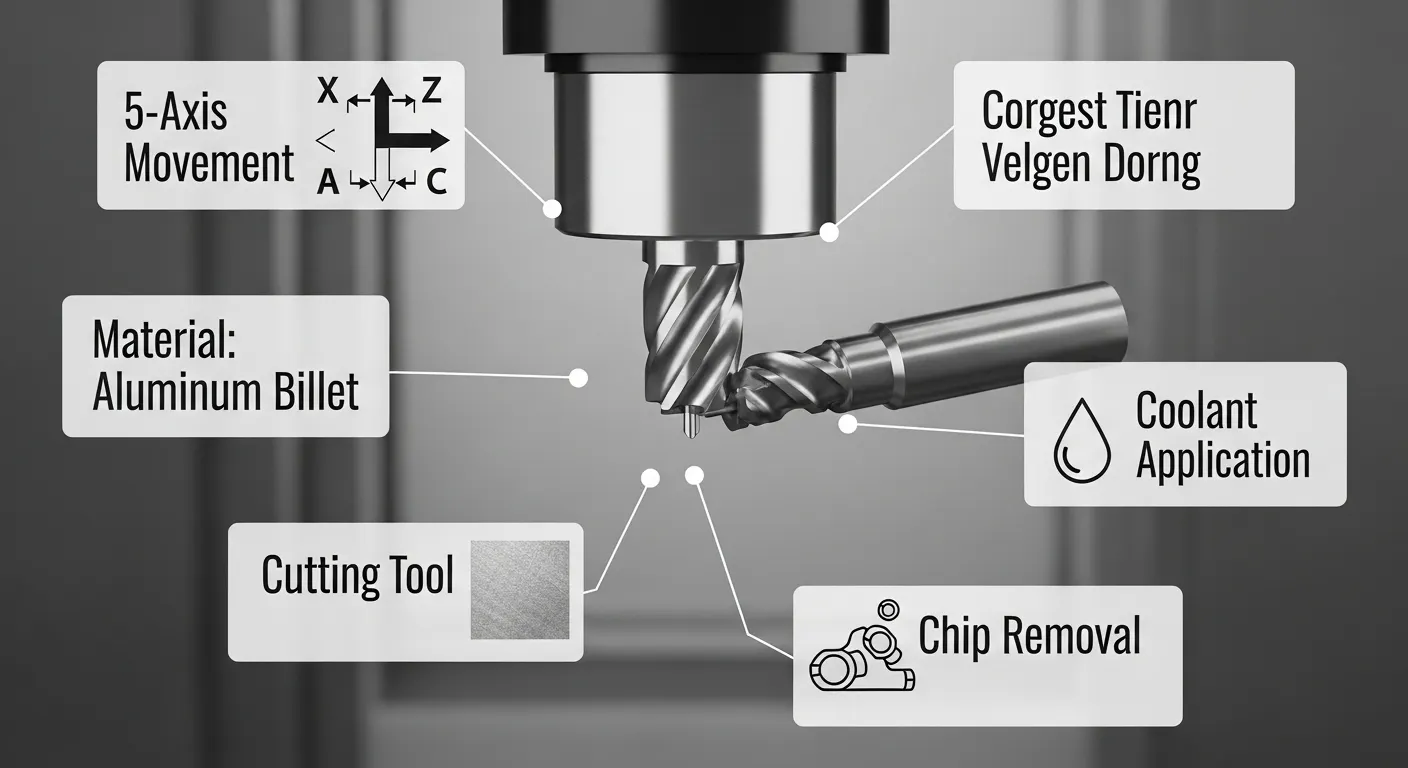
Voici le flux de travail typique du fichier au crochet fini:
- Critique du DFM: Nous vérifions l’épaisseur des parois de votre fichier CAO, Profondeur des caractéristiques, et la faisabilité des tolérances avant le début de l’usinage
- Programmation CAM: Les trajectoires d’outils sont programmées dans Mastercam ou Fusion 360, avec la conception des luminaires incluse
- Préparation des matériaux: Le matériel en billette est découpé à une taille grossière et préparé en étapes pour la machine
- Grossoiserie: Nous retirons 70 à 80% de matériaux utilisant rapidement des fraises de gros diamètre à des débits d’avance élevés
- Demi-finale et arrivée: Les outils plus petits atteignent les dimensions finales et les objectifs de finition de surface
- Filetage et perçage: Des trous taraudés et des éléments percés sont ajoutés après la fraise principale terminée
- Débavage et nettoyage: Les pièces sont ébavurées à la main et nettoyées par ultrasons avant inspection
- Inspection: La mesure de la CMM vérifie les dimensions critiques; Les jauges de filetage confirment les tolérances aux trous
- Traitement de surface: Anodisation, Placage, ou un revêtement est appliqué par appel de dessin
- Emballage et expédition: Les pièces sont protégées individuellement et expédiées avec des rapports d’inspection
Usinage CNC vs. Autres méthodes de fabrication de supports
| Méthode | Tolérance | Quantité minimale | Délai d’exécution | Risque de porosité | Coût des outillages |
|---|---|---|---|---|---|
| Usinage CNC | ±0,01–0,05 mm | 1 Unité | 5–14 jours | Aucun | Aucun |
| Le casting | ±0,1–0,3 mm | 1,000+ | 4–6 semaines | Moyen-Haut | $3,000–20 000 $ |
| Casting à investissement | ±0,1–0,25 mm | 50+ | 3–5 semaines | Bas-moyen | $1,000–5 000 $ |
| Flexion de la tôle | ±0,1–0,5 mm | 1 Unité | 3–7 jours | Aucun | Bas |
| 3Impression D (FDM) | ±0,2–0,5 mm | 1 Unité | 1–3 jours | Aucun | Aucun |
L’usinage CNC l’emporte en précision et en flexibilité. La fonte sous pression l’emporte à très grand volume lorsque la géométrie est simple. La tôle est très efficace pour le plat, Supports courbés sans caractéristiques usinées complexes.
Types de supports courants que We Machine
Nous usinons régulièrement les types de supports suivants:
- Supports de montage moteur (aluminium 6061-T6 ou 7075-T6)
- Supports ECU et boîtier de capteurs (aluminium avec anodise dure)
- Supports de châssis structurels (acier 4140 ou en acier inoxydable 316)
- Supports de gestion des câbles aérospatiaux (Grade titane 5 ou aluminium 7075)
- Supports de montage pour dispositifs médicaux (316 inoxydable, électropolissé)
- Supports de machines industrielles (acier, Revêtus en poudre)
- Montage de PCB et supports électroniques (aluminium ou PEEK)
Vous pouvez voir des exemples terminés de notre travail sur les supports directement sur notrePage d’études de cas sur l’usinage CNC.
Quoi inclure dans votre dessin de crochets
Un dessin complet accélère les devis et évite les erreurs. Assurez-vous que la vôtre inclut:
- 3Fichier CAD D (STEP ou IGES préférés) plus 2D drawing as backup
- Toutes les tolérances critiques appelé directement sur le dessin
- Qualité des matériaux (Pas seulement "aluminium," spécifier 6061-T6)
- Spécification de finition de surface (Valeur de l’AR et type de traitement)
- Signalements de fils (taille, Hauteur, Classe de tolérance)
- Quantité nécessaire et toute prévision de volume futur
Si votre dessin est incomplet, nos ingénieurs le signaleront lors de l’examen DFM avant de faire un devis.
Délais d’exécution et facteurs de tarification
Le délai de livraison pour les supports usinés CNC dépend de:
- Complexité: Les crochets simples à 3 axes prennent 5 à 7 Jours; 5-Les crochets complexes d’axe prennent 8 à 14 Jours
- Quantité: 1 à 10 Les unités sont plus rapides que 200+ Unités
- Finir: Les navires usinés plus rapides que les pièces nécessitant anodisation ou plaques
- Niveau d’inspection: Une inspection standard prend 1 Jour; le rapport complet du CMM ajoute 1 à 2 Jours
Les facteurs de tarification incluent le coût des matériaux, Temps machine, Complexité des accessoires, et post-traitement. Il n’y a pas de frais d’outillage pour l’usinage CNC, ce qui permet de maintenir les coûts unitaires prévisibles en petites quantités.
FAQ
Quelle est la quantité minimale de commande pour les supports usinés CNC?
Il n’y a pas de minimum. Nous usinons des prototypes uniques et nous montons à l’échelle jusqu’à des commandes de production de milliers d’unités. Les commandes à faible volume font partie de nos services principaux, sans investissement en outillages requis.
Peut-on maquiner des supports avec des parois fines en dessous 2 mm?
Oui. Nous avons tenu bon 1.6 des murs en mm en aluminium 6061-T6 en utilisant des débits d’alimentation réduits, Profondeur axiale inférieure de la coupe, et supports de fixation lors de l’usinage. Les supports à paroi fine nécessitent une installation soigneusement, Mais ils sont réalisables en moins de ±0,05 mm.
Quels formats de fichiers acceptez-vous pour les guillemets entre crochets?
Nous acceptons STEP, IGES, STP, et Parasolid pour modèles 3D. 2Les dessins en D en PDF ou DXF nous aident à confirmer les tolérances et les indices de fil. Si vous n’avez qu’un croquis, Notre équipe peut vous aider lors de la revue de conception.
Comment savoir si la conception de mon support est usinable?
Envoyez-nous votre fichier et nous lancerons un DFM gratuit (Conception pour la fabricabilité) Vérifié. Nous signalerons toutes les fonctionnalités difficiles ou impossibles à manipuler, comme les sous-coupes internes, des murs trop fins, ou rapports de profondeur de trou ci-dessus 4:1.
Fournissez-vous des certifications matériaux pour les supports usinés?
Oui. Nous fournissons des rapports d’essai des matériaux (MTR) et certificats de conformité sur demande. Pour les brackets aérospatiaux et médicaux, Documentation complète sur la traçabilité est disponible.
Obtenez un devis pour votre projet de support
Si vous avez besoin de supports usinés CNC avec des tolérances serrées, Livraison rapide, et des rapports d’inspection complets, Prototypage GD est prêt à aider. Téléchargez votre fichier STEP et votre dessin, et notre équipe d’ingénierie répondra avec un devis et un retour DFM dans le cadre 12 Heures.
Nous usinons des supports pour l’automobile, aérospatial, médical, électronique, et des clients industriels de notre installation à 3 axes, 4-axe, et la capacité CNC à 5 axes, tolérances à ±0,01 mm, et Râ 0.2 Finition de surface μm.