
CNC-Bearbeitung für Halterungen: Materialien, Toleranzen, und Wie man bestellt
CNC-Bearbeitung für Halterungen bietet enge Toleranzen (±0,01 mm bis ±0,05 mm), Null Porosität, und schnelle Vorlaufzeiten von 5 An 14 Tage ohne Werkzeugkosten. Am besten funktioniert es für Aluminium, Stahl, und Titanklammern in Mengen aus 1 An 5,000 Einheiten.
Was ist CNC-Bearbeitung für Halterungen?

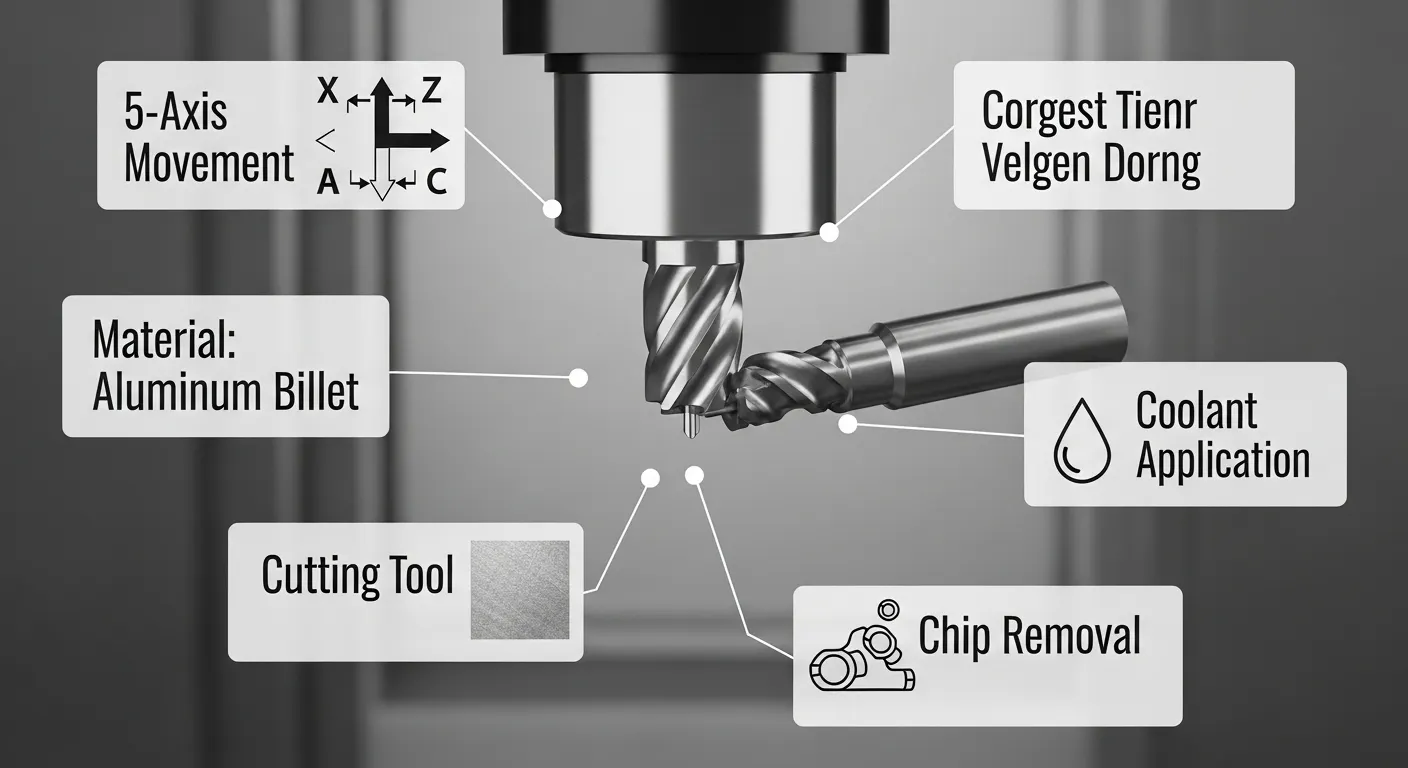
CNC-Bearbeitung von Halterungen bedeutet, eine Halterung direkt aus massivem Metall- oder Kunststoffblock mit computergesteuerten Fräsen und Drehmaschinen zu schneiden. Die Maschine folgt einem programmierten Werkzeugpfad, Material entfernen, bis die endgültige Form erreicht ist.
Es unterscheidet sich vom Gießen oder Stampfen, weil:
- Keine Form oder Matrize ist nötig
- Du kannst das Design zwischen den Chargen ohne zusätzliche Kosten ändern
- Die Maßgenauigkeit wird auf ±0,01 mm bei kritischen Merkmalen geregelt
- Es besteht kein Porositätsrisiko durch eingeschlossenes Gas oder Schrumpfen
Das macht CNC zum bevorzugten Prozess für Prototyp-Halterungen, Produktionsläufe in niedrigen bis mittleren Stückzahlen, und jede Halterung, die enge Toleranz- oder strukturelle Anforderungen erfüllt.
Wann sollte man CNC-Bearbeitung für Halterungen verwenden??
CNC-Bearbeitung ist die richtige Wahl, wenn dein Bracket es braucht:
- Toleranzen sind enger als ±0,1 mm
- Dünne Wände darunter 3 Mm
- Komplexe Geometrie über mehrere Flächen hinweg
- Materialintegrität von einem massiven Block (Keine Voids)
- Größen aus 1 Einheit bis etwa 5,000 Einheiten
Für Klammern über 10,000 Einheiten mit einfacher Geometrie, Druckguss oder Stanzen wird kostengünstiger. Für dekorative oder nicht tragende Teile, 3D-Druck kann schneller sein.
Wenn du unsicher bist, welcher Prozess zu deinem Projekt passt, Das Team beiGD Prototyping kann deine Zeichnung überprüfen und den richtigen Ansatz empfehlen 12 Stunden.
Beste Materialien für CNC-bearbeitete Halterungen
Die Materialwahl ist die wichtigste Designentscheidung für eine Halterung. Hier ist, womit wir am häufigsten arbeiten:
| Material | Zugfestigkeit | Am besten für | Notizen |
|---|---|---|---|
| Aluminium 6061-T6 | 310 Mpa | Selbstfahrend, Luft- und Raumfahrt, Allgemeine Bausubstanz | Leichtgewicht, Große Anodizierungsadhäsion |
| Aluminium 7075-T6 | 503 Mpa | Hochlast-Luft- und Raumfahrthalterungen | Schwerer zu bearbeiten, Höhere Kosten |
| Stahl 4140 | 655 Mpa | Schwerlast-Industriehalterungen | Benötigt eine Beschichtung, um Rost zu verhindern |
| Edelstahl 316 | 515 Mpa | Marinesoldat, Medizinisch, lebensmitteltauglich | Ausgezeichnete Korrosionsbeständigkeit |
| Titanqualität 5 | 950 Mpa | Luft- und Raumfahrt, Motorsport | Höchstes Festigkeits-Gewichts-Verhältnis |
| SPÄHEN | 100 Mpa | Elektrische Trennhalterungen | Nichtleitend, Hitzebeständig |
Aluminium 6061-T6 umfasst etwa 70% von den Bracket-Projekten, die wir bearbeiten. Es arbeitet schnell, hält enge Toleranzen gut, und akzeptiert Eloxizierung für eine langlebige Oberflächenoberfläche.
Toleranzen, mit denen Sie rechnen können
Standard-CNC-Bearbeitungstoleranzen für Halterungen hängen vom Merkmalstyp ab:
- Allgemeine Abmessungen: ±0,05 mm
- Bohrungen und Wellen: ±0,01 mm bis ±0,02 mm
- Gewindelöcher (M4 bis M12): 6H-Toleranzstandard
- Wandstärke: ±0,05 mm (Wände darüber 1.5 Mm)
- Flachheit: 0.02 Mm, über 100 Mm
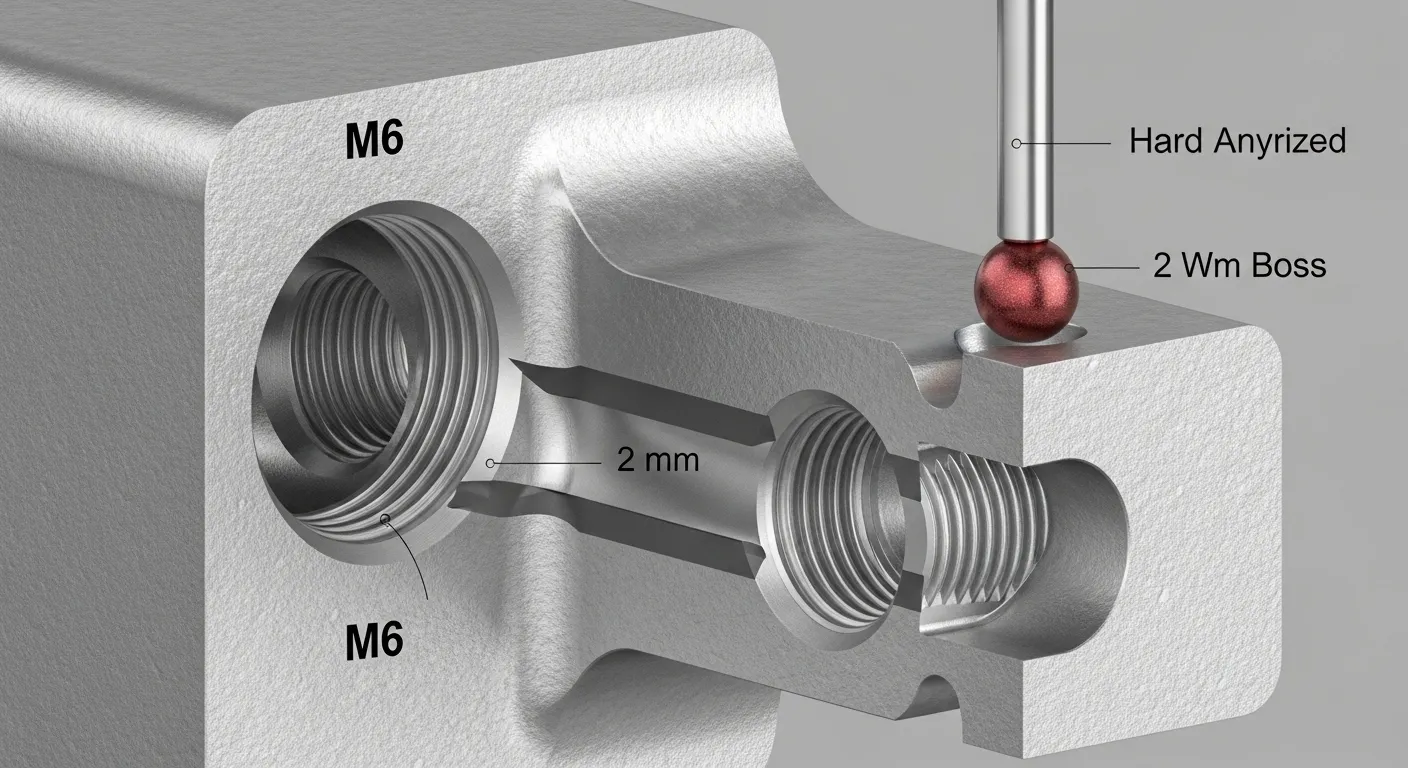
Für dünnwandige Halterungen unter 2 Mm, Toleranzen müssen bei der CAM-Programmierung und Fixturierung besonders berücksichtigt werden. UnserFallstudien zur CNC-Bearbeitung Beispiele für Dünnwand-Halterungen, die wir für Automobil- und Luftfahrtkunden durchgeführt haben, enthalten.
Oberflächenbehandlungsoptionen für Halterungen
Die richtige Oberflächenoberfläche schützt die Halterung und verbessert das Erscheinungsbild. Gängige Optionen sind:
- As-machined: Ra 1.6 μm, Niedrigste Kosten, Geeignet für innere Strukturteile
- Perlenexplosion: Ra 1.0 An 2.0 μm, Einheitliche matte Textur, Verbirgt Werkzeugspuren
- Typ-II-Anodisierung: 5 An 25 μm-Schicht, dekorativ, Moderate Korrosionsbeständigkeit
- Typ-III-Hartanodizierung: 25 An 50 μm-Schicht, Am besten für Motorräume, Hochverbrauchszonen
- Elektrolose Nickelbeschichtung: Gut geeignet für Stahl und Aluminium in korrosiven Umgebungen
- Pulverbeschichtung: Dicke Schutzbeschichtung, Gut für Struktur-Maschinenhalterungen
Die meisten Automobil- und Elektronikhalterungen, die wir bearbeiten, lassen in Typ-III-Hardanodisize bei 25 μm-Dicke.
Wie der CNC-Bracket-Bearbeitungsprozess funktioniert
Hier ist der typische Arbeitsablauf von der Datei bis zum fertigen Bracket:
- DFM-Rezension: Wir überprüfen Ihre CAD-Datei auf Wanddicke, Funktionstiefe, und Toleranzmachbarkeit vor Beginn der Bearbeitung
- CAM-Programme: Werkzeugpfade werden in Mastercam oder Fusion programmiert 360, mit eingeschlossenem Leuchtendesign
- Materialvorbereitung: Blockmaterial wird auf grobe Größe zugeschnitten und für die Maschine vorbereitet
- Roughing: Wir entfernen 70 An 80% von Material, das schnell mit großdurchmesserigen Endfräsern und hohen Zuführraten verwendet wird.
- Halbfinalen und Zieleinschlüsse: Kleinere Werkzeuge erreichen endgültige Abmessungen und Oberflächenoberflächenziele
- Gewinde und Bohren: Gezahnte Löcher und gebohrte Elemente werden nach Abschluss des Hauptfräsens hinzugefügt
- Entgratung und Reinigung: Die Teile werden vor der Inspektion von Hand entgratet und ultraschallgereinigt
- Inspektion: CMM-Messung verifiziert kritische Dimensionen; Gewindemesser bestätigen die Toleranzen der Bohrlöcher
- Oberflächenbehandlung: Eloxierend, Beschichtung, oder eine Beschichtung pro Zeichnungsaufruf aufgetragen wird
- Verpackung und Versand: Die Teile werden einzeln geschützt und mit Inspektionsberichten geliefert
CNC-Bearbeitung vs.. Andere Herstellungsmethoden der Brackets
| Methode | Toleranz | Min. Menge | Vorlaufzeit | Porositätsrisiko | Werkzeugkosten |
|---|---|---|---|---|---|
| CNC-Bearbeitung | ±0,01–0,05 mm | 1 Einheit | 5–14 Tage | Nichts | Nichts |
| Die Casting | ±0,1–0,3 mm | 1,000+ | 4–6 Wochen | Mittel-hoch | $3,000–20.000 Dollar |
| Investitionscasting | ±0,1–0,25 mm | 50+ | 3–5 Wochen | Niedrig-Mittel | $1,000–5.000 Dollar |
| Blechbiegen | ±0,1–0,5 mm | 1 Einheit | 3–7 Tage | Nichts | Niedrig |
| 3D-Druck (FDM) | ±0,2–0,5 mm | 1 Einheit | 1–3 Tage | Nichts | Nichts |
CNC-Bearbeitung gewinnt durch Präzision und Flexibilität. Druckguss gewinnt bei sehr hohem Volumen, wenn die Geometrie einfach ist. Blech eignet sich gut für Flachblech, Gebogene Halterungen ohne komplexe bearbeitete Merkmale.
Gängige Haltertypen, die wir bearbeiten
Wir bearbeiten regelmäßig die folgenden Halterungstypen:
- Motormontagehalterungen (Aluminium 6061-T6 oder 7075-T6)
- Steuergehäuse- und Sensorgehäuse-Halterungen (Aluminium mit harter Anodisierung)
- Strukturelle Fahrgestellhalterungen (Stahl 4140 oder Edelstahl 316)
- Kabelmanagement-Halterungen für Luft- und Raumfahrt (Titanqualität 5 oder Aluminium 7075)
- Montagehalterungen für medizinische Geräte (316 rostfrei, elektropoliert)
- Industrielle Maschinenhalterungen (Stahl, Pulverbeschichtet)
- PCB-Montage und Elektronikhalterungen (Aluminium oder PEEK)
Sie können fertige Beispiele unserer Bracket-Arbeiten direkt auf unsererFallstudien zur CNC-Bearbeitung.
Was Sie in Ihre Bracket-Zeichnung aufnehmen sollten
Eine vollständige Zeichnung beschleunigt das Angebot und vermeidet Fehler. Stellen Sie sicher, dass Ihre Versicherung enthalten ist:
- 3D-CAD-Datei (STEP oder IGES bevorzugt) mehr 2D-Zeichnungen als Backup
- Alle kritischen Toleranzen direkt auf die Zeichnung gerufen
- Materialqualität (Nicht nur "Aluminium," Spezifizieren Sie 6061-T6)
- Oberflächenbeschichtungsspezifikation (Ra-Wert und Behandlungsart)
- Thread-Aufrufe (Größe, Pitch, Toleranzklasse)
- Benötigte Menge und jede zukünftige Volumenprognose
Wenn deine Zeichnung unvollständig ist, unsere Ingenieure werden es während der DFM-Überprüfung markieren, bevor sie ein Angebot abgeben.
Vorlaufzeiten und Preisfaktoren
Die Vorlaufzeit für CNC-bearbeitete Halterungen hängt von:
- Komplexität: Einfache 3-Achsen-Klammern nehmen 5 An 7 Tage; 5-Achsenkomplexe Klammern nehmen 8 An 14 Tage
- Menge: 1 An 10 Einheiten sind schneller als 200+ Einheiten
- Beenden: As-Machined wird schneller verschifft als Teile, die Eloxierung oder Beschichtung benötigen
- Inspektionsstufe: Standardinspektionen nehmen 1 Tag; Der vollständige CMM-Bericht ergänzt 1 An 2 Tage
Preisfaktoren umfassen Materialkosten, Maschinenzeit, Fixture-Komplexität, und Nachbearbeitung. Für CNC-Bearbeitung wird keine Werkzeuggebühr erhoben, was die Stückkosten bei niedrigen Mengen vorhersehbar hält.
FAQ
Was ist die Mindestbestellmenge für CNC-bearbeitete Halterungen?
Es gibt kein Minimum. Wir bearbeiten einzelne Prototypen und skalieren auf Produktionsaufträge von Tausenden von Einheiten. Niedrigvolumenaufträge gehören zu unseren Kerndienstleistungen, ohne Werkzeuginvestition.
Kann man Halterungen mit dünnen Wänden darunter bearbeiten 2 Mm?
Ja. Wir haben gehalten 1.6 mm-Wände in Aluminium 6061-T6 durch reduzierte Zuführraten, Untere axiale Schnitttiefe, und Stützvorrichtungen während der Bearbeitung. Dünnwand-Halterungen erfordern sorgfältige Montage, Aber sie sind innerhalb von ±0,05 mm erreichbar.
Welche Dateiformate akzeptieren Sie für Klammerzitate?
Wir akzeptieren STEP, IGES, STP, und Parasolid-Dateien für 3D-Modelle. 2D-Zeichnungen in PDF oder DXF helfen uns, Toleranzen und Gewindeaufrufe zu bestätigen. Wenn du nur eine Skizze hast, Unser Team kann bei der Designüberprüfung helfen.
Woran erkenne ich, ob mein Halterungsdesign machbar ist??
Schick uns deine Datei und wir führen eine kostenlose DFM durch (Design für Herstellbarkeit) Abgehakt. Wir markieren alle Funktionen, die schwierig oder unmöglich zu bearbeiten sind, wie zum Beispiel interne Unterschnitte, Wände, die zu dünn sind, oder Bohrtiefenverhältnisse oben 4:1.
Stellen Sie Materialzertifikate für bearbeitete Halterungen bereit??
Ja. Wir stellen Materialtestberichte bereit (MTR) und Konformitätszertifikate auf Anfrage. Für Luft- und Raumfahrt- und medizinische Brackets, Vollständige Rückverfolgbarkeitsdokumentation ist verfügbar.
Holen Sie sich einen Kostenvoranschlag für Ihr Bracket-Projekt ein
Wenn Sie CNC-gefräste Halterungen mit engen Toleranzen benötigen, Schnelle Lieferung, und vollständige Inspektionsberichte, GD Prototyping ist bereit zu helfen. Lade deine STEP-Datei und Zeichnung hoch, und unser Engineering-Team antwortet mit einem Angebot und DFM-Feedback innerhalb 12 Stunden.
Wir bearbeiten Halterungen für die Automobilindustrie, Luft- und Raumfahrt, Medizinisch, Elektronik, und Industriekunden aus unserer Anlage mit 3-Achs-Anlagen, 4-Achse, und 5-Achsen-CNC-Fähigkeit, Toleranzen bis zu ±0,01 mm, und Ra 0.2 μm Oberflächenoberfläche.