
CNC Machining for Brackets: Materials, Tolerances, and How to Order
CNC machining for brackets gives you tight tolerances (±0.01 mm to ±0.05 mm), zero porosity, and fast lead times of 5 to 14 days with no tooling cost. It works best for aluminum, steel, and titanium brackets in quantities from 1 to 5,000 units.
What Is CNC Machining for Brackets?

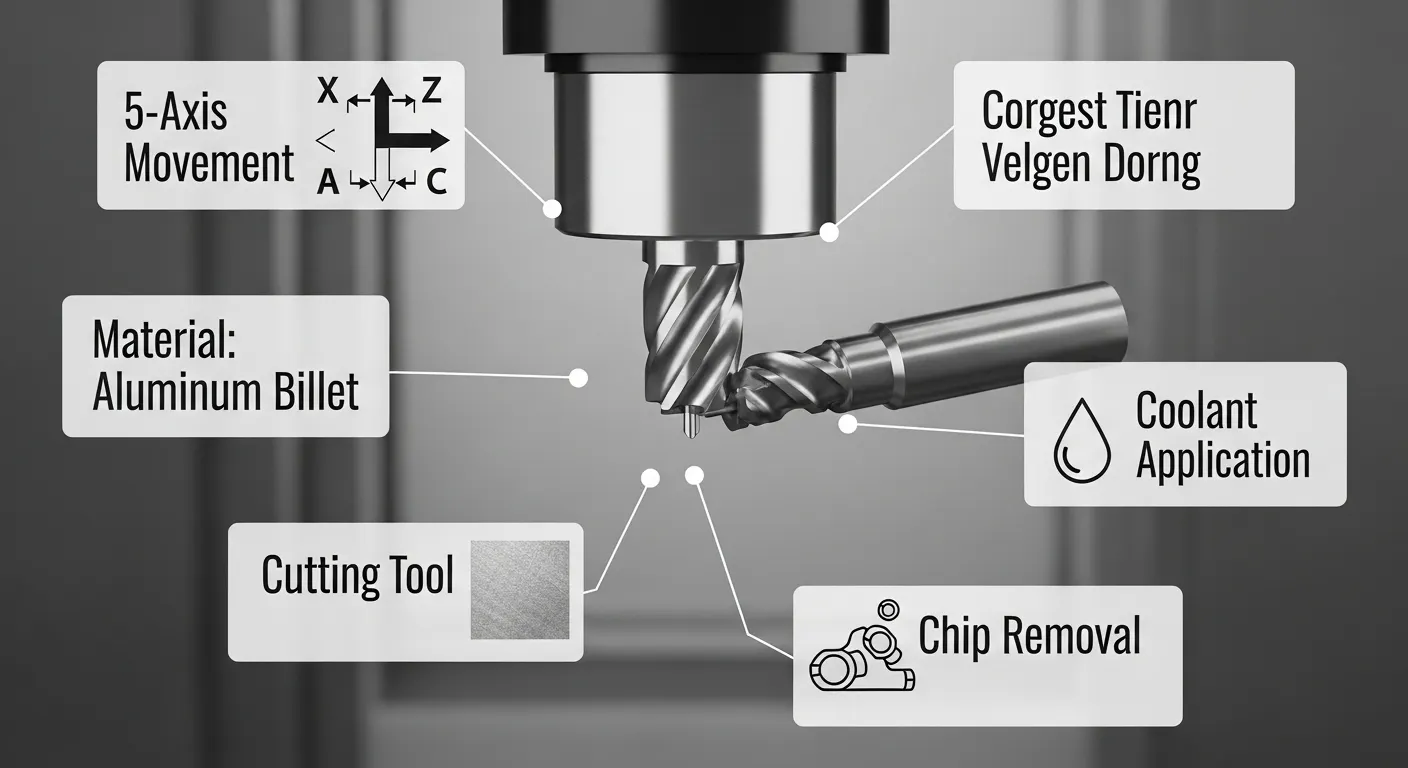
CNC machining for brackets means cutting a bracket directly from solid metal or plastic billet using computer-controlled mills and lathes. The machine follows a programmed tool path, removing material until the final shape is reached.
It's different from casting or stamping because:
- No mold or die is needed
- You can change the design between batches at no extra cost
- Dimensional accuracy is controlled to ±0.01 mm on critical features
- There's no porosity risk from trapped gas or shrinkage
This makes CNC the go-to process for prototype brackets, low-to-mid volume production runs, and any bracket that has tight tolerance or structural requirements.
When Should You Use CNC Machining for Brackets?
CNC machining is the right choice when your bracket needs:
- Tolerances tighter than ±0.1 mm
- Thin walls under 3 mm
- Complex geometry across multiple faces
- Material integrity from a solid billet (no voids)
- Quantities from 1 unit up to around 5,000 units
For brackets over 10,000 units with simple geometry, die casting or stamping becomes more cost-effective. For decorative or non-load-bearing parts, 3D printing may be faster.
If you're unsure which process fits your project, the team at GD Prototyping can review your drawing and recommend the right approach in 12 hours.
Best Materials for CNC Machined Brackets
Material choice is the most important design decision for a bracket. Here's what we work with most often:
| Material | Tensile Strength | Best For | Notes |
|---|---|---|---|
| Aluminum 6061-T6 | 310 MPa | Automotive, aerospace, general structural | Lightweight, great anodize adhesion |
| Aluminum 7075-T6 | 503 MPa | High-load aerospace brackets | Harder to machine, higher cost |
| Steel 4140 | 655 MPa | Heavy-duty industrial brackets | Needs coating to prevent rust |
| Stainless Steel 316 | 515 MPa | Marine, medical, food-grade | Excellent corrosion resistance |
| Titanium Grade 5 | 950 MPa | Aerospace, motorsport | Highest strength-to-weight ratio |
| PEEK | 100 MPa | Electrical isolation brackets | Non-conductive, heat resistant |
Aluminum 6061-T6 covers about 70% of the bracket projects we handle. It machines fast, holds tight tolerances well, and accepts anodizing for a durable surface finish.
Tolerances You Can Expect
Standard CNC machining tolerances for brackets depend on the feature type:
- General dimensions: ±0.05 mm
- Bores and shafts: ±0.01 mm to ±0.02 mm
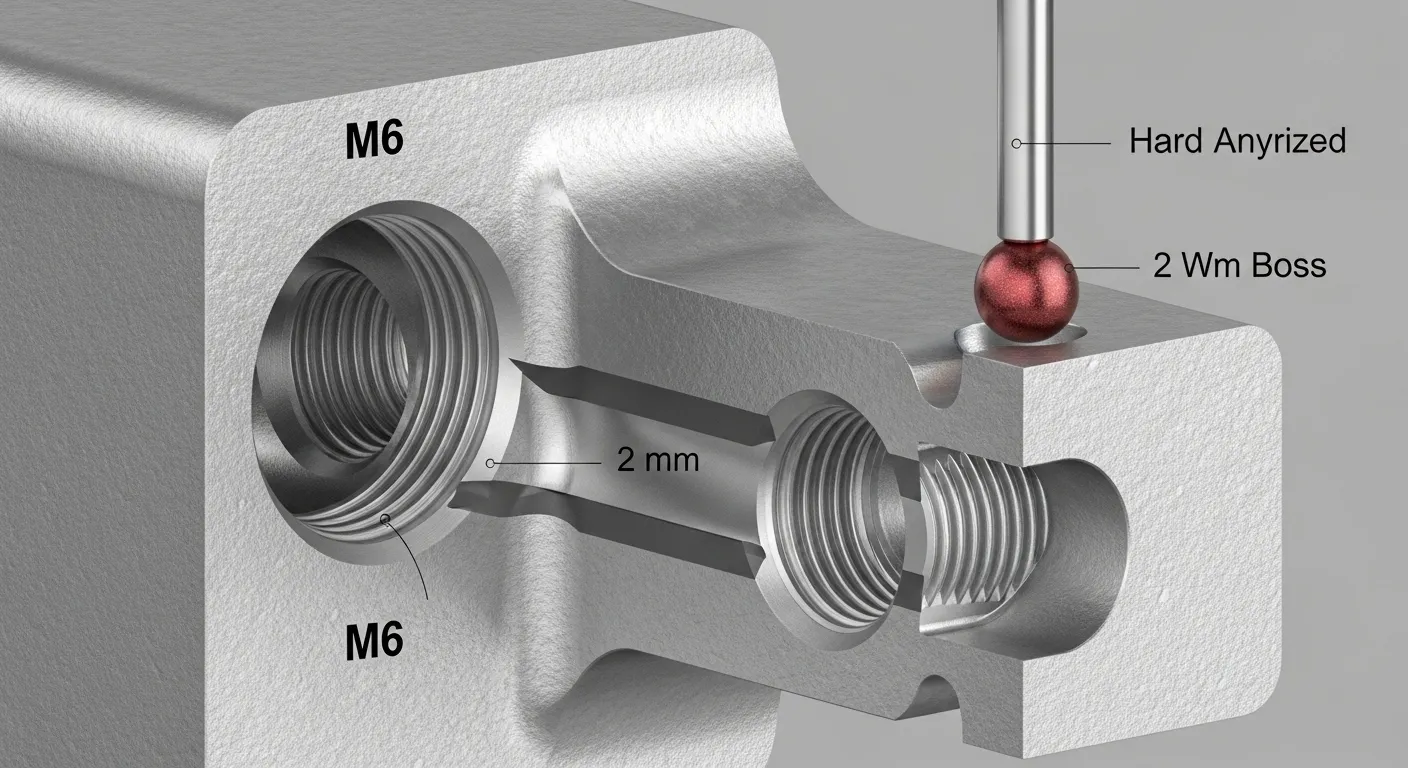
- Threaded holes (M4 to M12): 6H tolerance standard
- Wall thickness: ±0.05 mm (walls above 1.5 mm)
- Flatness: 0.02 mm over 100 mm
For thin-wall brackets under 2 mm, tolerances need extra consideration during CAM programming and fixturing. Our CNC machining case studies include examples of thin-wall bracket jobs we've completed for automotive and aerospace clients.
Surface Finish Options for Brackets
The right surface finish protects the bracket and improves appearance. Common options include:
- As-machined: Ra 1.6 µm, lowest cost, suitable for internal structural parts
- Bead blasted: Ra 1.0 to 2.0 µm, uniform matte texture, hides tool marks
- Type II anodize: 5 to 25 µm layer, decorative, moderate corrosion resistance
- Type III hard anodize: 25 to 50 µm layer, best for engine bays, high-wear zones
- Electroless nickel plating: Good for steel and aluminum in corrosive environments
- Powder coat: Thick protective finish, good for structural machine brackets
Most automotive and electronics brackets we machine leave in Type III hard anodize at 25 µm thickness.
How the CNC Bracket Machining Process Works
Here's the typical workflow from file to finished bracket:
- DFM review: We check your CAD file for wall thickness, feature depth, and tolerance feasibility before machining starts
- CAM programming: Tool paths are programmed in Mastercam or Fusion 360, with fixture design included
- Material preparation: Billet stock is cut to rough size and staged for the machine
- Roughing: We remove 70 to 80% of material quickly using large-diameter end mills at high feed rates
- Semi-finishing and finishing: Smaller tools achieve final dimensions and surface finish targets
- Threading and drilling: Tapped holes and drilled features are added after main milling is complete
- Deburring and cleaning: Parts are hand-deburred and ultrasonically cleaned before inspection
- Inspection: CMM measurement verifies critical dimensions; thread gauges confirm hole tolerances
- Surface treatment: Anodizing, plating, or coating is applied per drawing callout
- Packaging and shipping: Parts are individually protected and shipped with inspection reports
CNC Machining vs. Other Bracket Manufacturing Methods
| Method | Tolerance | Min Qty | Lead Time | Porosity Risk | Tooling Cost |
|---|---|---|---|---|---|
| CNC Machining | ±0.01–0.05 mm | 1 unit | 5–14 days | None | None |
| Die Casting | ±0.1–0.3 mm | 1,000+ | 4–6 weeks | Medium-High | $3,000–$20,000+ |
| Investment Casting | ±0.1–0.25 mm | 50+ | 3–5 weeks | Low-Medium | $1,000–$5,000 |
| Sheet Metal Bending | ±0.1–0.5 mm | 1 unit | 3–7 days | None | Low |
| 3D Printing (FDM) | ±0.2–0.5 mm | 1 unit | 1–3 days | None | None |
CNC machining wins for precision and flexibility. Die casting wins at very high volume when the geometry is simple. Sheet metal works well for flat, bent brackets without complex machined features.
Common Bracket Types We Machine
We regularly machine the following bracket types:
- Engine mounting brackets (aluminum 6061-T6 or 7075-T6)
- ECU and sensor housing brackets (aluminum with hard anodize)
- Structural chassis brackets (steel 4140 or stainless 316)
- Aerospace cable management brackets (titanium Grade 5 or aluminum 7075)
- Medical device mounting brackets (316 stainless, electropolished)
- Industrial machine brackets (steel, powder coated)
- PCB mounting and electronics brackets (aluminum or PEEK)
You can see finished examples of our bracket work directly on our CNC machining case studies page.
What to Include in Your Bracket Drawing
A complete drawing speeds up quoting and avoids errors. Make sure yours includes:
- 3D CAD file (STEP or IGES preferred) plus 2D drawing as backup
- All critical tolerances called out directly on the drawing
- Material grade (not just "aluminum," specify 6061-T6)
- Surface finish spec (Ra value and treatment type)
- Thread callouts (size, pitch, tolerance class)
- Quantity needed and any future volume forecast
If your drawing is incomplete, our engineers will flag it during the DFM review before quoting.
Lead Times and Pricing Factors
Lead time for CNC machined brackets depends on:
- Complexity: Simple 3-axis brackets take 5 to 7 days; 5-axis complex brackets take 8 to 14 days
- Quantity: 1 to 10 units are faster than 200+ units
- Finish: As-machined ships faster than parts needing anodizing or plating
- Inspection level: Standard inspection takes 1 day; full CMM report adds 1 to 2 days
Pricing factors include material cost, machine time, fixture complexity, and post-processing. There's no tooling charge for CNC machining, which keeps unit costs predictable at low quantities.
FAQ
What's the minimum order quantity for CNC machined brackets?
There's no minimum. We machine single prototypes and scale up to production orders of thousands of units. Low-volume orders are one of our core services, with no tooling investment required.
Can you machine brackets with thin walls under 2 mm?
Yes. We've held 1.6 mm walls in aluminum 6061-T6 by using reduced feed rates, lower axial depth of cut, and support fixtures during machining. Thin-wall brackets need careful setup, but they're achievable within ±0.05 mm.
What file formats do you accept for bracket quotes?
We accept STEP, IGES, STP, and Parasolid files for 3D models. 2D drawings in PDF or DXF help us confirm tolerances and thread callouts. If you only have a sketch, our team can assist with design review.
How do I know if my bracket design is machinable?
Send us your file and we'll run a free DFM (Design for Manufacturability) check. We'll flag any features that are difficult or impossible to machine, such as internal undercuts, walls that are too thin, or hole depth ratios above 4:1.
Do you provide material certifications for machined brackets?
Yes. We provide material test reports (MTR) and certificates of conformance on request. For aerospace and medical brackets, full traceability documentation is available.
Get a Quote for Your Bracket Project
If you need CNC machined brackets with tight tolerances, fast delivery, and full inspection reports, GD Prototyping is ready to help. Upload your STEP file and drawing, and our engineering team will respond with a quote and DFM feedback within 12 hours.
We machine brackets for automotive, aerospace, medical, electronics, and industrial clients from our facility with 3-axis, 4-axis, and 5-axis CNC capability, tolerances to ±0.01 mm, and Ra 0.2 µm surface finish.