
Serviços de usinagem CNC para gabinete de alumínio: Um Estudo de Caso
Usinamos 150 Caixas de alumínio do tarugo 6061-T6 para um fabricante alemão de automação industrial. Os recintos medidos 180 x 120 x 45 mm com tolerâncias de ±0,02 mm e acabamento anodizado Tipo II. Entregamos tudo 150 Unidades em 12 dias úteis com um 99.3% Taxa de aprovação no primeiro artigo. Aqui está exatamente como fizemos.
Introdução
O cliente nos enviou um arquivo DXF e um prazo apertado. O fornecedor anterior deles havia desmontado 18% de um lote devido à deformação de parede fina nos painéis laterais. Eles precisavam de um parceiro confiável de usinagem CNC que pudesse segurar ±0,02 mm em uma peça com 1.2 mm paredes e entregar em menos de duas semanas.
Já havíamos usinado caixas de alumínio para clientes industriais antes, Mas esse projeto teve três desafios reais empilhados um sobre o outro: paredes finas, bolsos internos profundos, e um requisito de anodização que punia qualquer desvio superficial acima de Ra 1.6 μm. Este estudo de caso mostra exatamente o que fizemos, O que falhou primeiro, e como consertamos isso.
Visão Geral do Projeto
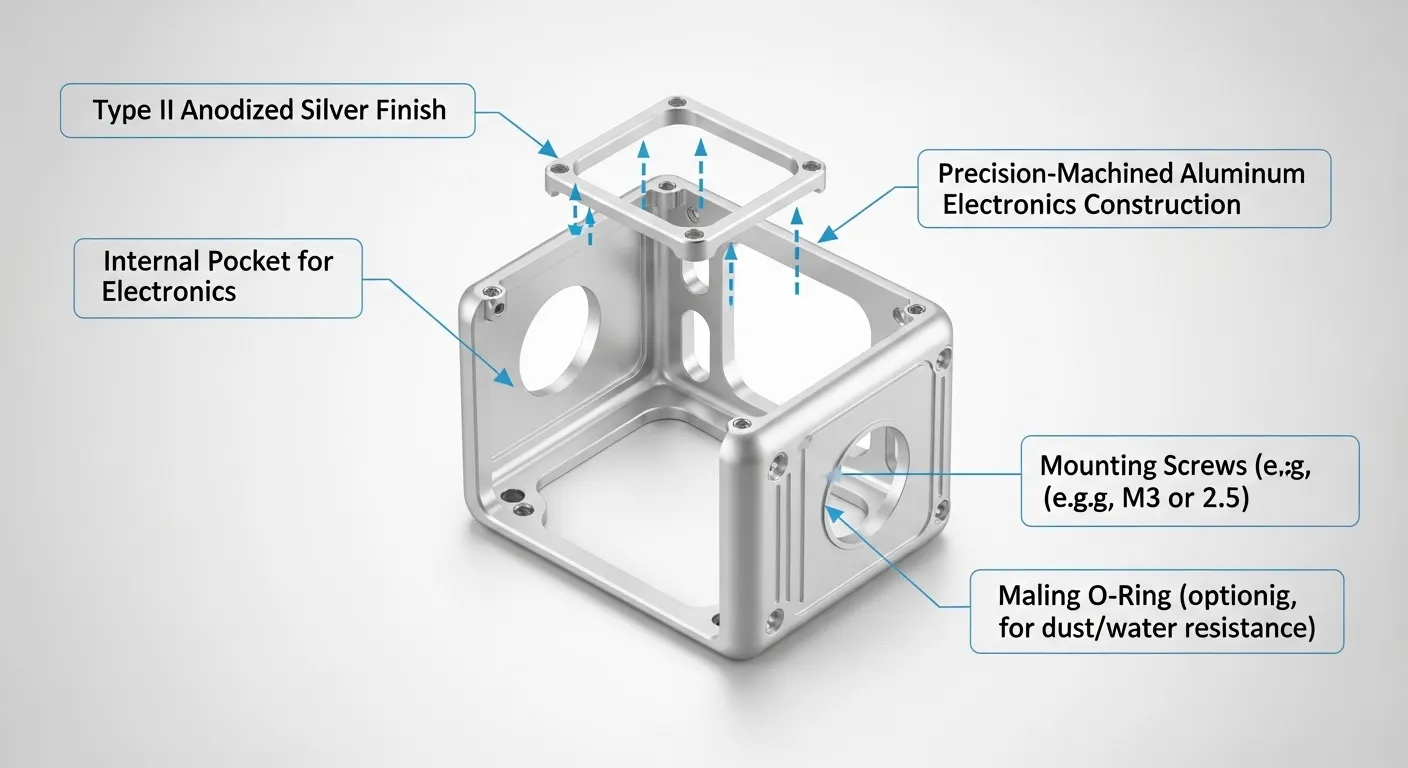
O cliente era um fabricante de automação industrial de médio porte com sede em Stuttgart, Alemanha. Eles precisavam de caixas de alumínio de precisão para abrigar PCBs proprietárias de controle de motor usadas em sistemas de automação de esteiras. Os invólucros precisavam de integridade de blindagem EMI, Ajuste Apertado da Tampa ao Corpo, e um exterior anodizado duro para resistência química em ambientes fabris.
Principais requisitos do projeto:
- 150 unidades em uma única produção
- Usinagem CNC a partir de tarugo (Não é permitido a fundição conforme as especificações de engenharia)
- Profundidade interna do bolso de 38 mm com quatro silências de rosca M3
- Planície da superfície de acoplamento da tampa dentro 0.025 milímetro
- Anodização tipo II, claro, conforme o MIL-A-8625F
Especificações Técnicas
| Parâmetro | Detalhes |
|---|---|
| Material | Alumínio 6061-T6 |
| Dimensões da Peça | 180 x 120 x 45 milímetro (Corpo); 180 x 120 x 6 milímetro (Membro) |
| Espessura da parede | 1.2 milímetro (mínimo) |
| Tolerância | ±0,02 mm em características críticas; ±0,05 mm general |
| Acabamento de Superfície | Ra 1.6 μm pré-anodizado; Pós-processo de anodização transparente tipo II |
| Especificação da rosca | M3 x 0.5, 6Tolerância ao hidrogênio |
| Quantidade | 150 Carrocerias de encerramento + 150 tampas = 300 Partes totais |
| Tempo de espera | 12 Dias úteis |
| Processo Primário | 5-Fregueira CNC no eixo |
| Processo Secundário | Torneamento CNC (Tampa localizando chefes), Desbarba, Anodização |
| Máquina | DMG Mori DMU 50 (5-eixo), Haas VF-2 (3-Desbaste do eixo) |
Processo de usinagem
Dividimos o trabalho em três fases: Roughing, Semi-finalização, e finalização. Cada fase tinha seu próprio sistema de fixação.
Fase 1: Programação e Configuração de CAM
Nosso engenheiro de CAM rodou a peça no Mastercam, Uso de caminhos de ferramenta de limpeza adaptativa para desbaste. Nós miramos 70% remoção de estoque no Haas VF-2 antes de transferir peças para o DMG Mori para acabamento. Essa divisão reduziu o tempo de ciclo de Mori do DMG de 38 minutos para 22 minutos por parte.
Parâmetros de desbaste no Haas VF-2:
- 12 Fresa de extremidade de carbureto de 3 flautas mm
- Velocidade do eixo: 12,000 RPM
- Taxa de alimentação: 3,200 mm/min
- Profundidade de corte: 3 milímetro
- Fluido de arrefecimento de inundação ligado em todo o corpo
Fase 2: 5-Acabamento do eixo
Transferimos as peças brutas para a DMG Mori DMU 50 para todas as características críticas. O sistema de 5 eixos nos permitiu usinar o bolso interno, pálpebra acasalando, e características do chefe M3 em uma única operação de fixação. Isso eliminou o erro de refixturing, que foi a causa raiz das falhas de tolerância do fornecedor anterior.
Parâmetros de chegada:
- 6 Fresa de carbureto polido de 2 flautas mm (Revestido com ZrN)
- Velocidade do eixo: 18,000 RPM
- Taxa de alimentação: 1,800 mm/min
- Profundidade axial: 0.3 mm por passagem
Fase 3: Rosca e Desbarba
As roscas M3 foram cortadas com uma batida de formação em 300 RPM com óleo de corte limpo. Todas as peças passaram por um ciclo vibratório de desbarba (45 Ata) Antes da inspeção. Enviamos peças confirmadas para nosso parceiro de anodização dentro 24 horas de encerramento.
Desafios e Soluções
Esta seção é a parte mais importante do estudo de caso. Dois problemas nos custaram meio dia de produção no início da produção.
Desafio 1: Deformação de parede fina durante o desbaste
No primeiro lote experimental de 10 partes, Vimos 0.08 mm arco externo em ambos 1.2 Paredes laterais em mm após desbaste. O Haas VF-2 aplicava força radial de corte excessiva durante as passagens agressivas de limpeza adaptativa.
Primeira tentativa: Reduzimos a taxa de alimentação por 20%. A curvatura melhorou, mas não desapareceu. Em 0.045 milímetro, Ainda estávamos fora das especificações.
O conserto funcionou: Mudamos a estratégia de fixturing. Em vez de prender a peça em ambas as extremidades do eixo longo, Adicionamos uma luminária central de suporte feita de náilon. Isso distribuía a pressão de fixação e reduzia a vibração da parede em vão livre. Também mudamos de uma limpeza adaptativa nas paredes para uma passagem dedicada para acabamento de paredes em 0.5 Profundidade radial de corte em mm. Curvatura reduzida para 0.007 milímetro, que está bem dentro da especificação de ±0,02 mm.
Desafio 2: Planicidade da superfície de acoplamento da tampa
A especificação do cliente exigia planitude entre tampa e corpo dentro 0.025 mm sobre o 180 Comprimento da face em mm. Nossa primeira medição em lote mostrou 0.038 Desvio mm, causado pelo crescimento térmico no alumínio após desbaste intenso.
Corrigir: Introduzimos um descanso de recarga de 15 minutos após o período de desfecho antes de terminar a face de acasalamento. Também reduzimos a velocidade do eixo para a passagem de frente de 15,000 Para 11,000 RPM para reduzir a entrada de calor. A planitude final ao longo de toda a produção foi em média 0.016 milímetro, bem dentro das especificações.
Controle de Qualidade

Usamos um CMM Zeiss Contura para todas as inspeções de primeiro artigo. Todo primeiro artigo relato (LONGE) coberto 22 Dimensões críticas, incluindo:
- Profundidade de bolso: 38.00 Mm ± 0.02 milímetro
- Superfície da pálpebra acasalando: 0.025 mm max
- Bitola de rosca M3 go/no-go por DIN EN ISO 1502
- Espessura da parede em seis pontos por peça
- Comprimento total da carroceria, largura, Altura
Para peças de produção, Inspecionamos a cada 15ª parte usando um plano de amostragem estatística (AQL 1.0, Nível II conforme ANSI/ASQ Z1.4). Qualquer medição por lote fora dos limites de controle acionava um 100% verificação do anterior 15 Partes.
A rugosidade da superfície foi verificada com um perfilômetro Mitutoyo SJ-210. Ra pré-anodizar em média 1.3 μm, o que proporcionou ao processo de anodização uma superfície limpa para trabalhar e produziu uma consistência consistente, Revestimento uniforme.
TodoCaixas de protótipos de usinagem CNC trabalhamos para seguir esse mesmo processo de inspeção apoiado pelo CMM.
Resultados
Os números importavam aqui. Aqui está o que entregamos:
- Entrega: 150 Recintos completos (Corpo + Membro) em 12 Dias úteis
- Taxa de aprovação no primeiro artigo: 99.3% (149/150 as unidades passaram pela inspeção CMM sem retrabalho)
- 1 Unidade reformulada: Uma das tampas apresentava um desvio de planicidade de 0.031 milímetro, Capturado na inspeção, re-refaced em 8 Ata, e reinspecionado antes do envio
- Taxa de sucata: 0% (Zero peças descartadas vs. 18% no fornecedor anterior do cliente)
- Mudança dimensional pós-anodização: Média 0.008 Crescimento em mm por face, totalmente dentro da tolerância do cliente
- Feedback do cliente: Ajuste do assento da junta EMI confirmado em todos 150 Assemblies; Nenhuma falha de campo foi reportada após 3 Meses de uso em produção
Esse resultado foi possível porque combinamos a disciplina de fixturing de 5 eixos com verificações em tempo real em cada fase. NossoServiços de usinagem CNC são projetados para lidar exatamente com esse tipo de tolerância apertada, Trabalho multi-características em alumínio.
Por que a usinagem CNC foi a escolha certa
A equipe de engenharia do cliente considerou duas alternativas: fundição sob pressão e impressão 3D em metal DMLS.
A escolha do elenco foi descartado em 150 Unidades. O custo das ferramentas para um molde de fundição de alumínio começa em $8,000-$15,000 e toma 4-6 semanas para cortar. Isso não é viável para este volume ou linha do tempo.
Impressão 3D DMLS poderia ter feito a geometria, mas o acabamento superficial do alumínio impresso exige um pós-processamento significativo para atingir Ra 1.6 μm, e precisão dimensional em silências internas de rosca no DMLS raramente atinge a tolerância de 6 horas sem usinagem secundária.
Usinagem CNC a partir de tarugo nos deu:
- Propriedades completas do material 6061-T6 (sem porosidade, Sem variação de grão na fundição)
- Controle direto de tolerância sem operações secundárias
- Superfície pronta para anodização em um único conjunto
- Sem custo de ferramenta em 150 Unidades
Para volumes entre 10 e 500 Unidades, Caixas de alumínio usinadas CNC superavam consistentemente ambas as alternativas em custo, Tempo de espera, e confiabilidade dimensional. Você também pode explorar nossoFabricação de chapa metálica eO Elenco serviços se seu volume ou geometria exigir uma abordagem diferente.
Perguntas Freqüentes
Qual grau de alumínio é melhor para caixas usinadas?
6061-T6 é a escolha mais comum. Ele é feito de forma limpa, anodiza bem, e oferece uma boa relação força-peso. Para aplicações de maior resistência, 7075-O T6 funciona melhor, mas custa mais e é um pouco mais difícil de anodizar de forma uniforme. Usamos 6061-T6 para mais de 80% dos nossos projetos de gabinete de alumínio.
Qual tolerância você pode manter em caixas de alumínio?
Rotineiramente mantemos ±0,02 mm em características críticas, como faces de acoplamento e diâmetros de furo, usando fresagem CNC de 5 eixos. Tolerâncias gerais de perfil são ±0,05 mm. Para características mais apertadas que ±0,01 mm, usamos passagens de finalização guiadas por CMM dedicadas.
Qual é a espessura mínima da parede que podemos usinar?
Já usinamos paredes tão finas quanto 0.8 mm em 6061-T6 usando passagens de acabamento de baixa força e fixaturas de suporte personalizadas. Muros sob 1.0 O MM exige fixação cuidadosa e redução das forças de corte para evitar deformação.
Como a anodização afeta as dimensões finais?
Anodização Tipo II (claro, 5-25 Espessura μm) acrescenta aproximadamente 0.005-0.015 mm por face. Levamos isso em conta no programa de usinagem deixando a margem de estoque anodizado em superfícies críticas. Para anodização dura (Tipo III), O crescimento pode chegar 0.025-0.050 mm e devem ser planejadas no projeto.
Você consegue lidar com projetos protegidos por NDA?
Sim. A GD Prototipagem opera sob acordos rigorosos de confidencialidade. Não compartilhamos desenhos, Arquivos de peças, ou detalhes do cliente sem consentimento por escrito. Isso é especialmente importante para clientes em estágio de pré-produção. Você podeSolicite um orçamento confidencial aqui.
Conclusão
A usinagem de caixas de alumínio parece simples até que você esteja segurando um 1.2 mm de parede até ±0,02 mm sobre um 180 Envergadura em mm. Acertar requer a estratégia certa de fixação, Gestão térmica adequada entre as operações, e inspeção apoiada pelo CMM em todas as etapas.
Usinamos 150 Unidades em 12 Dias com um 99.3% taxa de aprovação e zero sucata. Se você tiver um projeto semelhante de gabinete de alumínio, se é uma série protótipo de 5 ou um lote de 500,Envie seus desenhos para um orçamento gratuito. Nossa equipe responde dentro de 12 Horas.
Explore nossos estudos de caso de usinagem CNC para ver projetos de alumínio mais precisos como este.