
Services d’usinage CNC pour boîtiers en aluminium: Une étude de cas
Nous avons usiné 150 Boîtiers en aluminium en billette 6061-T6 pour un fabricant allemand d’automatisation industrielle. Les enclos mesurés 180 x 120 x 45 mm avec des tolérances de ±0,02 mm et une finition anodisée de type II. Nous avons tout livré 150 Unités dans 12 Jours ouvrables avec un 99.3% Taux de réussite au premier article. Voici exactement comment nous avons procédé.
Introduction
Le client nous a envoyé un fichier DXF et un délai serré. Leur fournisseur précédent avait été mis à la casse 18% d’un lot dû à une déformation à paroi fine sur les panneaux latéraux. Ils avaient besoin d’un partenaire fiable en usinage CNC capable de maintenir ±0,02 mm sur une pièce avec 1.2 mm et livrer en moins de deux semaines.
Nous avions déjà usiné des boîtiers en aluminium pour des clients industriels auparavant, Mais ce projet comportait trois véritables défis empilés les uns sur les autres: Murs fins, Profondes poches internes, et une exigence d’anodisation qui punissait toute déviation de surface au-dessus de Ra 1.6 μm. Cette étude de cas explique exactement ce que nous avons fait, Qu’est-ce qui a échoué en premier, et comment nous l’avons réparé.
Aperçu du projet
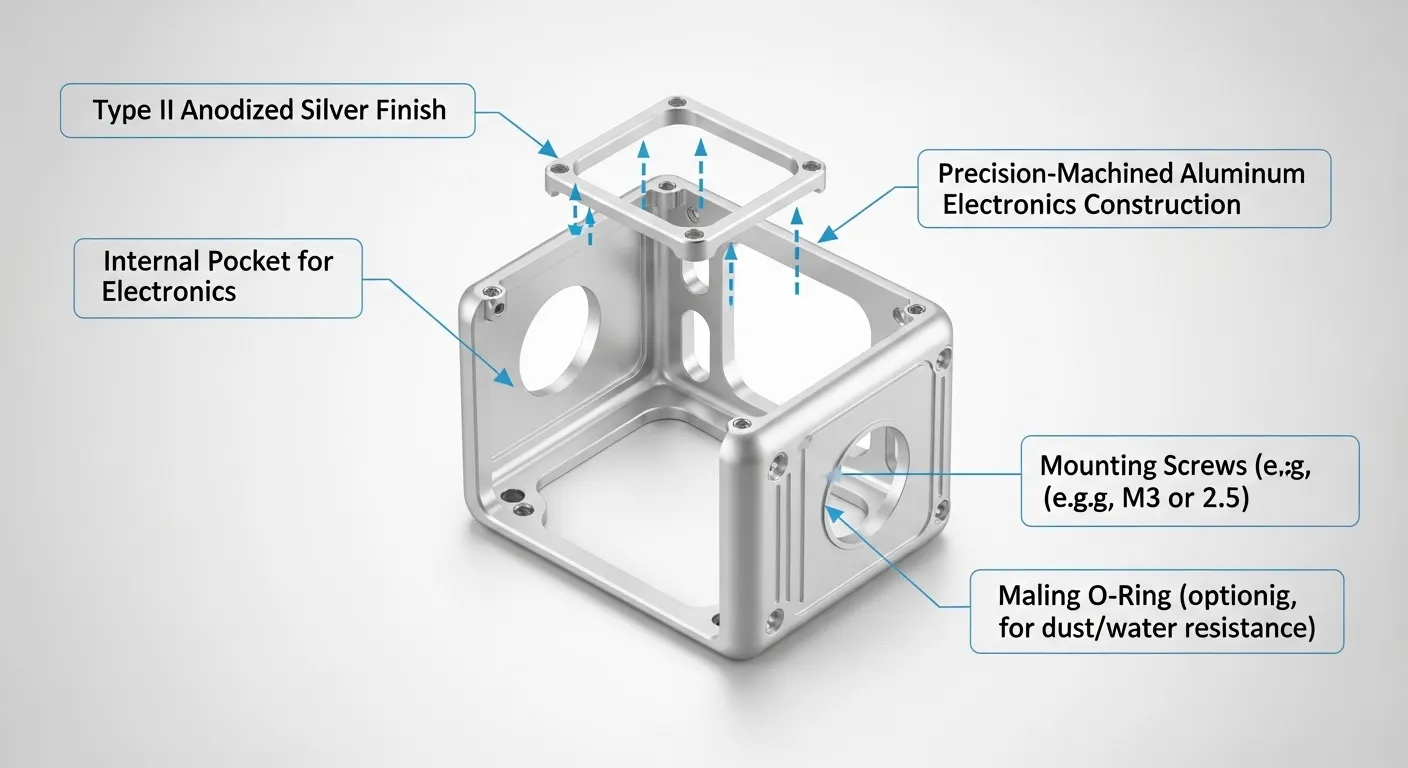
Le client était un fabricant d’automatisation industrielle de taille moyenne basé à Stuttgart, Allemagne. Ils avaient besoin d’enceintes en aluminium de précision pour loger des circuits imprimés propriétaires à commande de moteur utilisés dans les systèmes d’automatisation des convoyeurs. Les boîtiers nécessitaient une intégrité de blindage EMI, ajustement serré du couvercle au corps, et un extérieur en anodise dure pour la résistance chimique en milieu industriel.
Exigences clés du projet:
- 150 unités dans une seule série de production
- Usiné CNC à partir de billette (Pas de moulage autorisé selon les spécifications techniques)
- Profondeur de poche interne de 38 mm avec quatre enjoliveurs de filetage M3
- Surface d’accouplement de la plaie à l’intérieur 0.025 mm
- Anodise de type II, clair, par MIL-A-8625F
Spécifications techniques
| Paramètre | Détails |
|---|---|
| Matériel | Aluminium 6061-T6 |
| Dimensions de la pièce | 180 x 120 x 45 mm (Carrosserie); 180 x 120 x 6 mm (Membre) |
| Épaisseur des parois | 1.2 mm (minimum) |
| Tolérance | ±0,02 mm sur les caractéristiques critiques; ±0,05 mm général |
| Finition de surface | Ra 1.6 μm pré-anodisé; Post-procédé anodise clair de type II |
| Spécification du filetage | M3 x 0.5, 6Tolérance à l’hydrogène |
| Quantité | 150 Corps d’enceinte + 150 couvercles = 300 Total des parties |
| Delai | 12 Jours de travail |
| Processus primaire | 5-Fraisage CNC axé |
| Processus secondaire | Tournage CNC (Couvercle Localisant les Boss), Débavure, Anodisation |
| Machine | DMG Mori DMU 50 (5-axe), Haas VF-2 (3-Grossissement des axes) |
Processus d’usinage
Nous avons divisé le travail en trois phases: Grossoiage, Demi-finale, et la finition. Chaque phase avait sa propre installation de fixation.
Phase 1: Programmation et configuration CAM
Notre ingénieur FAO a réalisé la partie dans Mastercam, Utilisation des parcours d’outils de dégagement adaptatif pour l’égouttage. Nous avons ciblé 70% retrait du stock sur le Haas VF-2 avant de transférer les pièces au DMG Mori pour la finition. Cette division réduisait le temps de cycle de Mori du DMG 38 minutes à 22 Minutes par partie.
Paramètres d’ébauche sur le Haas VF-2:
- 12 Fraise de bout en carbure 3 cannelures mm
- Vitesse de la broche: 12,000 Tr / min
- Taux d’avance: 3,200 mm/min
- Profondeur de coupe: 3 mm
- Liquide de refroidissement d’inondation allumé partout
Phase 2: 5-Finition de l’axe
Nous avons déplacé les pièces brutes vers le DMG Mori DMU 50 pour toutes les caractéristiques critiques. La configuration 5 axes nous permettait d’usiner la poche interne, Paupière face d’accouplement, et les caractéristiques du m3 dans une seule opération de serrage. Cela éliminait l’erreur de refixation, ce qui était la cause principale des défauts de tolérance du fournisseur précédent.
Paramètres d’arrivée:
- 6 Fraise de bout en carbure poli à 2 cannelures mm (Revêtu de ZrN)
- Vitesse de la broche: 18,000 Tr / min
- Taux d’avance: 1,800 mm/min
- Profondeur axiale: 0.3 mm par passage
Phase 3: Filetage et ébavurage
Les filetages M3 étaient découpés avec un point de formage à 300 RPM avec de l’huile de coupe soignée. Toutes les parties ont suivi un cycle vibratoire de débavuturage (45 minutes) Avant inspection. Nous avons envoyé des pièces confirmées à notre partenaire d’anodise à l’intérieur 24 Heures de validation.
Défis et solutions
Cette section constitue la partie la plus importante de l’étude de cas. Deux problèmes nous ont coûté une demi-journée de production en début de série.
Défi 1: Déformation des parois minces lors de l’aspersion
Dans le premier lot d’essai en 10 parties, On a vu 0.08 mm arc vers l’extérieur sur les deux 1.2 Mm de murs latéraux après le grossissement. Le Haas VF-2 appliquait trop de force de coupe radiale lors des passages de dégagement adaptatif agressif.
Première tentative: Nous avons réduit le débit d’alimentation de 20%. Le rentre s’est amélioré mais n’a pas disparu. À 0.045 mm, Nous étions encore hors spécifications.
Réparation qui a marché: Nous avons changé la stratégie d’installation. Au lieu de serrer la pièce aux deux extrémités de l’axe long, Nous avons ajouté un support central en nylon. Cela répartissait la pression de serrage et réduisait les vibrations des parois sur la portée libre. Nous sommes également passés d’un dégagement adaptatif sur les murs à un passage dédié à la finition des murs à 0.5 Profondeur radiale de coupe en mm. Inclinaison descendue à 0.007 mm, ce qui est bien dans la spécification ±0,02 mm.
Défi 2: Surface d’accouplement des couvercles Plateté
La spécification client exigeait une aplanéité couvercle-corps à l’intérieur 0.025 mm au-dessus du 180 Longueur de face en mm. Notre première mesure en série a montré 0.038 Déviation en mm, Causé par une croissance thermique dans l’aluminium après un grossissement important.
Réparer: Nous avons introduit un repos de 15 minutes après le roughing avant de terminer la face de reproduction. Nous avons également réduit la vitesse de la broche pour le passage face à partir de 15,000 à 11,000 Le régime moteur pour réduire l’apport de chaleur. La platitude finale sur toute la production moyenne 0.016 mm, Bien dans les spécifications.
Contrôle qualité

Nous avons utilisé un CMM Zeiss Contura pour toutes les inspections du premier article. Chaque premier article de rapport (LOIN) couvert 22 Dimensions critiques, y compris:
- Profondeur de poche: 38.00 mm ± 0.02 mm
- Surface de la paupière: 0.025 mm max
- Calibre M3 de filetage go/no-go selon DIN EN ISO 1502
- Épaisseur de paroi à six points par pièce
- Longueur totale de la carrosserie, Largeur, Taille
Pour les pièces de production, Nous avons inspecté chaque quinzième partie à l’aide d’un plan d’échantillonnage statistique (AQL 1.0, Niveau II selon ANSI/ASQ Z1.4). Toute mesure par lots en dehors des limites de contrôle déclenchait un 100% vérification des éléments précédents 15 Pièces.
La rugosité de la surface a été vérifiée avec un profilomètre Mitutoyo SJ-210. Ra pré-anodisé en moyenne 1.3 μm, ce qui a permis au procédé d’anodise d’avoir une surface propre et d’obtenir une uniformité, Revêtement uniforme.
ToutBoîtiers prototypes d’usinage CNC nous travaillons à suivre ce même processus d’inspection soutenu par le CMM.
Résultats
Les chiffres comptaient ici. Voici ce que nous avons livré:
- Livraison: 150 Enceintes complètes (Carrosserie + Membre) dans 12 Jours de travail
- Taux de réussite au premier article: 99.3% (149/150 les unités ont réussi l’inspection CMM sans retravail)
- 1 Unité retravaillée: Un couvercle présentait une déviation de platitude de 0.031 mm, Capturé lors de l’inspection, Refait en surface dans 8 minutes, et réinspecté avant l’expédition
- Taux de ferraille: 0% (Aucune pièce mise à la ferraille vs. 18% chez l’ancien fournisseur du client)
- Changement dimensionnel post-anodise: Moyenne 0.008 Croissance en mm par face, Totalement dans la tolérance du client
- Retour client: Ajustement du joint EMI confirmé sur tous 150 Assemblées; Aucune défaillance de champ n’a été signalée après 3 Mois d’utilisation en production
Ce résultat a été possible car nous avons combiné la discipline de fixturing sur 5 axes avec des contrôles en temps réel en cours à chaque phase. NotreServices d’usinage CNC sont conçus pour gérer exactement ce type de tolérance serrée, Travail en aluminium multi-caractéristiques.
Pourquoi l’usinage CNC était le bon choix
L’équipe d’ingénierie du client avait envisagé deux alternatives: Moulage sous pression et impression 3D DMLS en métal.
Le casting a été écarté à 150 Unités. Le coût d’outillage d’un moule en aluminium commence à $8,000-$15,000 et prend 4-6 semaines avant de couper. Ce n’est pas viable pour ce volume ou cette chronologie.
Impression 3D DMLS aurait pu faire la géométrie, mais la finition de surface sur l’aluminium tel qu’imprimé nécessite un post-traitement important pour atteindre Ra 1.6 μm, et la précision dimensionnelle sur les bosses de filetage internes dans DMLS atteint rarement la tolérance de 6 mains sans usinage secondaire de toute façon.
Usinage CNC à partir de billette nous l’a donné:
- Propriétés complètes du matériau 6061-T6 (Pas de porosité, Aucune variation de grain par coulée)
- Contrôle direct de tolérance sans opérations secondaires
- Surface prête à l’anodisation dans une seule configuration
- Aucun coût d’outillage à 150 Unités
Pour les volumes entre 10 et 500 Unités, Les boîtiers en aluminium usiné CNC ont constamment surpassé les deux alternatives en termes de coût, Delai, et fiabilité dimensionnelle. Vous pouvez également explorer notreFabrication de tôle etLe casting services si votre volume ou votre géométrie nécessite une approche différente.
FAQ
Quelle qualité aluminium est la meilleure pour les boîtiers usinés?
6061-T6 est le choix le plus courant. Il est mécanique proprement, Anodise bien, et offre un bon rapport force/poids. Pour des applications à haute résistance, 7075-Le T6 fonctionne mieux mais coûte plus cher et est un peu plus difficile à anodizer de façon uniforme. Nous utilisons 6061-T6 pour plus de 80% de nos projets d’enceintes en aluminium.
Quelle tolérance peut-on maintenir sur les boîtiers en aluminium?
Nous maintenons régulièrement ±0,02 mm sur des caractéristiques critiques comme les faces d’accouplement et les diamètres d’alésage grâce à un fraisage CNC 5 axes. Les tolérances générales du profil sont de ±0,05 mm. Pour des caractéristiques plus serrées que ±0,01 mm, nous utilisons des passes de finition guidées par CMM dédiées.
Quelle est l’épaisseur minimale de paroi que nous pouvons usiner?
Nous avons réussi à usiner des murs aussi fins que 0.8 mm en 6061-T6 utilisant des passes de finition à faible force et des supports de support personnalisés. Murs en dessous 1.0 Le MM nécessite une fixation soigneuse et des forces de coupe réduites pour éviter la déformation.
Comment l’anodisation affecte-t-elle les dimensions finales?
Anodisation de type II (clair, 5-25 μm d’épaisseur) ajoute à peu près 0.005-0.015 mm par face. Nous prenons cela en compte dans le programme d’usinage en laissant la marge de stock d’anodisation sur les surfaces critiques. Pour l’anodise dure (Type III), La croissance peut atteindre 0.025-0.050 mm et doivent être intégrés à la conception.
Pouvez-vous gérer des conceptions protégées par un NDA?
Oui. GD Prototying fonctionne sous stricts accords de confidentialité. Nous ne partageons pas de dessins, Fichiers de pièces, ou détails clients sans consentement écrit. C’est particulièrement important pour les clients en phase de préproduction. Tu peuxDemandez un devis confidentiel ici.
Conclusion
L’usinage d’enceintes en aluminium semble simple jusqu’à ce que vous teniez un 1.2 mm mur à ±0,02 mm sur un 180 Envergure en mm. Pour bien faire les choses, il faut la bonne stratégie d’installation, Gestion thermique appropriée entre les opérations, et inspection soutenue par le CMM à chaque étape.
Nous avons usiné 150 Unités dans 12 Des jours avec un 99.3% taux de réussite et zéro ferraille. Si vous avez un projet similaire d’enceinte en aluminium, Qu’il s’agisse d’une série prototype de 5 ou un lot de 500,Envoyez-nous vos dessins pour obtenir un devis gratuit. Notre équipe répond en 12 Heures.
Découvrez nos études de cas en usinage CNC pour voir plus de projets en aluminium de précision comme celui-ci.