
Servicios de mecanizado CNC para cajas de aluminio: Un estudio de caso
Mecanizamos 150 Cajas de aluminio de palanca 6061-T6 para un fabricante alemán de automatización industrial. Los recintos medidos 180 x 120 x 45 mm con tolerancias de ±0,02 mm y acabado anodizado tipo II. Entregamos todo 150 Unidades en 12 Días laborables con un 99.3% Tasa de aprobados del primer artículo. Así es exactamente como lo hicimos.
Introducción
El cliente nos envió un archivo DXF y un plazo muy ajustado. Su proveedor anterior había sido desguazado 18% de un lote debido a deformación de pared delgada en los paneles laterales. Necesitaban un socio fiable en mecanizado CNC que pudiera soportar ±0,02 mm en una pieza con 1.2 mm paredes y entrega en menos de dos semanas.
Ya habíamos mecanizado cajas de aluminio para clientes industriales antes, Pero este proyecto tenía tres desafíos reales apilados uno sobre otro: paredes delgadas, Bolsillos internos profundos, y un requisito de anodización que castigaba cualquier desviación superficial por encima de Ra 1.6 μm. Este estudio de caso explica exactamente lo que hicimos, Lo que falló primero, y cómo lo arreglamos.
Resumen del proyecto
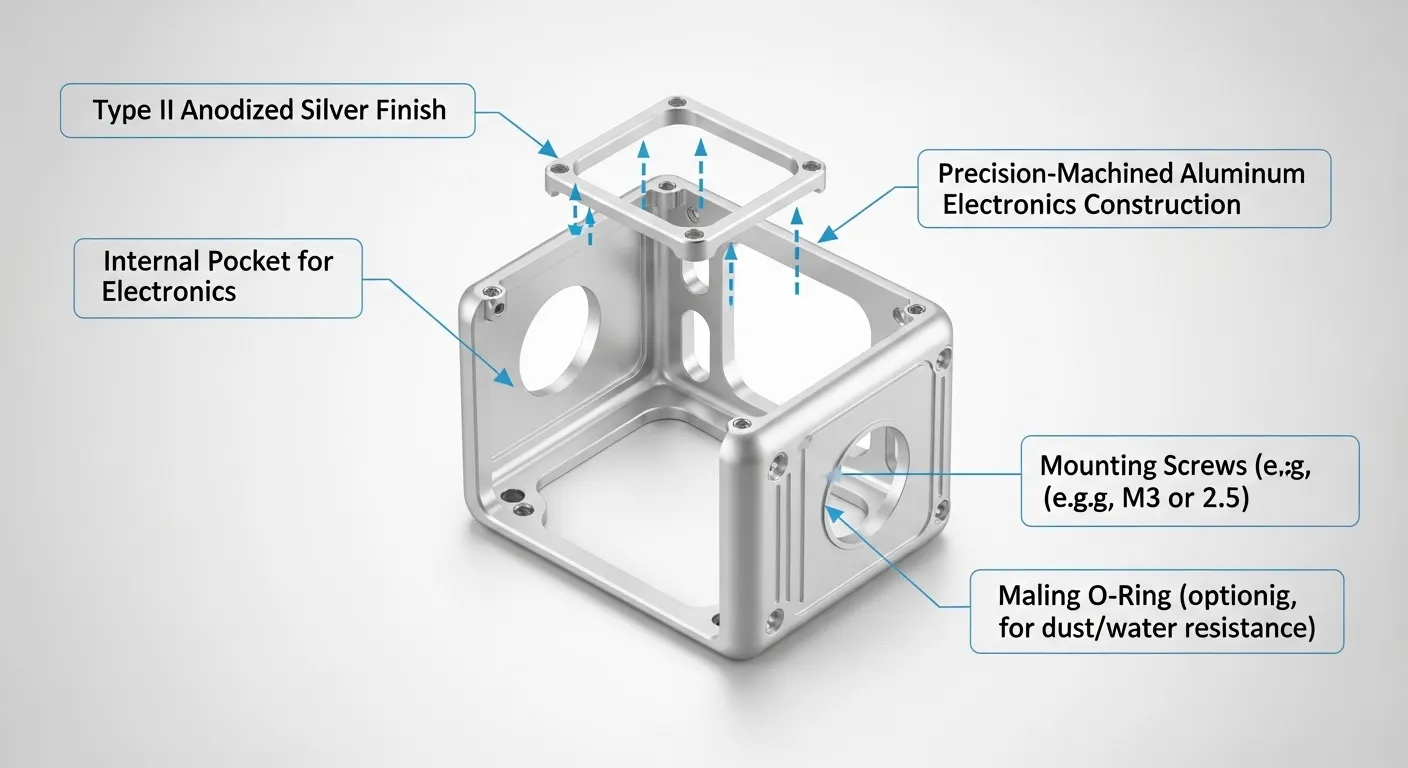
El cliente era un fabricante de automatización industrial de tamaño medio con sede en Stuttgart, Alemania. Necesitaban carcasas de aluminio de precisión para alojar PCBs de control de motores propietarias utilizadas en sistemas de automatización de transportadores. Las cajas necesitaban integridad de blindaje EMI, ajuste ajustado de la tapa al cuerpo, y un exterior anodizado duro para resistencia química en entornos industriales.
Requisitos clave del proyecto:
- 150 unidades en una sola tirada de producción
- Mecanizado CNC a partir de lingote (No se permite la fundición según las especificaciones de ingeniería)
- Profundidad interna de bolsillo de 38 mm con cuatro elevaciones de rosca M3
- Planitud de la superficie de acoplamiento de la tapa 0.025 mm
- Anodizar tipo II, claro, según el MIL-A-8625F
Especificaciones técnicas
| Parámetro | Detalles |
|---|---|
| Material | Aluminio 6061-T6 |
| Dimensiones de la pieza | 180 x 120 x 45 mm (Cuerpo); 180 x 120 x 6 mm (Miembro) |
| Grosor de la pared | 1.2 mm (mínimo) |
| Tolerancia | ±0,02 mm en características críticas; ±0,05 mm general |
| Acabado superficial | Ra 1.6 μm preanodizado; Post-proceso de anodización transparente tipo II |
| Especificación de rosca | M3 x 0.5, 6Tolerancia a la hidrogoma |
| Cantidad | 150 Carrocerías de recinto + 150 tapas = 300 Partes totales |
| Tiempo de espera | 12 Días laborables |
| Proceso primario | 5-Fresado CNC en eje |
| Proceso secundario | Torneado CNC (Tapa localizando jefes), Desbarbado, Anodización |
| Máquina | DMG Mori DMU 50 (5-eje), Haas VF-2 (3-Desbaste en el eje) |
Proceso de mecanizado
Dividimos el trabajo en tres fases: Rugado, Semifinales, y finalización. Cada fase tenía su propio sistema de accesorios.
Fase 1: Programación y Configuración CAM
Nuestro ingeniero CAM gestionó la pieza en Mastercam, Uso de trayectorias de despeje adaptativo para el desbaste. Hemos apuntado 70% retirada de material en el Haas VF-2 antes de trasladar las piezas al DMG Mori para el acabado. Esta división redujo el tiempo de ciclo de Mori de DMG 38 minutos para 22 minutas por parte.
Parámetros de desbaste en el Haas VF-2:
- 12 Fresa de carburo de 3 ranuras mm
- Velocidad del husillo: 12,000 RPM
- Tasa de alimentación: 3,200 mm/min
- Profundidad de corte: 3 mm
- Refrigerante de inundación activado en todo el proceso
Fase 2: 5-Acabado en el eje
Trasladamos las piezas en bruto a la DMG Mori DMU 50 para todas las características críticas. La configuración de 5 ejes nos permitía mecanizar el bolsillo interno, Párpado que se aparea cara, y el jefe M3 se presenta en una sola operación de sujeción. Esto eliminó errores de re-fijación, que fue la causa principal de los fallos de tolerancia del proveedor anterior.
Parámetros de llegada:
- 6 Fresa de carburo pulido de 2 flautas mm (Recubierto de ZrN)
- Velocidad del husillo: 18,000 RPM
- Tasa de alimentación: 1,800 mm/min
- Profundidad axial: 0.3 mm por pasada
Fase 3: Roscado y desbarbado
Las roscas M3 se cortaron con un grifo de formado. 300 RPM con aceite de corte limpio. Todas las piezas pasaron por un ciclo vibratorio de desbarbado (45 Actas) Antes de la inspección. Enviamos piezas confirmadas a nuestro socio de anodización dentro de 24 Horas de cierre.
Desafíos y soluciones
Esta sección es la parte más importante del estudio de caso. Dos problemas nos costaron medio día de producción al principio de la serie.
Desafío 1: Deformación de pared delgada durante el desbaste
En el primer lote de prueba de 10 partes, vimos 0.08 mm arco hacia fuera en ambos 1.2 Paredes laterales de mm después de desbaste. El Haas VF-2 aplicaba demasiada fuerza radial de corte durante los agresivos pases adaptativos de limpieza.
Primer intento: Reducimos la tarifa de alimentación 20%. La inclinación mejoró pero no desapareció. En 0.045 mm, Todavía estábamos fuera de las especificaciones.
Arreglo que funcionó: Hemos cambiado la estrategia de fijación. En lugar de sujetar la pieza en ambos extremos del eje largo, Añadimos una lámpara central de soporte hecha de nailon. Esto distribuía la presión de sujeción y reducía la vibración de la pared en el vano libre. También cambiamos de un claro adaptativo en las paredes a un paso dedicado para el acabado de muros en 0.5 Profundidad radial de corte en mm. Inclinación descendida a 0.007 mm, lo cual está perfectamente dentro de la especificación de ±0,02 mm.
Desafío 2: Planitud de la superficie de acoplamiento de la tapa
La especificación del cliente requería planitud entre la tapa y el cuerpo 0.025 mm sobre el 180 Longitud de cara en mm. Nuestra primera medición por lotes mostró 0.038 Desviación mm, causado por el crecimiento térmico en el aluminio tras un desbaste intenso.
Arreglar: Introdujimos un descanso de recarga de 15 minutos tras el roughing antes de terminar la cara de apareamiento. También redujimos la velocidad del husillo para el paso de cara a frente de 15,000 Para 11,000 RPM para reducir la entrada de calor. Planitud final a lo largo de toda la producción promediada 0.016 mm, Muy dentro de las especificaciones.
Control de calidad

Utilizamos un CMM Zeiss Contura para todas las inspecciones de los primeros artículos. Cada primer informe de artículo (LEJOS) cubierto 22 Dimensiones críticas, Incluido:
- Profundidad de bolsillo: 38.00 Mm ± 0.02 mm
- Planitud facial del párpado: 0.025 mm max
- Calibre de rosca M3 para ir o no ir según DIN EN ISO 1502
- Grosor de la pared en seis puntos por parte
- Longitud total de la carrocería, Ancho, altura
Para piezas de producción, Inspeccionamos cada 15ª parte utilizando un plan estadístico de muestreo (AQL 1.0, Nivel II según ANSI/ASQ Z1.4). Cualquier medición por lotes fuera de los límites de control activaba una 100% comprobación de lo anterior 15 partes.
La rugosidad superficial se verificó con un perfilómetro Mitutoyo SJ-210. Ra promediado antes de anodizar 1.3 μm, lo que proporcionaba al proceso de anodización una superficie limpia con la que trabajar y producía una consistencia, Recubrimiento uniforme.
TodosCajas de prototipos de mecanizado CNC trabajamos para seguir este mismo proceso de inspección respaldado por CMM.
Resultados
Aquí los números importaban. Esto es lo que entregamos:
- Entrega: 150 Recintos completos (Cuerpo + Miembro) en 12 Días laborables
- Tasa de aprobados del primer artículo: 99.3% (149/150 las unidades superaron la inspección CMM sin retrabajo)
- 1 Unidad reestructurada: Una tapa tenía una desviación de planitud de 0.031 mm, Capturado en la inspección, Reafaciado en 8 Actas, y reinspeccionado antes del envío
- Tasa de desguace: 0% (Cero piezas desguazadas vs. 18% en el proveedor anterior del cliente)
- Cambio dimensional posterior a la anodización: Promedio 0.008 Crecimiento en mm por cara, Totalmente dentro de la tolerancia del cliente
- Comentarios de los clientes: Ajuste de la junta EMI confirmado en todos 150 asambleas; No se reportaron fallos de campo después 3 Meses de uso en producción
Este resultado fue posible porque combinamos la disciplina de fijación de 5 ejes con comprobaciones en tiempo real en proceso en cada fase. NuestroServicios de mecanizado CNC están diseñadas para soportar exactamente este tipo de tolerancia estricta, Trabajo de aluminio multifunción.
Por qué el mecanizado CNC fue la elección correcta
El equipo de ingeniería del cliente había considerado dos alternativas: fundición a presión e impresión 3D de metal DMLS.
El reparto fue descartado en 150 unidades. El coste de las herramientas para un molde de fundición a presión de aluminio comienza en $8,000-$15,000 y toma 4-6 semanas para cortar. Eso no es viable para este volumen ni para la línea temporal.
Impresión 3D DMLS podría haber hecho la geometría, pero el acabado superficial en aluminio impreso requiere un postprocesado significativo para alcanzar Ra 1.6 μm, y la precisión dimensional en los patrones de rosca interna en DMLS rara vez cumple la tolerancia de 6 horas sin mecanizado secundario.
Mecanizado CNC a partir de lingote Nos lo dio:
- Propiedades completas del material 6061-T6 (sin porosidad, No hay variación de grano en la fundición)
- Control directo de tolerancia sin operaciones secundarias
- Superficie lista para anodización en una sola configuración
- No hay coste de herramientas en 150 unidades
Para volúmenes entre 10 y 500 unidades, Las cajas de aluminio mecanizado CNC superaban consistentemente ambas alternativas en coste, Tiempo de espera, y fiabilidad dimensional. También puedes explorar nuestroFabricación de chapa metálica yEl reparto servicios si tu volumen o geometría requiere un enfoque diferente.
Preguntas más frecuentes
¿Qué grado de aluminio es mejor para cajas mecanizadas??
6061-T6 es la opción más común. Se maquinaría de forma limpia, Anodiza bien, y ofrece una buena relación fuerza-peso. Para aplicaciones de mayor resistencia, 7075-El T6 funciona mejor pero cuesta más y es un poco más difícil de anodizar de forma uniforme. Usamos 6061-T6 para más de 80% de nuestros proyectos de cajas de aluminio.
¿Qué tolerancia puedes mantener en cajas de aluminio?
Habitualmente mantenemos ±0,02 mm en características críticas como caras de acoplamiento y diámetros de diámetro de perforación utilizando fresado CNC de 5 ejes. Las tolerancias generales del perfil son ±0,05 mm. Para características más ajustadas de ±0,01 mm, utilizamos pasadas de acabado guiadas por CMM dedicadas.
¿Cuál es el grosor mínimo de pared que podemos mecanizar?
Hemos mecanizado con éxito paredes tan finas como 0.8 mm en 6061-T6 usando pases de acabado de baja fuerza y accesorios de soporte personalizados. Muros bajo 1.0 El MM requiere una fijación cuidadosa y fuerzas de corte reducidas para evitar deformaciones.
¿Cómo afecta la anodización a las dimensiones finales??
Anodización tipo II (claro, 5-25 Espesor μm) Añade aproximadamente 0.005-0.015 mm por cara. Tenemos esto en cuenta en el programa de mecanizado dejando el margen de material de anodización en superficies críticas. Para anodización dura (Tipo III), El crecimiento puede alcanzar 0.025-0.050 mm y deben planificarse en el diseño.
¿Puedes manejar diseños protegidos por NDA??
Sí. GD Prototipado opera bajo estrictos acuerdos de confidencialidad. No compartimos dibujos, Archivos de partes, o detalles del cliente sin consentimiento por escrito. Esto es especialmente importante para los clientes en fases de preproducción. PuedesSolicita un presupuesto confidencial aquí.
Conclusión
El mecanizado de cajas de aluminio parece sencillo hasta que no sostienes un 1.2 pared mm a ±0,02 mm sobre una 180 Tramo en mm. Hacerlo bien requiere la estrategia adecuada de accesorios, Gestión térmica adecuada entre operaciones, y la inspección respaldada por CMM en cada etapa.
Mecanizamos 150 Unidades en 12 Días con un 99.3% Tasa de aprobación y cero chatarra. Si tienes un proyecto similar de caja de aluminio, ya sea una ejecución prototipo de 5 o un lote de 500,Envíanos tus dibujos para obtener un presupuesto gratuito. Nuestro equipo responde dentro de 12 horas.
Explora nuestros estudios de caso de mecanizado CNC ver más proyectos de aluminio de precisión como este.