
CNC-Bearbeitungsdienste für Aluminiumgehäuse: Eine Fallstudie
Wir haben gearbeitet 150 Aluminiumgehäuse aus dem 6061-T6-Billet für einen deutschen Industrieautomations-OEM. Die gemessenen Gehege 180 x 120 x 45 mm mit Toleranzen von ±0,02 mm und einer Typ-II-eloxierten Oberfläche. Wir haben alles geliefert 150 Einheiten in 12 Arbeitstage mit einem 99.3% Erstartikel-Bestehensquote. So haben wir es genau gemacht.
Einleitung
Der Kunde hat uns eine DXF-Akte und eine enge Frist geschickt. Ihr vorheriger Lieferant hatte verschrottet 18% von einer Charge aufgrund von Dünnwandverformung an den Seitenpaneelen. Sie brauchten einen zuverlässigen CNC-Bearbeitungspartner, der ±0,02 mm auf einem Teil halten konnte mit 1.2 MM-Wände und Lieferung in weniger als zwei Wochen.
Wir hatten schon Aluminiumgehäuse für Industriekunden gefräst, Doch dieses Projekt hatte drei echte Herausforderungen, die sich übereinander stapelten: dünne Wände, Tiefe innere Taschen, und eine Anodisierungsanforderung, die jede Oberflächenabweichung oberhalb von Ra bestrafte. 1.6 μm. Diese Fallstudie zeigt genau, was wir gemacht haben, Was zuerst fehlgeschlagen ist, und wie wir es behoben haben.
Projektübersicht
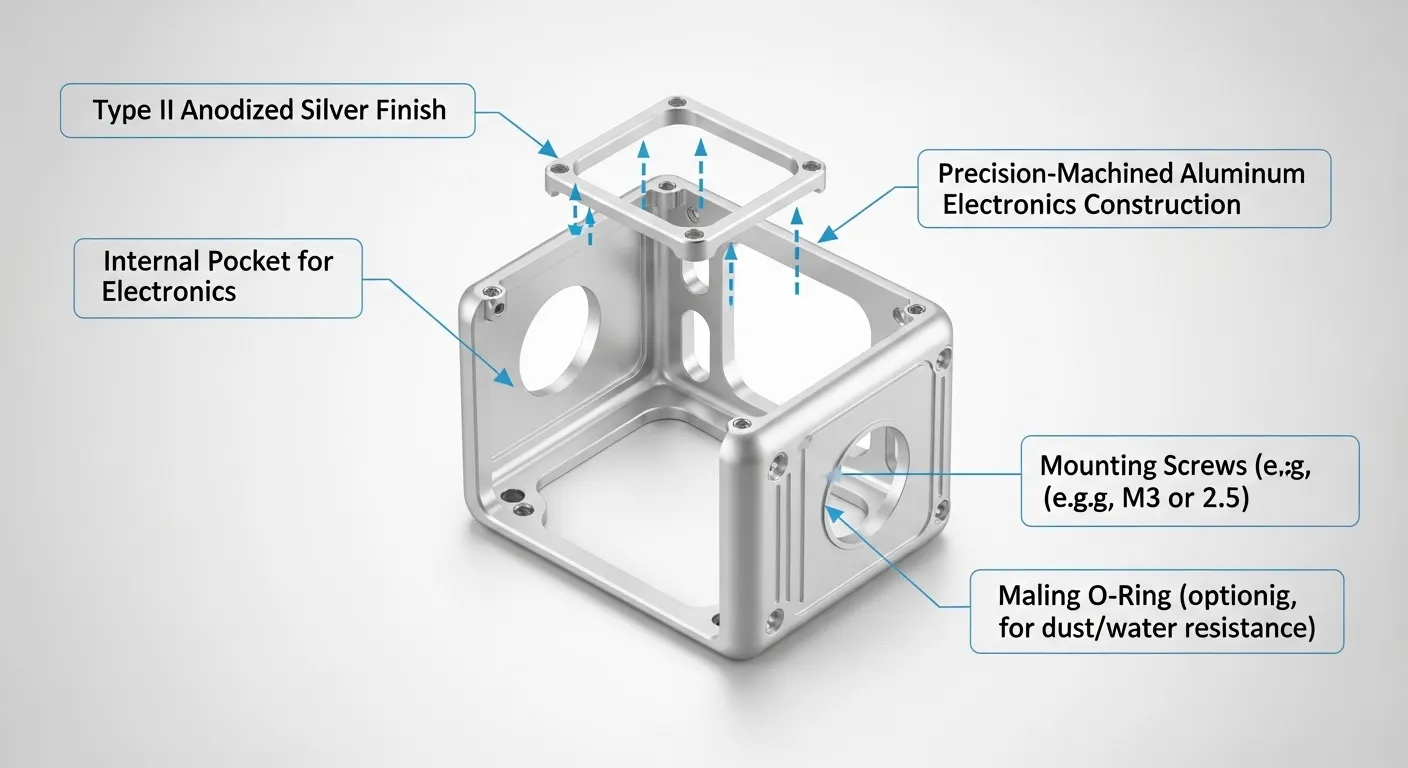
Der Auftraggeber war ein mittelgroßer Hersteller von Industrieautomation mit Sitz in Stuttgart, Deutschland. Sie benötigten präzise Aluminiumgehäuse, um proprietäre Motorsteuerungsleiterplatten in Förderbandautomationssystemen unterzubringen. Die Gehäuse benötigten eine EMI-Abschirmungsintegrität, enge Deckel-zu-Körper-Passform, und eine harteloxierte Außenseite für chemische Beständigkeit in Fabrikumgebungen.
Wichtige Projektanforderungen:
- 150 Einheiten in einer einzigen Produktionsserie
- CNC-Bearbeitung aus Block (Guss ist laut Ingenieurspezifikation kein Gießen erlaubt)
- Innere Taschentiefe von 38 mm mit vier M3-Gewindebossen
- Deckeloberflächenflachheit im Inneren 0.025 Mm
- Typ-II-Anodisierung, klar, laut MIL-A-8625F
Technische Daten
| Parameter | Details |
|---|---|
| Material | Aluminium 6061-T6 |
| Bauteilmaße | 180 x 120 x 45 Mm (Karosserie); 180 x 120 x 6 Mm (Mitglied) |
| Wandstärke | 1.2 Mm (Minimum) |
| Toleranz | ±0,02 mm bei kritischen Merkmalen; ±0,05 mm allgemein |
| Oberflächengüte | Ra 1.6 μm voranodisiert; Typ-II-Klaranodisierungs-Nachbearbeitung |
| Gewindespezifikation | M3 x 0.5, 6H-Toleranz |
| Menge | 150 Gehegungskörper + 150 LIDS = 300 Gesamtteile |
| Vorlaufzeit | 12 Arbeitstage |
| Primärer Prozess | 5-CNC-Fräsen für Achsen |
| Sekundärer Prozess | CNC-Drehen (Deckel-Lokalisierungsbosse), Entgraten, eloxierend |
| Maschine | DMG Mori DMU 50 (5-Achse), Haas VF-2 (3-Achsen-Roughing) |
Bearbeitungsprozess
Wir haben den Auftrag in drei Phasen unterteilt: Raulauf, Halbfinalisierung, und Veredelung. Jede Phase hatte ihre eigene Fixturing-Konfiguration.
Phase 1: CAM-Programmierung und Einrichtung
Unser CAM-Ingenieur hat das Teil in Mastercam geleitet, Verwendung adaptiver Clearing-Werkzeugbahnen für das Schruppen. Wir haben es ins Visier genommen 70% Serienentfernung am Haas VF-2, bevor Teile zum DMG Mori zur Fertigstellung umgestellt wurden. Diese Aufteilung verkürzte die DMG Mori-Zykluszeit von 38 Minuten bis 22 Minuten pro Teil.
Rohschnittparameter auf dem Haas VF-2:
- 12 Mm-3-Rillen-Hartmetall-Endfräser
- Spindeldrehzahl: 12,000 RPM
- Zuführrate: 3,200 mm/min
- Schnitttiefe: 3 Mm
- Kühlwasser wird durchgehend eingeschaltet
Phase 2: 5-Achsen-Finish
Wir haben unbeholfene Teile in die DMG Mori DMU verlegt 50 für alle kritischen Merkmale. Das 5-Achsen-System ermöglichte es uns, die innere Tasche zu bearbeiten, Deckel-Kopplingsfläche, und M3-Boss in einem einzigen Klemmmechanismus. Dadurch wurde ein Nachfixierungsfehler beseitigt, was die Hauptursache für die Toleranzfehler des vorherigen Anbieters war.
Finishingparameter:
- 6 MM-2-Rillen-Poliert-Hartmetall-Endfräser (ZrN-beschichtet)
- Spindeldrehzahl: 18,000 RPM
- Zuführrate: 1,800 mm/min
- Axialtiefe: 0.3 mm pro Durchgang
Phase 3: Gewinde und Entgraten
Die M3-Gewinde wurden mit einem Umformzahn bei 300 Drehzahl mit sauberem Schneidöl. Alle Teile durchliefen einen vibrierenden Entgratungszyklus (45 Minuten) Vor der Inspektion. Wir haben bestätigte Teile an unseren Eloxierpartner im Inneren geschickt 24 Stunden Abmeldung.
Herausforderungen und Lösungen
Dieser Abschnitt ist der wichtigste Teil der Fallstudie. Zwei Probleme kosteten uns zu Beginn der Produktion einen halben Tag Produktionszeit.
Herausforderung 1: Dünnwand-Verformung während des Schuppenbaus
Bei der ersten 10-teiligen Testserie, Wir haben es gesehen 0.08 Mm nach außen gerichteter Bug bei beiden 1.2 mm Seitenwände nach dem Schraubau. Die Haas VF-2 übte während der aggressiven adaptiven Clearing-Passagen zu viel radiale Schneidkraft aus.
Erster Versuch: Wir haben die Fütterungsrate um 20%. Das Verbeugen wurde besser, verschwand aber nicht. Bei 0.045 Mm, Wir waren immer noch außerhalb der Spezifikation.
Das hat funktioniert.: Wir haben die Spielstrategie geändert. Anstatt das Teil an beiden Enden der langen Achse zu klemmen, Wir haben eine zentrale Stütze aus Nylon hinzugefügt. Dieser verteilte Klemmdruck und reduzierte die Vibrationen der freien Spannwand. Wir sind außerdem von adaptiver Reinigung an den Wänden auf einen speziellen Wand-Finish-Durchgang umgestiegen 0.5 mm radiale Schnitttiefe. Verbeugung gesenkt zu 0.007 Mm, was gut im Spezifikationsbereich von ±0,02 mm liegt..
Herausforderung 2: Deckelnahtflächeebene
Die Kundenspezifikation verlangte eine Deckel-zu-Karosserie-Flachheit im Inneren 0.025 mm über die 180 mm Gesichtslänge. Unsere erste Chargenmessung zeigte 0.038 mm-Abweichung, Verursacht durch thermisches Wachstum im Aluminium nach starkem Rohbau.
Fix: Wir haben nach dem Roughing eine 15-minütige Abklingzeit eingeführt, bevor wir die Paarungsfläche beendet haben. Wir haben auch die Spindeldrehzahl für den Bearbeitungsdurchgang reduziert von 15,000 Zu 11,000 Drehzahl zur Reduzierung des Wärmeeinsatzes. Die endgültige Flachheit über die gesamte Produktionsreihe hinweg lag im Durchschnitt 0.016 Mm, Gut innerhalb der Spezifikationen.
Qualitätskontrolle

Wir haben für alle Erstartikelinspektionen ein Zeiss Contura CMM verwendet. Jeder erste Artikelbericht (FAR) Gedeckt 22 Kritische Dimensionen, einschließlich:
- Taschentiefe: 38.00 Mm ± 0.02 Mm
- Deckel-Deckel-Flachheit: 0.025 Mm maximal
- M3-Gewinde-Go/No-Go-Gauge gemäß DIN EN ISO 1502
- Wanddicke bei sechs Punkten pro Bauteil
- Gesamtlänge der Karosserie, Breite, Höhe
Für Serienteile, Wir haben jeden 15. Teil mit einem statistischen Stichprobenplan inspiziert (AQL 1.0, Level II gemäß ANSI/ASQ Z1.4). Jede Chargenmessung außerhalb der Kontrollgrenzen löste ein 100% Überprüfung der vorherigen 15 Teile.
Die Oberflächenrauheit wurde mit einem Mitutoyo SJ-210 Profilometer überprüft. Präanodizierte Ra mittelte 1.3 μm, was dem Eloxierungsprozess eine saubere Oberfläche zum Arbeiten gab und eine einheitliche Konsistenz erzeugte, gleichmäßige Beschichtung.
AlleCNC-Bearbeitungsprototypengehäuse Wir arbeiten daran, denselben CMM-gestützten Inspektionsprozess zu befolgen.
Befund
Die Zahlen zählten hier. Das haben wir geliefert:
- Lieferung: 150 Vollständige Umfassungen (Karosserie + Mitglied) in 12 Arbeitstage
- Erstartikel-Bestehensquote: 99.3% (149/150 Einheiten bestanden die CMM-Inspektion ohne Überarbeitung)
- 1 Einheit überarbeitet: Ein Deckel hatte eine Flachheitsabweichung von 0.031 Mm, Bei der Inspektion erwischt, neu gestaltet in 8 Minuten, und vor dem Versand erneut inspiziert
- Schrottrate: 0% (Null Teile verschrottet vs. 18% beim vorherigen Lieferanten des Kunden)
- Dimensionsänderung nach der Anodisierung: Durchschnitt 0.008 Mm-Wachstum pro Fläche, Vollständig innerhalb der Kliententoleranz
- Kundenfeedback: EMI-Dichtung Sitzordnung bei allen bestätigt 150 baugruppen; Danach wurden keine Feldausfälle gemeldet 3 Monate Produktionsnutzung
Dieses Ergebnis war möglich, weil wir die 5-Achsen-Fixturing-Disziplin mit Echtzeit-In-Prozess-Überprüfungen in jeder Phase kombiniert haben. UnserCNC-Bearbeitungsdienstleistungen sind genau für diese Art von engeren Toleranzen konzipiert, Mehrfach-Aluminiumarbeiten.
Warum CNC-Bearbeitung die richtige Wahl war
Das Ingenieurteam des Kunden hatte zwei Alternativen in Betracht gezogen: Druckguss und DMLS-Metall-3D-Druck.
Die casting wurde ausgeschlossen bei 150 Einheiten. Die Werkzeugkosten für eine Aluminiumgussform beginnen bei $8,000-$15,000 und nimmt 4-6 Wochen zum Kürzen. Das ist für diesen Band oder diese Zeitleiste nicht praktikabel.
DMLS 3D-Druck könnte die Geometrie gemacht haben, aber die Oberflächenbehandlung bei as-gedrucktem Aluminium erfordert eine erhebliche Nachbearbeitung, um Ra zu erreichen 1.6 μm, und die Maßgenauigkeit bei inneren Gewindebossen in DMLS erreicht ohnehin selten 6H-Toleranzen ohne Sekundärbearbeitung.
CNC-Bearbeitung aus Blocket hat uns gegeben:
- Vollständige 6061-T6-Materialeigenschaften (Keine Porosität, keine Kornvariation durch das Gießen)
- Direkte Toleranzregelung ohne sekundäre Operationen
- Anodisierungsgeeignete Oberfläche in einer einzigen Anordnung
- Keine Werkzeugkosten bei 150 Einheiten
Für Bände zwischen 10 und 500 Einheiten, CNC-gefräste Aluminiumgehäuse übertreffen beide Alternativen stets in Sachen Kosten, Vorlaufzeit, und dimensionale Zuverlässigkeit. Sie können auch unserBlechbearbeitung unddie casting Service, wenn dein Volumen oder deine Geometrie einen anderen Ansatz erfordert..
Häufig gestellte Fragen
Welche Aluminiumqualität eignet sich am besten für bearbeitete Gehäuse?
6061-T6 ist die gängigste Wahl. Er arbeitet sauber, anodisiert gut, und bietet ein gutes Festigkeits-Gewichts-Verhältnis. Für Anwendungen mit höherer Festigkeit, 7075-T6 funktioniert besser, kostet aber mehr und ist etwas schwerer gleichmäßig zu anodizieren. Wir verwenden 6061-T6 für mehr als 80% von unseren Aluminium-Gehäuseprojekten.
Welche Toleranz kann man bei Aluminiumgehäusen einhalten?
Wir halten routinemäßig ±0,02 mm bei kritischen Merkmalen wie Passflächen und Bohrdurchmessern mit 5-Achsen-CNC-Fräsen. Allgemeine Profiltoleranzen liegen bei ±0,05 mm. Für Merkmale enger als ±0,01 mm, wir verwenden dedizierte, CMM-geführte Finish-Pässe.
Wie hoch ist die minimale Wanddicke, die wir bearbeiten können?
Wir haben erfolgreich Wände so dünn wie möglich gefräst 0.8 mm in 6061-T6 unter Verwendung von kraftarmen Finish-Durchgängen und individuellen Stützvorrichtungen. Mauern darunter 1.0 mm erfordern sorgfältige Befestigungen und reduzierte Schneidkräfte, um Verformungen zu verhindern.
Wie wirkt sich das Anodisieren auf die Endmaße aus??
Typ-II-Eloxierung (klar, 5-25 μm-Dicke) fügt grob hinzu 0.005-0.015 mm pro Fläche. Wir berücksichtigen dies im Bearbeitungsprogramm, indem wir den Anodiszstoffzuschuss auf kritischen Oberflächen lassen. Für Hardanodisize (Typ III), Wachstum kann reichen 0.025-0.050 mm und muss in das Design geplant werden.
Kannst du mit NDA-geschützten Designs umgehen??
Ja. GD Prototyping unterliegt strengen Vertraulichkeitsvereinbarungen. Wir teilen keine Zeichnungen, Teileakten, oder Kundendaten ohne schriftliche Zustimmung. Dies ist besonders wichtig für Kunden in der Vorproduktionsphase. Du kannstHier ein vertrauliches Angebot anfordern.
Schlussfolgerung
Die Bearbeitung von Aluminiumgehäuse sieht unkompliziert aus, solange du nicht ein 1.2 mm Wand bis ±0,02 mm über ein 180 mm-Spannweite. Um es richtig zu machen, braucht man die richtige Fixturing-Strategie, Angemessenes Wärmemanagement zwischen den Operationen, und CMM-gestützte Inspektion in jeder Phase.
Wir haben gearbeitet 150 Einheiten in 12 Tage mit einer 99.3% Bestehensquote und null Schrott. Wenn du ein ähnliches Aluminium-Gehäuseprojekt hast, Ob es sich um einen Prototyp-Lauf von 5 oder eine Charge von 500,Senden Sie uns Ihre Zeichnungen für ein kostenloses Angebot. Unser Team reagiert innerhalb von 12 Stunden.
Entdecken Sie unsere Fallstudien zur CNC-Bearbeitung um präzisere Aluminiumprojekte wie dieses zu sehen.