
What Is Blanking? A Comprehensive Guide to Precision Sheet Metal Cutting
Understand how blanking works, its role in manufacturing, tooling considerations, and practical applications
In modern manufacturing, especially in sheet metal fabrication, blanking is one of the most fundamental cutting operations. It’s the process of cutting flat metal sheets to create useful shapes or parts with precision and efficiency. Blanking isn’t just about separation — it’s about producing consistent, repeatable components that serve as the foundation for many industrial products.
In this guide, we’ll explain what blanking is, how it differs from other cutting methods, tooling and tolerance considerations, and why it matters in manufacturing workflows such as stamping, forming, and progressive die operations.
What Is Blanking?
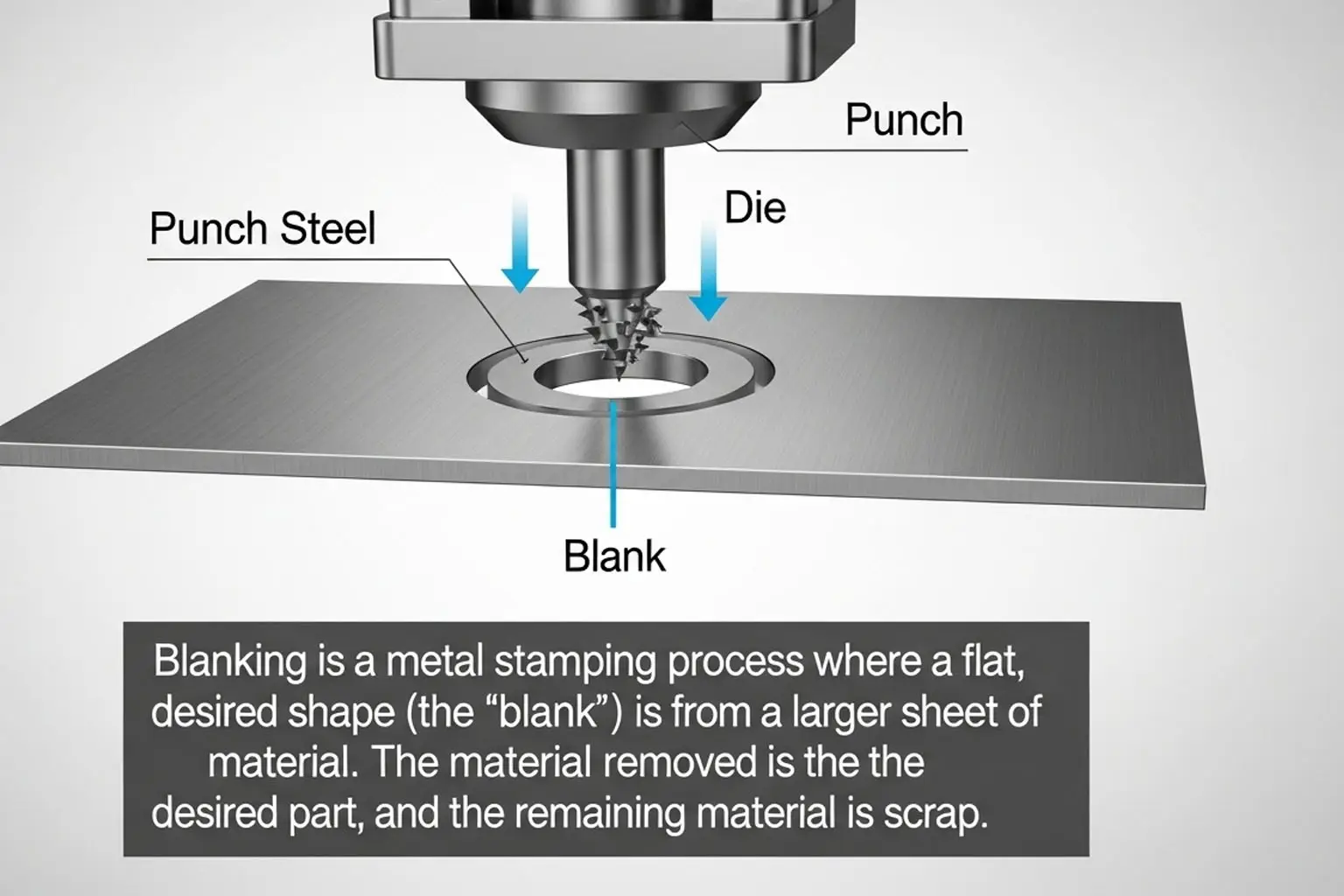
Blanking is a sheet metal cutting process in which a flat piece of metal (blank) is cut out from a larger sheet using a punch and die. The piece that is removed — the blank — is the desired part that will be used in the next stages of manufacturing or as a final component.
The remaining sheet, often referred to as the skeleton or web, becomes the scrap material. Unlike some cutting processes where the sheet retains functionality (such as punching), in blanking the cut-out piece is the finished part.
How the Blanking Process Works
Blanking uses precision tooling in a press machine. The main components include:
-
Punch: The tool that forces through the material
-
Die: The receiving cavity that determines the final shape
-
Strip or Sheet: The metal stock being cut
When the punch descends, it shears the sheet against the die opening, separating the blank from the rest of the sheet. The process is highly repeatable and capable of tight tolerances when tooling is well designed.
Blanking vs Punching
It’s easy to confuse blanking with punching, since both involve a punch and die. The key difference lies in what is kept as the product:
| Process | Product | Scrap |
|---|---|---|
| Blanking | The cut-out piece (blank) | Remaining sheet |
| Punching | The sheet with holes/features | The removed slug |
In blanking, the blank itself becomes the part used or further processed, whereas in punching the sheet remains the functional piece and the removed slug is scrap.(en.wikipedia.org)
Key Advantages of Blanking
Blanking is widely used because it offers:
1. High Repeatability
With properly designed tooling, blanking produces consistent parts with minimal variation across production runs — a major benefit in mass production.
2. Tight Tolerances
Precision dies and controlled press operations allow for tight dimensional control and minimal distortion.
3. Efficient Material Use
Since the blank is the intended part, efficient layout and nesting strategies reduce scrap and lower material cost.
4. Versatility in Part Shapes
Blanking can produce a wide range of shapes — simple or complex — depending on the tooling design and die capabilities.
Tooling Considerations and Die Design
The success of blanking operations depends heavily on tooling quality. Key factors include:
-
Die Clearance: The gap between punch and die influences the quality of the cut, burr formation, and tool life.
-
Shear Angle: A slight shear angle can lower press force requirements and improve cut quality.
-
Material Hardness: Harder materials require more robust tooling and controlled press settings.
-
Lubrication: Proper lubrication reduces tool wear and improves surface finish.
High-precision blanking often uses progressive dies or compound dies that combine multiple operations (blanking, bending, piercing) into a single press stroke, boosting production efficiency.
Materials Suited for Blanking
Blanking works with a wide variety of sheet materials including:
-
Carbon steel
-
Stainless steel
-
Aluminum alloys
-
Brass and copper
-
Copper alloys
-
Specialty alloys used in automotive and aerospace
Different materials influence lubricant choice, press tonnage requirements, and tooling design to ensure quality and consistency across production.
Applications of Blanking in Manufacturing
Blanking is indispensable across diverse industries:
Automotive
Components like brackets, clips, and electrical terminations often start as blanks cut from metal strips.
Electronics
Precise sheet metal blanks form housings, connectors, and shielding components.
Appliances & Consumer Goods
Structural panels or decorative parts may begin as blanks before further forming or finishing.
Industrial Equipment
Machine components, mounting plates, and connector parts are commonly blanked before final machining.
In manufacturing workflows that require additional shaping, blanking is often the first step before bending, forming, welding, or assembly — making it a cornerstone of efficient part production.
Optimizing Blanking for Precision
Achieving the best results from blanking involves:
✔ Proper tool design that considers material, shape, and tolerances
✔ Regular tool maintenance to minimize wear and burrs
✔ Press parameters tuned for consistent speed and force
✔ Part nesting strategies to reduce scrap and maximize material yield
Advanced blanking operations — such as those using progressive dies — can combine piercing, embossing, and forming in a single press cycle, improving throughput while maintaining quality.
Conclusion
Blanking is a critical sheet metal cutting process in which a desired part (the blank) is sheared from a larger sheet using a punch and die. Distinct from punching, blanking focuses on producing the blank as the product and is widely used in precision manufacturing due to its repeatability, tight tolerances, and efficient material use.
At GD Prototyping Technology (Dongguan, China), we leverage expert tooling design, precision stamping presses, and optimized blanking workflows to deliver accurate parts for automotive, electronics, industrial, and custom manufacturing applications. Whether you are prototyping or producing high-volume components, understanding blanking helps ensure the right process choices for quality, cost, and performance.