
Vollständiger Leitfaden zur Oberflächenrauheitstabelle für Präzisionsbearbeitung
Verständnis der realen Oberflächenrauheitswerte — Ra, Rudern, Wie man sie misst, und wie man sie für die präzise CNC-Bearbeitung spezifiziert, Prototyping, und Produktionsteile.
In der Präzisionsfertigung, Erreichen des richtigen Oberflächenrauheit ist genauso entscheidend wie das Erreichen von Dimensionstoleranzen. Oberflächenfinish beeinflusst die Funktionalität der Bauteile, tragen, Dichtungsleistung, Reibung, und Ästhetik. Ingenieure, Konstrukteure, und Käufer müssen verstehen, wie Oberflächenrauheit gemessen wird, Wie interpretiert man das Standard-Oberflächenrauheitsdiagramm, und wie man diese Spezifikationen in realen Projekten anwendet, um eine passende Passform sicherzustellen, Funktion, und kosteneffiziente Produktion.
Dieser ausführliche Leitfaden erklärt die wichtigsten Parameter, Die Bedeutung von Oberflächenoberflächen-Symbolen, Wie man Diagramme liest, und wie GD Prototyping strenge Kontrolle über die Oberflächenrauheit bei Bearbeitung und Prototyping anwendet..
Was ist Oberflächenrauheit und warum sie wichtig ist
Oberflächenrauheit bezieht sich auf die mikroskopische Textur, die nach der Bearbeitung auf der Oberfläche eines Teils zurückbleibt. Sogar Oberflächen, die mit bloßem Auge glatt wirken, enthalten winzige Spitzen und Täler, die durch Schneidwerkzeuge entstehen, Materialverhalten, und Bearbeitungsbedingungen. Diese mikroskopischen Unregelmäßigkeiten haben ein messbares Profil, das beeinflusst, wie Teile in Baugruppen interagieren.
In der Ingenieursprache, Oberflächenrauheit bezieht sich nicht nur auf das visuelle Erscheinungsbild — Er definiert Leistungsmerkmale:
-
Reibung und Verschleiß — Glattere Oberflächen verringern die Reibung und verbessern die Lebensdauer bei Gleitanwendungen.
-
Dichtungsleistung — Abdichtungsflächen benötigen oft eine geringe Rauheit, um Flüssigkeits- oder Gasaustritt zu verhindern.
-
Bauteilmontage — Die Passung zwischen den Verbindungsteilen kann empfindlich auf Oberflächentextur reagieren.
-
Funktionale Ästhetik — Konsum- und Industrieprodukte profitieren von Oberflächen, die Qualität widerspiegeln.
Ohne die Oberflächenrauheit auf technischen Zeichnungen klar anzugeben, Hersteller riskieren inkonsistente Ergebnisse und unerwartete Kosten.
Schlüsselparameter: Ra, Rudern, und More
Oberflächenrauheit verwendet quantitative Parameter, um zu definieren, wie glatt oder strukturiert eine Oberfläche ist. Diese Zahlen werden oft auf technischen Zeichnungen angegeben.
Ra — Rauheit Durchschnittlich
Ra (Arithmetische durchschnittliche Rauheit) misst die durchschnittlichen Höhenabweichungen von Gipfeln und Tälern von der Mittellinie über eine Oberfläche. Er ist der am häufigsten verwendete Parameter, da er einen einfachen Parameter liefert, Konsistenten Wert, der leicht zu spezifizieren und zu messen ist.
Rudern — Mittlere Rautiefe
Rz misst die vertikale Entfernung zwischen dem höchsten Gipfel und dem untersten Tal über mehrere Stichprobenlängen. Es erfasst extreme Oberflächenabweichungen, die Ra allein möglicherweise nicht zeigt, was sie für Oberflächen mit gelegentlichen tiefen Spuren hilfreich macht.
Weitere Parameter
Weitere Indikatoren wie Rq (Wurzelmittlere quadratische Rauheit), Rsk (Schrägheit), und Rt (Gesamtrauheit) werden in der fortgeschrittenen Oberflächenanalyse eingesetzt, aber Ra und Rz bleiben die Industriestandards für die meisten Bearbeitungsanwendungen.
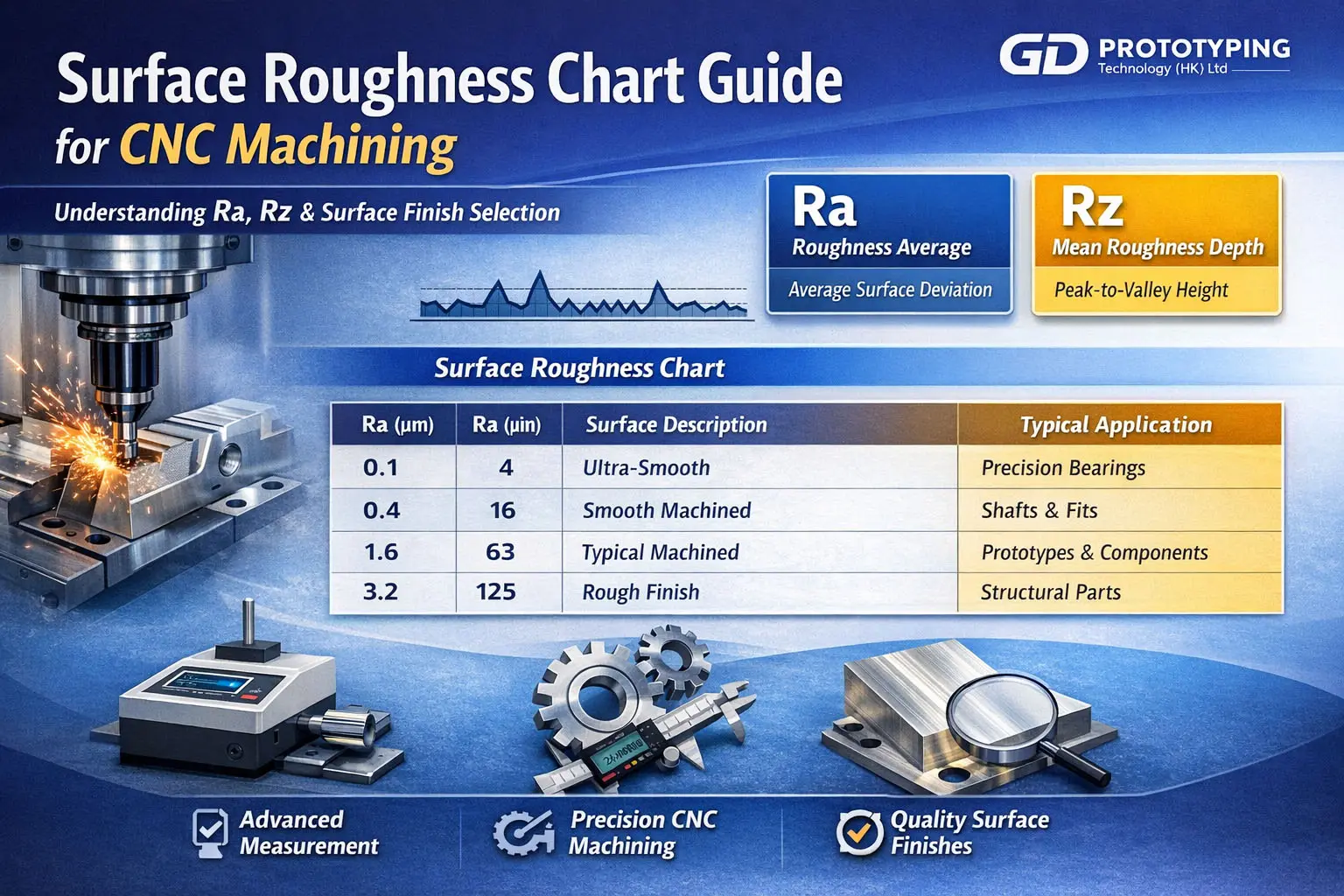
Standard-Oberflächenrauheitsdiagramm
Oberflächenrauheitsdiagramme listen gängige Ra-Werte mit äquivalenten Rauheitsbeschreibungen auf, Typische Herstellungsprozesse, und Anwendungen. Diese Diagramme helfen Ingenieuren dabei, Anforderungen an die Rauheit zu wählen, die Leistung und Kosten in Einklang bringen.
| Ra (µm) | Ra (µin) | Oberflächenbeschreibung | Typische Anwendung |
|---|---|---|---|
| 0.025 | 1 | Superspiegel-Finish | Präzisionsoptik, Luft- und Raumfahrtdichtungen |
| 0.1 | 4 | Ultra-glatt | Präzisionslager |
| 0.4 | 16 | Glatte bearbeitete Oberfläche | Schächte, Passt |
| 0.8 | 32 | Standardbearbeitetes Finish | Allgemeine mechanische Teile |
| 1.6 | 63 | Typische bearbeitete Oberfläche | Prototypen, Nicht-kritische Komponenten |
| 3.2 | 125 | Rau bearbeitete Oberfläche | Strukturelle und grundlegende Prototypen |
| 6.3 | 250 | Sehr rau | As-Guss- oder minimal bearbeitete Oberflächen |
Für die meisten CNC-gefrästen oder gedrehten Teile, eine Oberflächenrauheit von Ra 3.2 µm gilt als Standardabschluss, ohne sekundäre Operationen erreichbar.
Wie Oberflächenrauheit gemessen wird
Eine genaue Messung der Oberflächenrauheit stellt sicher, dass die Bauteile funktionale Anforderungen erfüllen. Zwei Hauptkategorien der Messung sind:
Kontaktprofilometrie
Ein Stift mit Diamantspitze fährt über die Oberfläche, Abweichungen der Aufzeichnungsgröße. Kontaktprofilometer werden weit verbreitet verwendet, da sie zuverlässige quantitative Messungen für Metalle und härtere Materialien bieten.
Kontaktlose optische Methoden
Optische oder laserbasierte Systeme scannen die Oberfläche, ohne sie zu berühren, Ideal für empfindliche Stellen, weiche Materialien, oder wenn ein hoher Durchsatz erforderlich ist.
Messmethoden werden basierend auf dem Material ausgewählt, Toleranz, und Teilfunktion.
Oberflächenoberflächen-Finish-Symbole in technischen Zeichnungen
Technische Zeichnungen verwenden spezifische Symbole, um Oberflächenanforderungen klar zu definieren. Ein typisches Symbol für Oberflächenrauheit umfasst:
-
Das Grundsymbol (Häkchen).
-
Das Ra-Wert oder einen anderen angegebenen Rauheitsparameter.
-
Optionale Symbole, die Lay anzeigen, Bearbeitungsverfahren, oder zusätzliche Anweisungen.
Klare Kommunikation durch Symbole hilft Herstellern, Missverständnisse zu vermeiden und gewährleistet eine wiederholbare Oberflächenqualität.
Typische Oberflächenrauheit in Fertigungsprozessen
Verschiedene Herstellungsverfahren haben inhärente Oberflächenrauheitsbereiche:
-
CNC-Fräsen und Drehen — Standard-Maschinenoberflächen rund um Ra 3.2 µm, je nach Schneidvorführung und Geschwindigkeit.
-
Schleifen — Kann Ra erreichen 0.8 µm oder glatter mit feinen Rädern.
-
EDM — Erzeugt einzigartige strukturierte Oberflächen, oft muss man poliert werden, um glattere Oberflächen zu erzielen.
-
Polieren und Lappen — Erreichen Sie superfeine Oberflächen (Ra < 0.2 µm) für Optik oder Implantatoberflächen.
Die Wahl des richtigen Verfahrens hängt von der Bauteilfunktion und den Kostenzielen ab.
Auswahl der richtigen Oberflächenrauheit für Ihr Projekt
Bei der Angabe der Oberflächenrauheit, Betrachten Sie:
Funktionalität
Kritische Schnittstellen wie Dichtungsflächen und Lagerpassungen Fordern oft niedrige Ra-Werte (Zum Beispiel.., 0.4–1.6 µm) um Leckage und Verschleiß zu reduzieren.
Kosten
Feinere Oberflächen kosten mehr Zeit, Präzisionswerkzeuge, und potenziell sekundäre Prozesse wie Polieren. Gleichgewichtsfunktion und Kosten basierend auf Endverbrauch.
Material
Verschiedene Materialien reagieren unterschiedlich auf Bearbeitung. Weichere Materialien können verschmieren und erfordern angepasste Zuführungen für geringe Rauheit. Harte Materialien benötigen möglicherweise spezielle Werkzeuge.
Der Ansatz von GD Prototyping zur Oberflächenrauheitskontrolle
Bei GD Prototyping, Die Kontrolle der Oberflächenrauheit ist integraler Bestandteil von Präzisionsprototyping und Produktionsbearbeitung. Wir nutzen:
-
Fortschrittliche CNC-Systeme mit optimierten Speisungen und Geschwindigkeiten, um die festgelegten Ra- und Rz-Werte zuverlässig zu erfüllen.
-
Inspektion und Verifikation Verwendung von Profilometern und Messgeräten zur Bestätigung der Oberflächenanforderungen.
-
Oberflächenbehandlungen im Einklang mit funktionalen Bedürfnissen — Von Präzisionsbearbeitungen bis zum Entgraten, Schleifen, und kosmetische Verbesserungen.
Dies stellt sicher, dass Teile nicht nur Maßtoleranzen einhalten, sondern auch die in realen Anwendungen erwartete Leistung liefern.
Schlussfolgerung
Das Verständnis der Oberflächenrauheit und der Verwendung von Oberflächenrauheitstabellen ermöglicht es Ingenieuren und Herstellern, fundierte Entscheidungen über Bauteilqualität und -kosten zu treffen. Klare Spezifikationen, genaue Messungen, und eine ordnungsgemäße Fertigungsplanung helfen, zuverlässige Systeme zu schaffen, Funktionale Teile, die wie vorgesehen funktionieren.
Egal, ob Sie Prototypen erstellen oder sich auf die Produktion vorbereiten, Zeitinvestition in die Gestaltung von Oberflächenoberflächenanforderungen reduziert Überraschungen, Leistungsverbesserung, und Kosten zu kontrollieren.
Für Präzisionsteile und verlässliche Oberflächenoberflächen, GD Prototyping bietet Fachwissen und Qualitätskontrolle, die den anspruchsvollsten Oberflächenrauheitsanforderungen entsprechen.