
Blanking vs Punching vs Piercing: Key Differences in Sheet Metal Fabrication
How these three essential stamping operations differ and when to use each in precision manufacturing
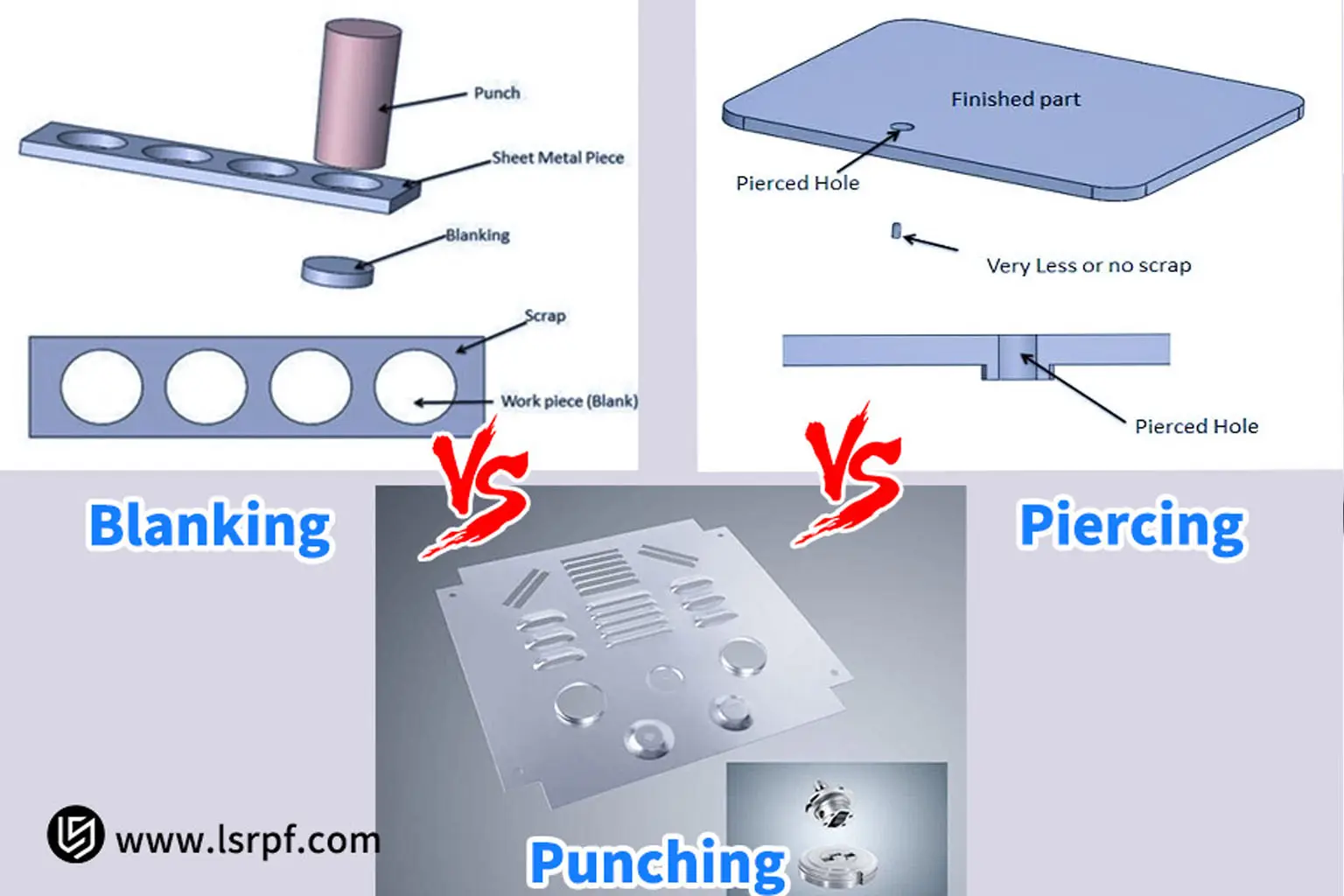
In sheet metal fabrication, blanking, punching, and piercing are three related processes that involve cutting metal using a die and punch. Though they often use similar equipment, they serve distinct purposes and produce different results in manufacturing workflows. Understanding these differences helps engineers, designers, and buyers choose the right method for their parts — whether it’s for enclosures, brackets, perforated panels, or precision components.
What Are Blanking, Punching, and Piercing?
All three operations are part of metal stamping and sheet metal cutting, using a press to shear material. However, their end goals differ significantly:
-
Blanking produces a complete part (the blank) from a larger sheet — the blank itself is the final product.
-
Punching creates holes or features in a sheet — the remaining sheet is the useful part, and the punched-out material is scrap.
-
Piercing is a specialized punching operation, used to create a dense pattern of holes or perforations for functions like ventilation or filtration.
1. Blanking: Producing the Workpiece Itself
Blanking is a primary metal stamping process focused on cutting an entire shape out of sheet metal. Here’s how it works:
-
A punch forces the sheet metal into a die, shearing along a closed profile.
-
The cut-out piece — the blank — becomes the finished part, while the surrounding sheet remains as scrap.
-
Blanking is often the first step in a production sequence, and it’s critical for parts where the outer profile defines the product.
Typical Applications: Gaskets, washers, outer profiles of enclosures, connectors, and other flat components where the shape is the primary design feature.
Why It Matters: Since the blank defines the part’s final outline, precision and die design directly influence part quality, dimensional accuracy, and subsequent manufacturing operations.
2. Punching: Creating Features Within the Sheet
In contrast to blanking, punching focuses on creating holes, slots, notches, or cut-outs within a sheet metal piece:
-
The sheet metal itself is the finished product.
-
The punched-out scrap (called a slug) is discarded.
-
Punching delivers precise internal features by shearing material with a punch and die set.
Typical Applications: Mounting holes, locating slots, ventilation openings, or any functional holes in sheet parts.
Why It Matters: Punching adds functionality to a part without altering its outer profile — an essential step in making parts usable in assemblies or functional systems.
3. Piercing: High-Volume Hole Patterns
Piercing is a specialized version of punching designed for creating dense arrays of holes rapidly:
-
Rather than a few holes, piercing produces many consistent perforations in a defined pattern.
-
It’s commonly used where aesthetics or functional features like ventilation, filtration, or decorative perforations are needed.
Typical Applications: Perforated panels, screens, cooling vents, and lightweight decorative or functional sheet metal panels.
Why It Matters: Piercing emphasizes speed and pattern consistency more than ultra-tight dimensional precision, because function often outweighs exact form for these hole arrays.
How the Three Operations Compare
To summarize the key differences:
| Process | What Is Kept as Product | Scrap Material | Purpose |
|---|---|---|---|
| Blanking | Cut-out part (blank) | Remaining sheet | Making a complete part from sheet |
| Punching | Sheet with features | Punched slug | Creating holes/features |
| Piercing | Sheet with many holes | Punch chips | Dense hole patterns for function |
Tooling and Process Considerations
Although blanking, punching, and piercing often use similar press tools, their tooling and tolerance demands vary:
-
Blanking dies are designed to maintain the final part’s outer dimensions and surface finish.
-
Punching dies prioritize hole size and location accuracy.
-
Piercing equipment may feature multiple punches or formations to achieve high-speed perforation patterns.
Selecting appropriate die clearance and material handling strategies ensures better quality, reduces burr formation, and ultimately impacts efficiency and part performance.
Practical Use Cases in Manufacturing
In precision sheet metal fabrication — such as parts for industrial enclosures, automotive frames, electronics chassis, and HVAC ducts — all three processes play roles:
-
Blanking supplies accurate profiles ready for further shaping or forming.
-
Punching ensures correct internal features for assembly or function.
-
Piercing enables large perforated parts with airflow or aesthetic patterns.
Integrating these processes early in design and process planning improves production efficiency and reduces waste, especially if progressive die stamping is used to combine operations in one workflow.
Conclusion
Blanking, punching, and piercing are fundamental sheet metal operations that look similar but serve distinct purposes:
-
Blanking produces the part itself.
-
Punching adds functional features.
-
Piercing enables dense hole patterns efficiently.
Choosing the right process — and the right tooling — is key to manufacturing precision sheet metal parts with optimal quality, cost control, and performance. At GD Prototyping Technology (Dongguan, China), we offer advanced sheet metal fabrication services that leverage these processes to deliver high-quality custom components for diverse industries.