
5 Axis Serviços de Usinagem CNC para Componentes Aeroespaciais: Um Estudo de Caso de Suporte de Turbina
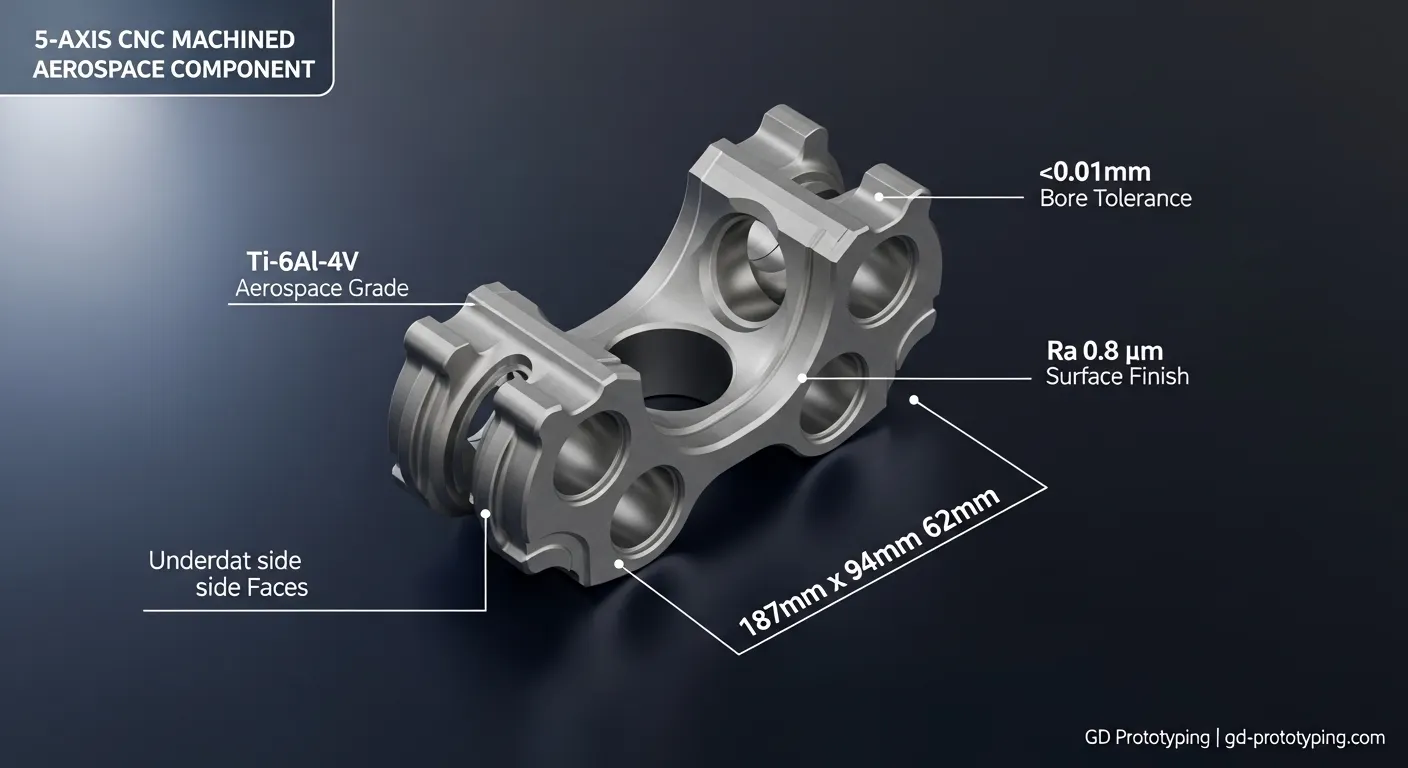
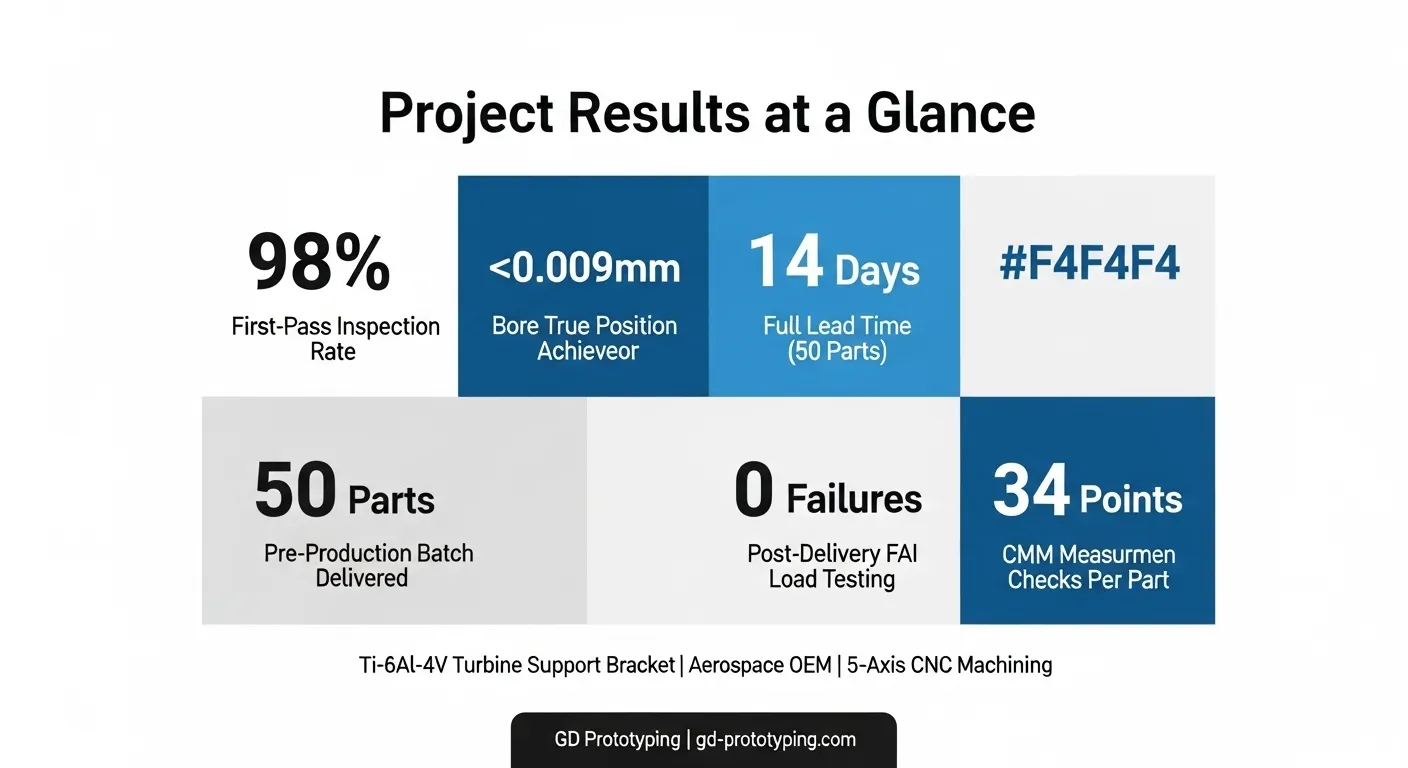
Usamos usinagem CNC totalmente simultânea de 5 eixos no suporte de suporte de turbina de titânio de um fabricante aeroespacial europeu. A peça era Ti-6Al-4V, 187mm x 94mm x 62mm, com tolerância crítica de diâmetro de ±0,01mm. Nós entregamos 50 partes validadas em 14 Dias, Alcançando um 98% Taxa de inspeção na primeira passagem e falhas de campo zero nos testes funcionais pós-entrega.
Introdução
Um engenheiro de compras aeroespaciais entrou em contato conosco com um problema que vemos com frequência: um fornecedor havia rejeitado o desenho do suporte da turbina após três rodadas de revisão do DFM. A geometria tinha cinco faces de undercut, uma cavidade interna de 14mm de profundidade com seções de parede de 0,8mm, e um conjunto de diâmetro que precisava suportar ±0,01 mm em um vão de 62 mm.
Com usinagem convencional de 3 eixos, Essa peça requer pelo menos quatro configurações separadas. Cada mudança de configuração introduz deslocamento de dados. Em uma peça de titânio com tolerâncias tão apertadas, Mesmo um erro de referência de 0,008mm é suficiente para falhar na inspeção.
Nossa equipe ofereceu um caminho diferente: usinagem CNC totalmente simultânea de 5 eixos a partir de um único dispositivo. Essa única decisão mudou tudo sobre o andamento desse projeto.
Visão Geral do Projeto
O cliente era um fornecedor de aviônicos e componentes estruturais de nível 1, sediado na Alemanha, desenvolver um suporte de turbina de próxima geração para um programa de aeronaves comerciais de fuselagem estreita. O suporte fica entre a estrutura da nacela do motor e a carcaça central do motor. Ele suporta tanto carga estrutural estática quanto ciclos de vibração durante o voo, Portanto, a precisão dimensional e a integridade da superfície não são opcionais.
Eles precisavam 50 Prototipagem e peças de pré-produção para a FAI (Primeira Inspeção do Artigo) Teste de qualificação e carga funcional. O prazo de entrega era inegociável: 14 Dias de calendário a partir da aprovação do sorteio.
Eles vieram paraPrototipagem GD após o fornecedor anterior não conseguir manter a tolerância de posição do diâmetro em dois lotes de teste.
Especificações Técnicas
| Parâmetro | Detalhe |
|---|---|
| Material | Grau de Titânio 5 (Ti-6Al-4V, AMS 4928) |
| Nome da peça | Suporte de Suporte da Turbina |
| Dimensões | 187mm x 94mm x 62mm |
| Tolerância Crítica ao Furo | ±0,01mm |
| Tolerância Geral | ±0,03mm |
| Espessura da parede (mínimo) | 0.8mm |
| Acabamento de Superfície | Ra 0.8 μm (Furo), Ra 1.6 μm (Faces externas) |
| Quantidade | 50 Partes (Pré-produção) |
| Prazo de Entrega | 14 Dias de calendário |
| Processo Primário | Fresagem CNC Simultânea Completa de 5 Eixos |
| Processo Secundário | Torneamento CNC (Recursos do chefe), Desbarba manual |
| Máquina Usada | DMG Mori DMU 65 monoBLOCK |
| CAM Software | Siemens NX CAM |
| Método de Inspeção | Zeiss CMM, Profilômetro de Superfície |
Processo de usinagem
Aqui está como transformamos esse suporte de tarugo de titânio bruto para a peça pronta para inspeção em 14 Dias.
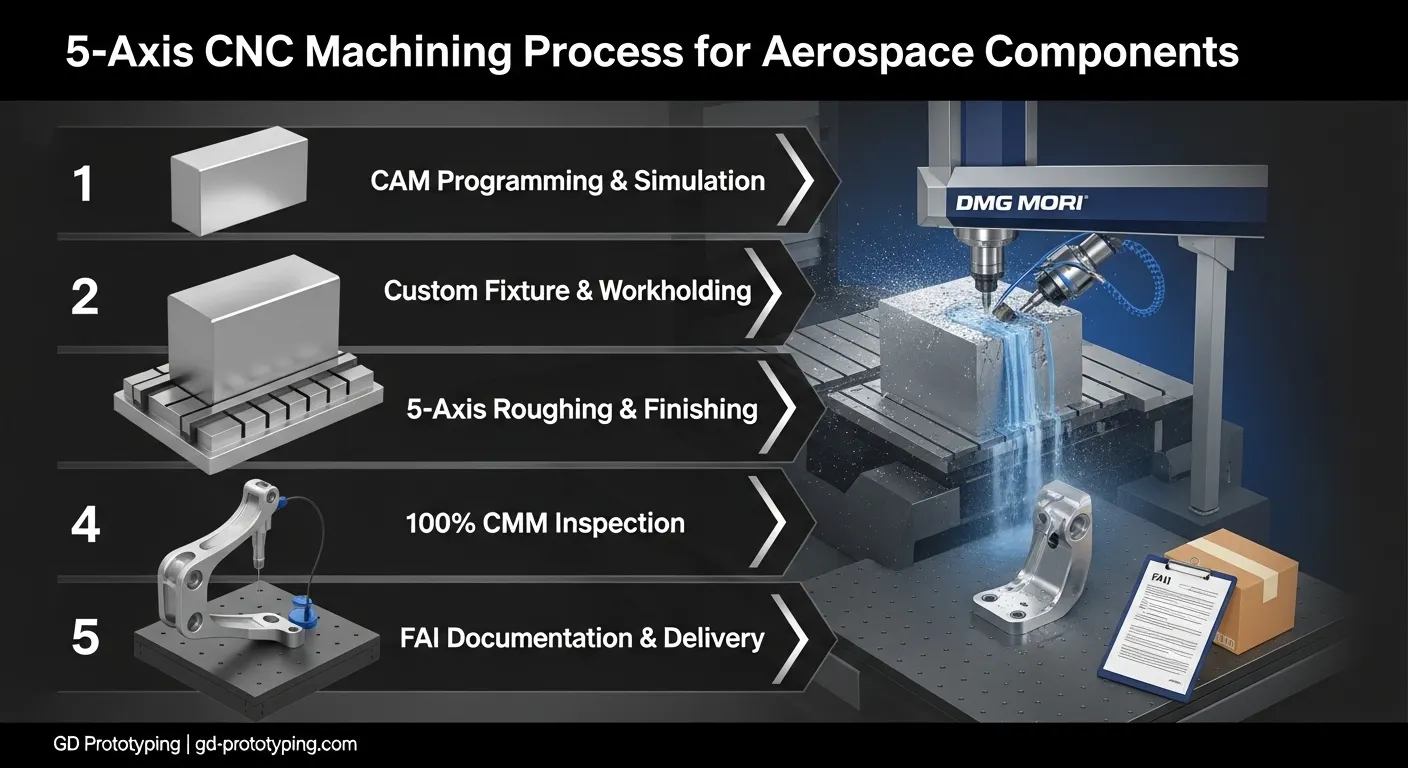
Passo 1: Programação em CAM e Simulação de Trajetória de Ferramentas
Nosso engenheiro de CAM construiu toda a trajetória de ferramentas no Siemens NX CAM. Antes de cortar um único aparado, Rodamos uma simulação completa de colisão em software. Essa etapa encontrou dois conflitos de folga entre os porta-ferramentas no ângulo de aproximação da cavidade interna. Resolvemos isso ajustando o eixo de inclinação da ferramenta para 12 deslocamento de graus e a troca de um suporte padrão BT40 para um suporte de encaixe encolhedor de nariz fino.
Passo 2: Design e Fixação de Luminárias
Projetamos um suporte modular personalizado de titânio que prendia o tarugo na zona da flange base, mantendo as cinco faces críticas abertas para acesso às ferramentas. Rigidez de fixação não é negociável com titânio: A baixa condutividade térmica do material significa que o calor se acumula rapidamente, e qualquer vibração durante o corte acelera o desgaste da ferramenta e pode causar danos na microsuperfície que falham no Ra 0.8 Especificação do diâmetro μm.
Passo 3: Rugosidade
Usamos uma fresa de extremidade de 12mm de carboneto e 4 canhuras para desbaste, removendo material em passagens de profundidade axial de 1,5mm em 180 m/min velocidade de corte. O líquido de arrefecimento era uma inundação de fuso de alta pressão em 80 Barra para limpar lascas de titânio e suprimir o calor. Deixamos um estoque de 0,25mm em todas as paredes para a passagem de acabamento.
Passo 4: Semi-Finalização e Finalização
Para as faces complexas de sub-corte e a cavidade interna, Rodamos caminhos simultâneos completos de 5 eixos usando um cortador de carbureto de 6mm com ponta esférica e passo de 0,1mm. O RTCP do DMG Mori (Ponto Central da Ferramenta Rotacional) função manteve a ponta da ferramenta com precisão na superfície curva normal durante todas as rotações dos eixos, eliminando o erro posicional que ocorreria se reposicionássemos a peça.
O acabamento do diâmetro final utilizava um alargador de carboneto sólido de 10mm funcionando em 25 m/min com alimentação de 0,02mm/rev. Essa combinação mantinha o diâmetro do diâmetro dentro de ±0,008 mm em todos os níveis 50 Partes.
Passo 5: Desbarba e preparação de superfície
A desbarba manual era feita em todas as bordas internas com rebarbas de carboneto compatíveis com titânio. As peças eram então limpas em um banho ultrassônico antes da inspeção.
Desafios e Soluções
Esse projeto teve dois sérios problemas técnicos. Aqui está o que aconteceu e como consertamos cada um.
Desafio 1: Deformação de parede fina durante usinagem em cavidades internas
A seção de parede de 0,8mm na base da cavidade interna era a característica mais perigosa dessa parte. Durante nossos dois primeiros cortes de teste em amostras pré-produção, a parede foi desviada em 0,04mm sob pressão da ferramenta. Isso o colocava fora da tolerância geral de ±0,03mm.
O que tentamos primeiro (e por que falhou): Reduzimos a profundidade de corte para passagens axiais de 0,5 mm. A deflexão melhorou um pouco, mas não o suficiente. A parede ainda media 0,036mm fora de posição de um lado após a usinagem.
A correção real: Redesenhamos a sequência do caminho da ferramenta para que as paredes de cavidade fossem cortadas grosseiramente apenas na direção de fresagem de escalada, o que reduz a força radial de corte que empurra contra a parede. Também adicionamos uma estratégia de suporte onde deixamos 0,15mm extra de material na face oposta da parede durante o desbaste para atuar como um reforço temporário, removendo-a apenas durante a última passagem de finalização. Após essa mudança, todos 50 Peças de produção medidas dentro de ±0,018 mm na posição da parede, bem dentro das especificações.
Desafio 2: Desvio da posição do diâmetro ao longo de um vão de 62mm
O suporte possui três diâmetros coaxiais espaçados ao longo de um vão de 62 mm. O requisito FAI do cliente era que os três centros de furo permanecessem dentro da posição verdadeira de ±0,01 mm em relação ao dado primário. Isso é apertado para uma peça de titânio, porque a baixa condutividade do material causa crescimento térmico durante a usinagem que move os datums.
O que tentamos primeiro (e por que falhou): No nosso primeiro lote de 10 Partes, usinamos os três furos no mesmo ciclo contínuo. Quando o CMM mediu essas partes, o terceiro diâmetro da sequência apresentou erro de posição verdadeira de 0,013 mm - Logo fora da especificação. Rastreamos o erro ao crescimento térmico no aparelho e na peça durante o ciclo de corte de 38 minutos.
A correção real: Adicionamos um passo de permanência no meio do ciclo de 8 minutos entre o desbaste do conjunto de diâmetro e o finalizamento, com o líquido de arrefecimento funcionando continuamente. Isso estabilizava a temperatura da peça até 1,5°C em relação ao ambiente antes do acabamento. Também remedimos a referência de dados a cada 5 peças usando a sonda de toque da máquina e aplicando uma correção automática de deslocamento. Após esse protocolo, Tinha posição verdadeira em todos os restantes 40 As peças permaneceram dentro de ±0,009mm.
Controle de Qualidade
Cada peça passava por um protocolo de inspeção em três etapas antes do envio.
Palco 1: Inspeção da Sonda de Toque em Processo
A sonda de toque integrada Renishaw da DMG Mori verificava a posição do datum e o diâmetro do furo após cada operação de acabamento, diretamente sobre a mesa da máquina. Isso nos permitiu perceber qualquer desvio antes que a peça fosse desabraçada.
Palco 2: Relatório Dimensional Completo do CMM
Medimos 100% do 50 peças em um Zeiss Contura CMM. Cada relatório abordou 34 pontos de medição incluindo:
- 3 Diâmetros do diâmetro do diâmetro e posições verdadeiras
- 5 Valores de paralelismo face a face
- Espessura mínima da parede em 6 Pontos de cavidade
- 4 Recursos da forma de thread
Palco 3: Verificação de Acabamento de Superfície
Usamos um profilômetro Mitutoyo SJ-210 em cada diâmetro e 3 Faces externas por parte. Todos 50 partes passaram por Ra 0.8 μm nos furos e Ra 1.6 μm nas faces externas.
O pacote completo de dados CMM, Certo material, e os registros de máquinas eram entregues junto com o envio como parte do pacote de documentação da FAI.
Resultados
Os números contam a história claramente:
- Prazo de entrega: 14 Dias de calendário desde a aprovação do sorteio até a entrega, conforme combinado
- Taxa de inspeção na primeira passagem: 98% (49 de 50 Partes passaram todas 34 Pontos de medição na primeira inspeção; 1 A peça exigiu uma reesma de diâmetro leve)
- Furo posição verdadeira: Todos 50 peças dentro de ±0,009mm contra um requisito de ±0,01mm
- Conformidade da espessura da parede: 100% de peças dentro de ±0,018mm contra especificação de ±0,03mm
- Acabamento superficial: 100% taxa de aprovação em todas as medições de Ra
- Testes funcionais pós-entrega: 0 Falhas em todo o mundo 50 peças durante o programa de testes de carga e vibração da FAI do cliente
- Reordenação do cliente: O cliente fez um pedido de 200 peças dentro 3 semanas após o parto
Por que a usinagem CNC de 5 eixos foi usada
Essa parte não poderia ser feita de forma confiável de outra forma. Aqui está uma comparação rápida:
Elenco: A fundição por investimento pode produzir formas quase líquidas de titânio, mas a precisão dimensional nos diâmetros e nas faces de tolerância apertada exige extenso pós-usinagem de qualquer forma. Para uma pré-produção de 50 partes, O custo das ferramentas de fundição já teria sido $8,000-$12,000 USD com prazo de 6 semanas antes da primeira parte.
3Impressão D (DMLS/SLM): A manufatura aditiva de titânio pode produzir geometrias complexas, mas isso deixa tensões internas que afetam a estabilidade dimensional e a cilindricidade do diâmetro. O pós-processamento ainda requer usinagem para alcançar Ra 0.8 Acabamento por diâmetro μm. Para componentes estruturais críticos para voo, Os requisitos de rastreabilidade de materiais e documentação da propriedade conforme construída adicionam semanas aos prazos de validação.
3-Usinagem CNC em eixo: Tecnicamente possível com 4+ Configurações, Mas cada etapa de refixação introduz risco de deslocamento de dados. Em uma peça com ±0,01mm de diâmetro de diâmetro verdadeiro, Esse risco é inaceitável. NossoEstudos de caso de usinagem CNC Mostre por que um único sistema de 5 eixos é a escolha certa para geometrias aeroespaciais complexas.
Usinagem simultânea total de 5 eixos a partir dePrototipagem GD eliminou completamente o problema da refixturing, comprimido o tempo de entrega, e fornecia ao cliente um registro completo de qualidade documentado pela CMM em cada peça.
Perguntas Freqüentes
Quais materiais você pode usinar para componentes aeroespaciais usando CNC de 5 eixos?
Usinamos regularmente titânio Ti-6Al-4V (AMS 4928), alumínio 7075-T6 e 6061-T6, Inconel 718, e aço inox 17-4 PH para aplicações aeroespaciais. Certificações de materiais e documentação completa de rastreabilidade estão disponíveis para todo o estoque de grau aeroespacial. Visite nossoPágina de serviços de usinagem CNC para a lista completa de materiais.
Qual tolerância você pode manter em peças aeroespaciais de 5 eixos?
Nossa tolerância geral padrão é ±0,05mm. Para características críticas do diâmetro e tolerâncias de posição em peças de 5 eixos, Nós rotineiramente mantemos ±0,01mm usando verificação por sonda de toque em processo e 100% Inspeção da CMM. Acabamento superficial até Ra 0.2 μm é alcançável em perfuros acabados.
Quanto tempo leva para usinar peças de protótipos CNC aeroespaciais?
Os prazos de entrega dependem da complexidade e quantidade das peças. Para o parchete neste estudo de caso, 50 peças enviadas 14 Dias. Peças prismáticas simples em pequenas quantidades podem ser enviadas 5-7 Dias. Entre em contato conosco para um cronograma específico do projeto.
Você fornece documentação FAI e certificações de materiais??
Sim. Fornecemos relatórios completos de inspeção CMM, Certificados de moinho de materiais, Logs de processo, e dados de verificação de acabamento superficial como padrão em ordens aeroespaciais. Este pacote de documentação suporta requisitos AS9100 e FAI específicos para clientes.
Qual a diferença entre usinagem de 3 eixos de 2 eixos e uma de 5 eixos totalmente simultânea??
Em 3+2 usinagem, Os dois eixos rotativos travam a peça em um ângulo fixo enquanto três eixos lineares fazem o corte. É mais rápido e barato para muitos recursos. Em 5 eixos totalmente simultâneos, Todos os cinco eixos se movem ao mesmo tempo, o que é essencial para geometrias de subcorte, Superfícies curvas complexas, e tolerâncias rígidas de posição verdadeira em múltiplas características. Usamos ambas as abordagens, dependendo da geometria da peça e dos requisitos de tolerância.
Conclusão
Este projeto de suporte de turbina de titânio mostra exatamente o que a usinagem CNC de 5 eixos totalmente simultânea pode fazer, que nenhum outro processo consegue igualar em escala de protótipo e pré-produção: Precisão de configuração única em geometria complexa, documentação completa do CMM, e um prazo de entrega de 14 dias.
Se seu componente aeroespacial tem tolerâncias de diâmetro apertadas, paredes finas, Faces de undercut, ou recursos multi-eixo, Nossa equipe emPrototipagem GD está pronto para revisar seu desenho. Vamos fornecer uma análise DFM e uma cotação dentro 12 Horas.
Obtenha um orçamento gratuito para seu projeto de usinagem CNC aeroespacial
Navegue por nossosEstudos de caso de protótipos de usinagem CNC para ver mais exemplos reais de peças de precisão que produzimos para a indústria aeroespacial, médico, e clientes automotivos.