
5 Services d’usinage CNC Axis pour composants aérospatiaux: Étude de cas sur un support de turbine
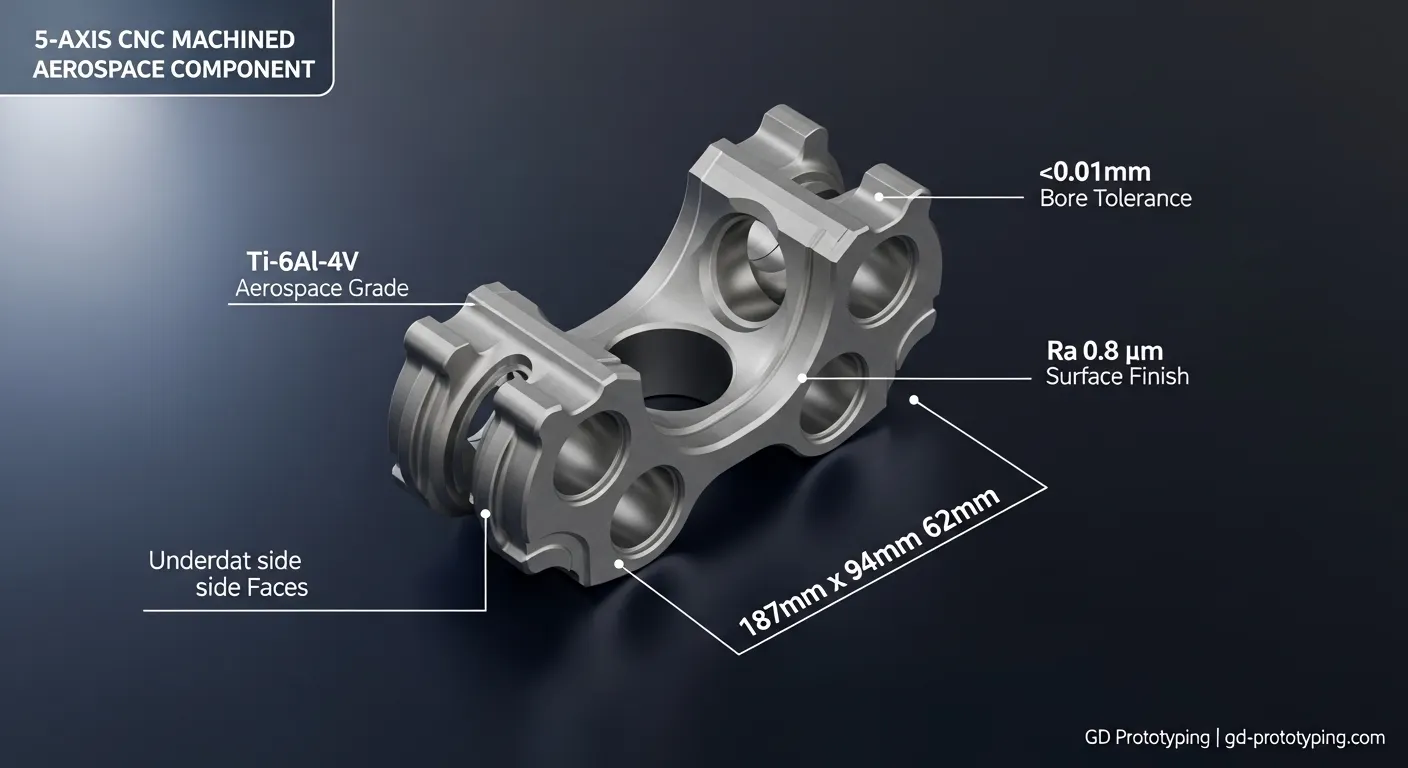
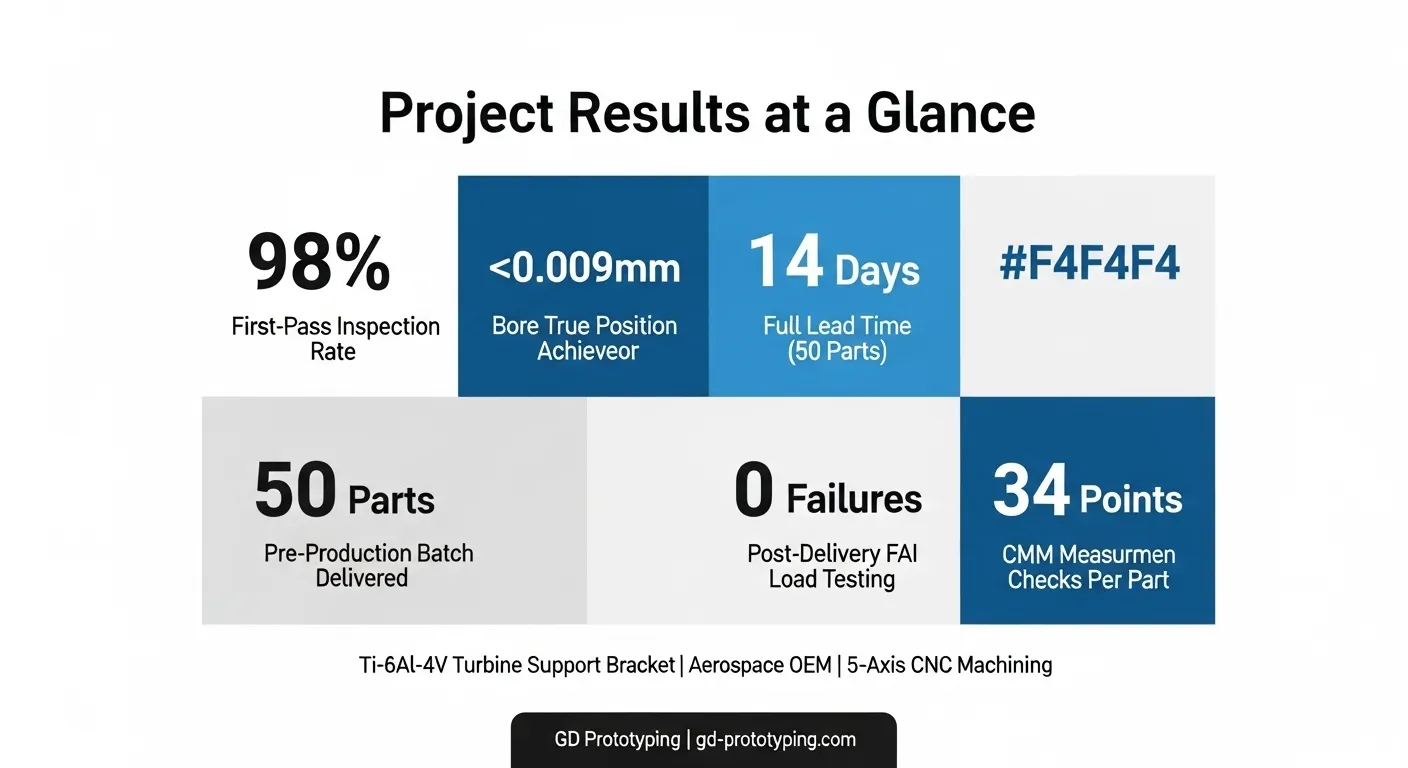
Nous avons utilisé un usinage CNC entièrement simultané à 5 axes sur le support de support de turbine en titane d’un OEM aérospatial européen. La pièce était Ti-6Al-4V, 187mm x 94mm x 62mm, avec une tolérance critique d’alésage de ±0,01 mm. Nous avons livré 50 parties validées dans 14 Jours, Atteindre un 98% taux d’inspection au premier passage et aucune défaillance sur le terrain lors des tests fonctionnels post-livraison.
Introduction
Un ingénieur en achats aérospatiaux nous a contactés pour un problème que nous voyons souvent: un fournisseur avait rejeté le dessin de son support de turbine après trois cycles de revue DFM. La géométrie comportait cinq faces sous-découpées, une cavité interne de 14 mm de profondeur avec des sections murales de 0,8 mm, et un groupe d’alésage qui devait contenir ±0,01 mm sur une envergure de 62 mm.
Avec l’usinage conventionnel à 3 axes, Cette pièce nécessite au moins quatre configurations distinctes. Chaque changement de configuration introduit un décalage de référence. Sur une pièce en titane avec des tolérances aussi serrées, même une erreur de référence de 0,008 mm suffit à échouer à l’inspection.
Notre équipe a proposé une voie différente: Usinage CNC 5 axes simultané complet à partir d’un seul dispositif. Cette seule décision a tout changé dans la tournure du projet.
Aperçu du projet
Le client était un fournisseur de matériel avionique et structurel de niveau 1 basé en Allemagne, Développer un support de turbine de nouvelle génération pour un programme d’avions commerciaux à fuselage étroit. Le support se fixe entre le châssis de la nacelle moteur et le carter principal du moteur. Il supporte à la fois des cycles de charge structurelle statique et de vibrations pendant le vol, Ainsi, la précision dimensionnelle et l’intégrité de surface ne sont pas optionnelles.
Ils avaient besoin 50 Prototypage et pièces de préproduction pour FAI (Inspection du premier article) Qualification et essais de charge fonctionnels. Le délai de livraison était non négociable: 14 Jours calendaires suivant l’approbation du tirage au sort.
Ils sont venus àPrototypage GD après que leur fournisseur précédent n’ait pas réussi à maintenir la tolérance de position de l’alésage sur deux lots d’essai.
Spécifications techniques
| Paramètre | Détail |
|---|---|
| Matériel | Grade titane 5 (Ti-6Al-4V, AMS 4928) |
| Nom de la pièce | Support de turbine |
| Dimensions | 187mm x 94mm x 62mm |
| Tolérance critique au forage | ±0,01 mm |
| Tolérance générale | ±0,03 mm |
| Épaisseur des parois (minimum) | 0.8mm |
| Finition de surface | Ra 0.8 μm (Calibre), Ra 1.6 μm (Faces externes) |
| Quantité | 50 Pièces (Préproduction) |
| Délai d’exécution | 14 Jours de calendrier |
| Processus primaire | Fraisage CNC 5 axes entièrement simultané |
| Processus secondaire | Tournage CNC (Caractéristiques du boss), Débavure manuel |
| Machine utilisée | DMG Mori DMU 65 monoBLOCK |
| Logiciels CAM | Siemens NX CAM |
| Méthode d’inspection | Zeiss CMM, Profilomètre de surface |
Processus d’usinage
Voici comment nous avons fait passer ce support du titane brut à la pièce prête à l’inspection 14 Jours.
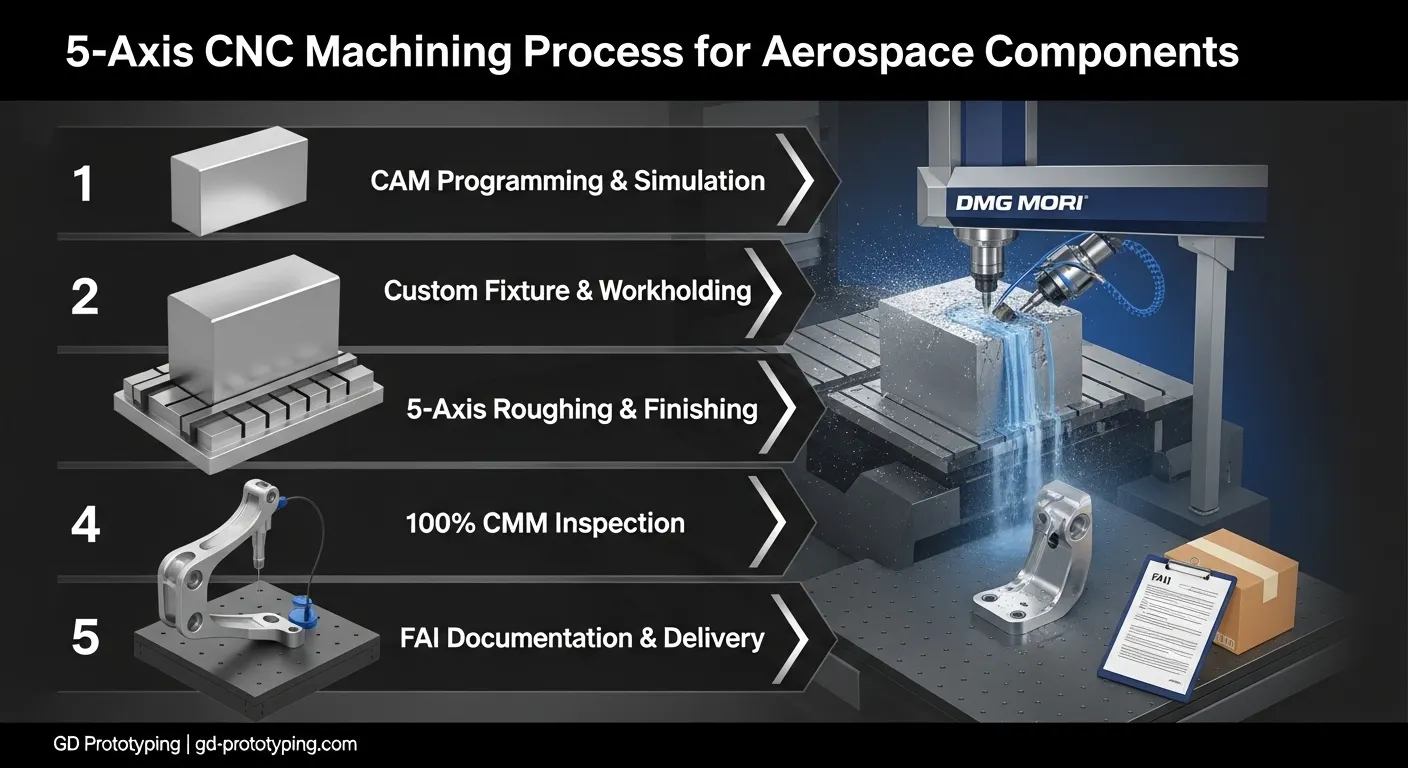
Pas 1: Programmation FAO et simulation de parcours d’outils
Notre ingénieur FAO a construit l’ensemble du parcours d’outils dans le NAC Siemens. Avant de couper un seul éclat, Nous avons réalisé une simulation complète de collision intégrée au logiciel. Cette étape a identifié deux conflits de dégagement entre les porte-outils sur l’angle d’approche de la cavité interne. Nous les avons résolus en ajustant l’axe d’inclinaison de l’outil à 12 décalage et passage d’un support standard BT40 à un support à nez fin et rétractable.
Pas 2: Conception et tenue des équipements
Nous avons conçu un dispositif modulaire en titane sur mesure qui serrait la billette à la zone de la bride de base, Garder les cinq faces critiques ouvertes à l’accès des outils. La rigidité de la prise n’est pas négociable avec le titane: La faible conductivité thermique du matériau signifie que la chaleur se construit rapidement, et tout bruit de vibration lors de la coupe accélère l’usure des outils et peut causer des dommages aux microsurfaces qui ne déçoivent pas le Ra 0.8 Spécification du calibre μm.
Pas 3: Grossoiserie
Nous avons utilisé une fraise en carbure de 12 mm à 4 rainures pour le grossissement, enlèvement du matériau en passes axiales de 1,5 mm à 180 Vitesse de coupe m/min. Le liquide de refroidissement était une crue à haute pression à travers la broche à 80 Barre pour dégager les éclats de titane et supprimer la chaleur. Nous avons laissé du stock de 0,25 mm sur tous les murs pour la finition.
Pas 4: Demi-finale et arrivée
Pour les faces complexes de sous-découpe et la cavité interne, Nous avons parcouru des trajectoires simultanées sur 5 axes complets à l’aide d’une fraise en carbure à nez à rotule de 6 mm avec un pas à pas de 0,1 mm. Le RTCP du DMG Mori (Point central de l’outil rotatif) fonction a maintenu l’embout à outil, précisément sur la surface courbe normale sur toutes les rotations d’axe, Éliminer l’erreur de position qui surviendrait si nous repositionnions la pièce.
La finition finale utilisait un alévreur en carbure plein de 10 mm fonctionnant à 25 M/min avec une alimentation de 0,02 mm/tr. Cette combinaison maintenait le diamètre du canon à une peine de ±0,008 mm sur l’ensemble 50 Pièces.
Pas 5: Débavure et préparation de surface
Le débavure manuel a été effectué sur tous les bords internes avec des meules en carbure compatibles au titane. Les pièces étaient ensuite nettoyées dans un bain ultrasonore avant inspection.
Défis et solutions
Ce projet a rencontré deux problèmes techniques sérieux. Voici ce qui s’est passé et comment nous avons résolu chacun d’eux.
Défi 1: Déformation de paroi fine lors de l’usinage de cavité interne
La section murale de 0,8 mm à la base de la cavité interne était la caractéristique la plus dangereuse de cette partie. Lors de nos deux premiers tests de montage sur des échantillons de préproduction, la paroi déviée de 0,04 mm sous la pression de l’outil. Cela l’a poussé hors de la tolérance générale de ±0,03 mm.
Ce que nous avons essayé en premier (et pourquoi il a échoué): Nous avons réduit la profondeur de coupe à 0,5 mm de passes axiales. La déviation s’est légèrement améliorée, Mais pas assez. Le mur mesurait toujours 0,036 mm de déplacement d’un côté après l’usinage.
La vraie correction: Nous avons repensé la séquence du trajet d’outil pour que les parois à cavité soient découpées grossièrement uniquement dans une direction de fraisage, ce qui réduit la force de coupe radiale poussant contre le mur. Nous avons aussi ajouté une stratégie de support où nous avons laissé 0,15 mm de stock supplémentaire sur la face opposée du mur pendant le dépassement pour servir de support temporaire, Le retrait uniquement lors du dernier passage de finition. Après ce changement, tout 50 Les pièces de production mesuraient à moins de ±0,018 mm sur la position murale, Bien dans les spécifications.
Défi 2: Dérive de la position du canon sur une envergure de 62 mm
Le support comporte trois alésages coaxiaux espacés sur une portée de 62 mm. L’exigence FAI du client était que les trois centres de forage restent dans la position réelle de ±0,01 mm par rapport au datum primaire. C’est serré pour une pièce en titane, car la faible conductivité du matériau provoque une croissance thermique lors de l’usinage qui déplace les datums.
Ce que nous avons essayé en premier (et pourquoi il a échoué): Dans notre première série de 10 Pièces, Nous avons usiné les trois alésages dans le même cycle continu. Quand le CMM a mesuré ces parties, le troisième alésage de la séquence affichait une erreur de position réelle de 0,013 mm - juste en dehors des spécifications. Nous avons retracé l’erreur à la croissance thermique dans le luminaire et la pièce pendant le cycle de coupe de 38 minutes.
La vraie correction: Nous avons ajouté une étape de repos en milieu de cycle de 8 Quelques minutes entre le dégrossissement du groupe d’alésage et sa finition, avec l’inondation continue du liquide de refroidissement. Cela stabilisait la température de la pièce à moins de 1,5°C de l’ambiance avant la finition. Nous avons également re-mesuré la référence de référence chaque 5 pièces utilisant la sonde tactile de la machine et appliqué une correction automatique du décalage. Après ce protocole, A porté la position vraie sur tous les autres 40 Les pièces restaient à moins de ±0,009 mm.
Contrôle qualité
Chaque pièce passait par un protocole d’inspection en trois étapes avant l’expédition.
Étape 1: Inspection de la sonde tactile en cours
La sonde tactile intégrée Renishaw du DMG Mori vérifiait la position du datum et le diamètre du diamètre du canon après chaque opération de finition, directement sur la table de la machine. Cela nous a permis de détecter toute dérive avant que la pièce ne soit déserrée.
Étape 2: Rapport Dimensionnel Complet CMM
Nous avons mesuré 100% de la 50 pièces sur une Zeiss Contura CMM. Chaque rapport couvert 34 points de mesure incluant:
- 3 Diamètres des alésages et positions réelles
- 5 Valeurs de parallélisme en face à face
- Épaisseur minimale de paroi en 6 Points de cavité
- 4 Caractéristiques de la forme de fils
Étape 3: Vérification de la finition de surface
Nous avons utilisé un profilomètre Mitutoyo SJ-210 sur chaque alésage et 3 Faces externes par pièce. Tous 50 les parties sont passées à Ra 0.8 μm sur les forages et Ra 1.6 μm sur les faces externes.
Le paquet complet de données CMM, Certains matériaux, et les journaux de la machine étaient livrés avec l’expédition dans le cadre du paquet de documentation FAI.
Résultats
Les chiffres racontent clairement l’histoire:
- Délai d’exécution: 14 Jours calendaires entre l’approbation du tirage et la livraison, Comme convenu
- Taux d’inspection au premier passage: 98% (49 de 50 Toutes les parties ont été adoptées 34 Points de mesure lors de la première inspection; 1 La pièce nécessitait un réamitiage à canon léger)
- Position vraie: Tous 50 pièces de moins de ±0,009 mm contre une exigence de ±0,01 mm
- Conformité de l’épaisseur des parois: 100% des pièces de moins de ±0,018 mm contre les spécifications de ±0,03 mm
- Finition de surface: 100% taux de réussite sur toutes les mesures de Ra
- Tests fonctionnels post-livraison: 0 Échecs à travers 50 pièces lors du programme de tests de charge et de vibration FAI du client
- Réorganisation client: Le client a passé une commande de suivi de 200 pièces dans le cadre 3 Semaines après la livraison
Pourquoi l’usinage CNC 5 axes a-t-il été utilisé
Cette partie ne pouvait être fabriquée autrement de manière fiable. Voici une brève comparaison:
Distribution: La fonte d’investissement peut produire des formes proches du filet en titane, Mais la précision dimensionnelle des alésages et des faces à tolérance serrée nécessite de toute façon un post-usinage approfondi. Pour une série pré-production de 50 parties, Le coût de la coulée aurait été à lui seul $8,000-$12,000 USD avec un délai de 6 semaines avant la première partie.
3Impression D (DMLS/SLM): La fabrication additive en titane peut produire des géométries complexes, Mais cela laisse des contraintes internes qui affectent la stabilité dimensionnelle et la cylindricité du forage. Le post-traitement nécessite encore un usinage pour atteindre Ra 0.8 Finition d’alésage μm. Pour les composants structurels critiques en vol, Les exigences de traçabilité des matériaux et de documentation des biens tels que construits ajoutent des semaines aux délais de validation.
3-Usinage CNC axé: Techniquement possible avec 4+ Configurations, Mais chaque étape de refixation introduit un risque de décalage de référence. Sur une pièce avec un alésage ±0,01 mm en position réelle, Ce risque est inacceptable. NotreÉtudes de cas pour l’usinage CNC Montrez pourquoi un système 5 axes unique est le bon choix pour des géométries aérospatiales complexes.
Usinage 5 axes simultané complet à partir dePrototypage GD a complètement éliminé le problème de la remise en état, compressé le délai de livraison, et a fourni au client un dossier qualité complet documenté par CMM pour chaque pièce.
FAQ
Quels matériaux pouvez-vous usiner pour des composants aérospatiaux en utilisant la CNC à 5 axes?
Nous usinons régulièrement des titane Ti-6Al-4V (AMS 4928), 7075-T6 et 6061-T6 en aluminium, Inconel 718, et en acier inoxydable 17-4 PH pour les applications aérospatiales. Des certifications de matériaux et une documentation complète de traçabilité sont disponibles pour tout le matériel de qualité aérospatiale. Visitez notrePage des services d’usinage CNC pour la liste complète du matériel.
Quelle tolérance peut-on maintenir sur les pièces aérospatiales 5 axes?
Notre tolérance générale standard est de ±0,05 mm. Pour les caractéristiques critiques de l’alésage et les tolérances de position sur les pièces à 5 axes, Nous maintenons régulièrement ±0,01 mm grâce à la vérification par sonde tactile en cours de traitement et 100% Inspection du CMM. Finition de surface jusqu’à Ra 0.2 μm est réalisable sur des alésages finis.
Combien de temps faut-il pour usiner des prototypes de pièces CNC aérospatiales?
Les délais de livraison dépendent de la complexité et de la quantité des pièces. Pour le crochet dans cette étude de cas, 50 Les pièces sont expédiées 14 Jours. Des pièces prismatiques simples en petites quantités peuvent être expédiées 5-7 Jours. Contactez-nous pour un calendrier spécifique au projet.
Fournissez-vous la documentation FAI et les certifications des matériaux ??
Oui. Nous fournissons des rapports complets d’inspection CMM, Certificats de moulin à matériaux, Journaux de processus, et les données de vérification de la finition de surface standard avec les commandes aérospatiales. Ce dossier de documentation prend en charge les exigences AS9100 et FAI spécifiques aux clients.
Quelle est la différence entre un usinage 3 2 axes et un usinage 5 axes simultané complet?
Dans 3+2 usinage, Les deux axes rotatifs verrouillent la pièce à un angle fixe tandis que trois axes linéaires effectuent la coupe. C’est plus rapide et moins cher pour de nombreuses fonctionnalités. En 5 axes simultanés complets, Les cinq axes bougent en même temps, ce qui est essentiel pour les géométries sous-découpées, Surfaces courbes complexes, et des tolérances strictes de position réelle sur plusieurs caractéristiques. Nous utilisons les deux approches selon la géométrie de la pièce et les exigences de tolérance.
Conclusion
Ce projet de support de turbine en titane montre exactement ce que l’usinage CNC 5 axes simultané complet peut faire que aucun autre procédé ne peut égaler à l’échelle prototype et pré-production: Précision mono-montage sur géométrie complexe, documentation complète de la CMM, et une fenêtre de livraison de 14 jours.
Si votre composant aérospatial a des tolérances d’alésage serrées, Murs fins, Faces découpées, ou des caractéristiques multi-axes, Notre équipe àPrototypage GD est prêt à examiner votre dessin. Nous vous fournirons une analyse DFM et un devis à l’intérieur 12 Heures.
Obtenez un devis gratuit pour votre projet d’usinage CNC aérospatial
Parcourez notreÉtudes de cas de prototypes d’usinage CNC pour voir plus d’exemples concrets de pièces de précision que nous avons produites pour l’aérospatiale, médical, et clients automobiles.