
5 Axis Servicios de Mecanizado CNC para Componentes Aeroespaciales: Un estudio de caso de soporte de turbina
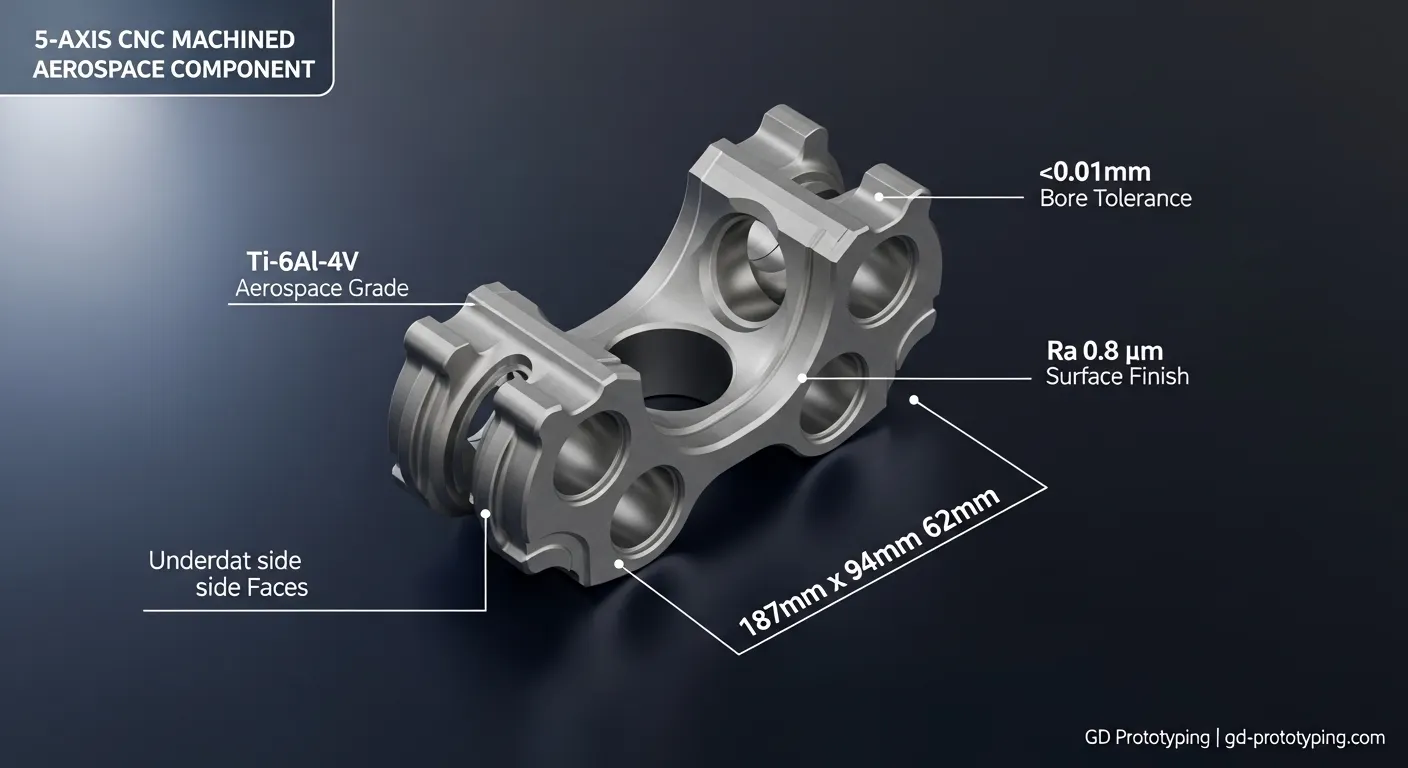
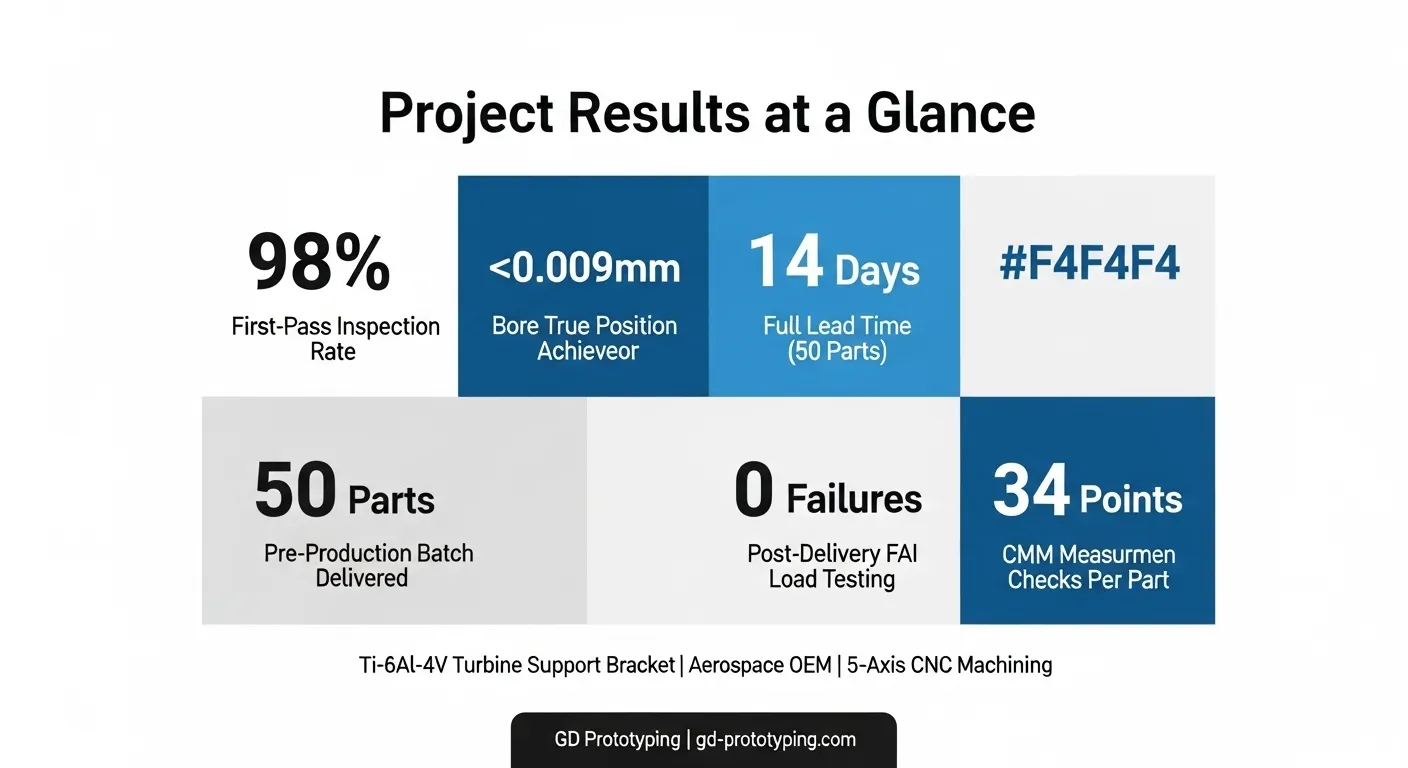
Utilizamos mecanizado CNC simultáneo completo de 5 ejes en el soporte de soporte de la turbina de titanio de un fabricante aeroespacial europeo. La pieza era Ti-6Al-4V, 187mm x 94mm x 62mm, con una tolerancia crítica de diámetro de ±0,01 mm. Entregamos 50 partes validadas en 14 Días, Logrando un 98% Tasa de inspección en primera pasada y cero fallos en el campo en las pruebas funcionales posteriores a la entrega.
Introducción
Un ingeniero de compras aeroespaciales se puso en contacto con nosotros con un problema que vemos a menudo: un proveedor rechazó el dibujo del soporte de la turbina tras tres rondas de revisión del DFM. La geometría tenía cinco caras con undercut, una cavidad interna de 14 mm de profundidad con secciones de pared de 0,8 mm, y un grupo de diámetro que debía soportar ±0,01 mm a lo largo de un envergadura de 62 mm.
Con el mecanizado convencional de 3 ejes, Esa pieza requiere al menos cuatro montajes separados. Cada cambio de configuración introduce un desplazamiento de datos. En una pieza de titanio con tolerancias tan ajustadas, Incluso un error de referencia de 0,008 mm es suficiente para suspender la inspección.
Nuestro equipo ofreció un camino diferente: Mecanizado CNC de 5 ejes completamente simultáneo desde un solo accesorio. Esa única decisión cambió todo sobre cómo fue este proyecto.
Resumen del proyecto
El cliente era un proveedor de aviónica y componentes estructurales de nivel 1 con sede en Alemania, desarrollar un soporte de turbina de próxima generación para un programa de aeronaves comerciales de fuselaje estrecho. El soporte se sitúa entre el bastidor de la góndola y la carcasa central del motor. Soporta tanto cargas estructurales estáticas como ciclos de vibración durante el vuelo, Por lo tanto, la precisión dimensional y la integridad de la superficie no son opcionales.
Necesitaban 50 Prototipado y piezas de preproducción para FAI (Primera inspección del artículo) Pruebas de cualificación y carga funcional. El plazo de entrega no era negociable: 14 Días naturales desde la aprobación del sorteo.
Vinieron aPrototipado GD después de que su proveedor anterior no mantuviera la tolerancia de posición del ánima en dos lotes de prueba.
Especificaciones técnicas
| Parámetro | Detalle |
|---|---|
| Material | Grado de titanio 5 (Ti-6Al-4V, AMS 4928) |
| Nombre de la parte | Soportes de soporte de turbina |
| Dimensiones | 187mm x 94mm x 62mm |
| Tolerancia crítica al diámetro | ±0,01 mm |
| Tolerancia general | ±0,03 mm |
| Grosor de la pared (mínimo) | 0.8mm |
| Acabado superficial | Ra 0.8 μm (Diámetro), Ra 1.6 μm (Caras externas) |
| Cantidad | 50 partes (Preproducción) |
| Tiempo de espera | 14 Días del calendario |
| Proceso primario | Fresado CNC Simultáneo Completo de 5 Ejes |
| Proceso secundario | Torneado CNC (Características de jefes), Desbarbado manual |
| Máquina utilizada | DMG Mori DMU 65 monoBLOCK |
| CAM Software | Siemens NX CAM |
| Método de inspección | Zeiss CMM, Perfilómetro de superficie |
Proceso de mecanizado
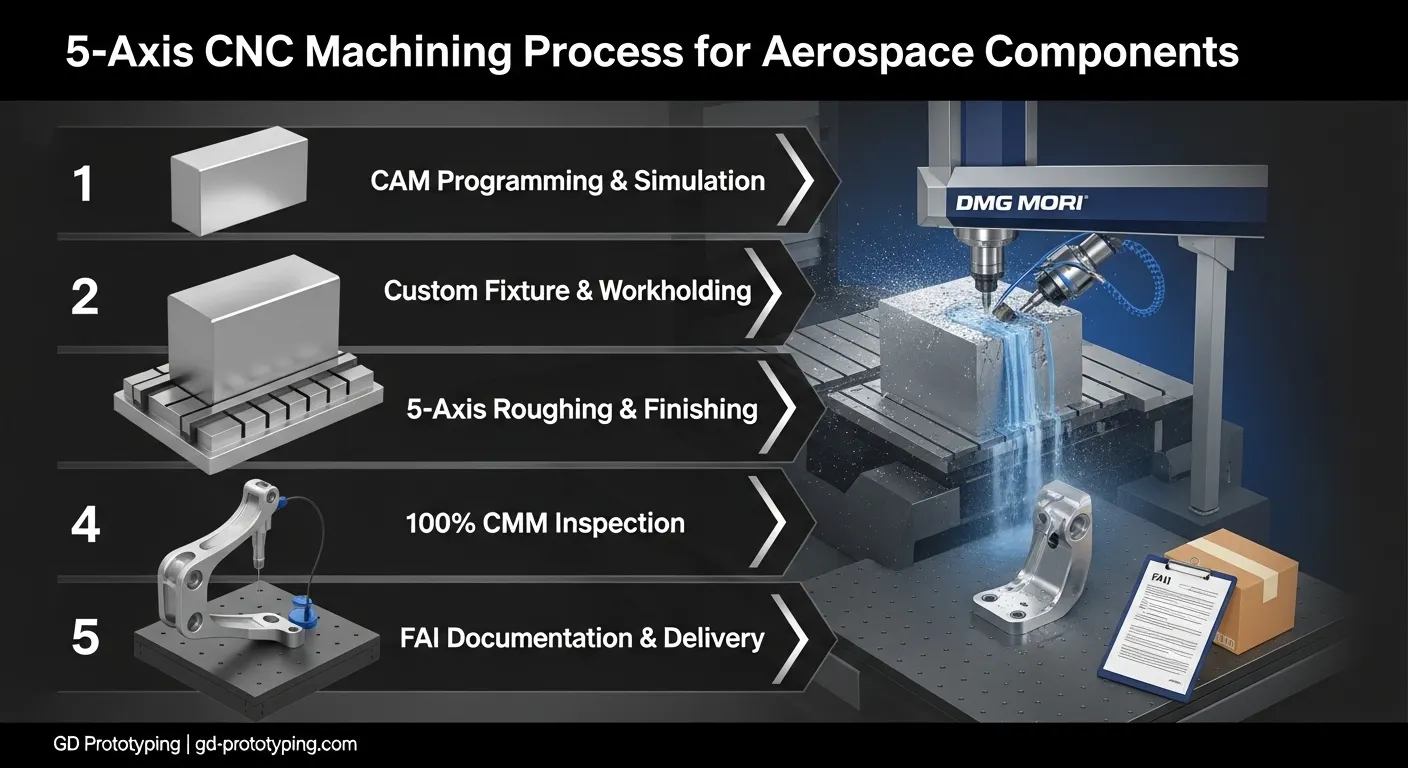
Así es como llevamos este soporte desde lingotte de titanio en bruto hasta pieza lista para inspección en 14 Días.
Paso 1: Programación CAM y simulación de trayectorias de herramientas
Nuestro ingeniero CAM construyó toda la trayectoria de herramientas en Siemens NX CAM. Antes de cortar una sola astilla, Realizamos una simulación completa de colisión en software. Este paso encontró dos conflictos de despeje entre los portaherramientas en el ángulo de aproximación de la cavidad interna. Los resolvimos ajustando el eje de inclinación de la herramienta a 12 y cambiar de un soporte estándar BT40 a un soporte de nariz estrecha para ajuste entráctil.
Paso 2: Diseño y sujeción de los accesorios
Diseñamos una lámpara modular de titanio personalizada que sujetaba el lingote en la zona de la brida base, mantener abiertas las cinco caras críticas para el acceso a las herramientas. La rigidez de sujeción al trabajo no es negociable con titanio: La baja conductividad térmica del material significa que el calor se acumula rápidamente, y cualquier vibración durante el corte acelera el desgaste de la herramienta y puede causar daños en microsuperficies que fallan al Ra 0.8 Especificación del diámetro del cilindro.
Paso 3: Rugado
Usamos una fresa de carburo de 12 mm con 4 ranuras para desbastar, Retirar material en pasadas axiales de 1,5 mm en 180 m/min velocidad de corte. El refrigerante era una inundación de husillo a alta presión en 80 Barra para limpiar las astillas de titanio y suprimir el calor. Dejamos material de 0,25 mm en todas las paredes para el paso final.
Paso 4: Semifinales y Finales
Para las caras complejas de socavado y la cavidad interna, Realizamos trayectorias simultáneas completas de 5 ejes usando una cortadora de carburo de punta esférica de 6 mm con paso a paso de 0,1 mm. El RTCP de los DMG Mori (Punto central de herramienta rotacional) función mantenía la punta de la herramienta con precisión sobre la superficie curva normal durante todas las rotaciones del eje, eliminando el error de posición que ocurriría si reposicionáramos la pieza.
El acabado del diámetro final utilizó un escariador de carburo macizo de 10 mm que funcionaba en 25 M/min con una alimentación de 0,02 mm/rev. Esa combinación mantenía el diámetro del diámetro del ánima dentro de ±0,008 mm en todo 50 partes.
Paso 5: Desbarbado y preparación de superficies
El desbarbado manual se realizaba en todos los bordes internos con muelas de carburo compatibles con titanio. Las piezas se limpiaban luego en un baño ultrasónico antes de la inspección.
Desafíos y soluciones
Este proyecto tuvo dos problemas técnicos serios. Esto es lo que pasó y cómo arreglamos cada uno.
Desafío 1: Deformación de pared delgada durante el mecanizado en cavidades internas
La sección de pared de 0,8 mm en la base de la cavidad interna era la característica más peligrosa de esta parte. Durante nuestros dos primeros cortes de prueba en muestras de preproducción, la pared se desvió 0,04 mm bajo presión de la herramienta. Eso lo llevó fuera de la tolerancia general de ±0,03 mm.
Lo que probamos primero (y por qué fracasó): Reducimos la profundidad de corte a 0,5 mm de pasadas axiales. La desviación mejoró ligeramente, pero no lo suficiente. La pared seguía medía 0,036 mm fuera de posición en un lado tras el mecanizado.
La solución real: Rediseñamos la secuencia de trayectoria de herramientas para que las paredes de cavidad se cortaran en bruto solo en dirección de fresado de escalada, lo que reduce la fuerza radial de corte que empuja contra la pared. También añadimos una estrategia de soporte en la que dejamos 0,15 mm extra en la cara opuesta durante el desbaste para actuar como refuerzo temporal, Retirarlo solo durante la última pasada de finalización. Tras este cambio, todos 50 Las piezas de producción midieron dentro de ±0,018 mm en la posición de la pared, Muy dentro de las especificaciones.
Desafío 2: Desplazamiento de la posición del diámetro a lo largo de un vano de 62 mm
El soporte tiene tres orificios coaxiales distribuidos a lo largo de un vano de 62 mm. El requisito FAI del cliente era que los tres centros de perforación se mantuvieran dentro de ±0,01 mm de posición real respecto al datum primario. Esto es justo para una pieza de titanio, Debido a que la baja conductividad del material provoca un crecimiento térmico durante el mecanizado que mueve los datums.
Lo que probamos primero (y por qué fracasó): En nuestro primer lote de 10 partes, Mecanizamos los tres tubos en el mismo ciclo continuo. Cuando el CMM midió esas partes, El tercer calibre de la secuencia mostró un error de posición real de 0,013 mm - Justo fuera de las especificaciones. Rastreamos el error al crecimiento térmico en el soporte y la pieza durante el ciclo de corte de 38 minutos.
La solución real: Añadimos un paso de permanencia a mitad de ciclo de 8 Minutos entre el desbaste del clúster del calibre y su acabado, con la inundación continua del refrigerante. Esto estabilizaba la temperatura de la pieza hasta quedar dentro de 1,5°C respecto a la temperatura ambiente antes de terminar. También volvimos a medir la referencia de datos cada vez 5 las piezas que usaban la sonda táctil de la máquina y aplicaban una corrección automática de desplazamiento. Después de este protocolo, Tenía posición verdadera en todos los restantes 40 Las piezas se mantuvieron dentro de ±0,009 mm.
Control de calidad
Cada pieza pasaba por un protocolo de inspección de tres etapas antes de su envío.
Etapa 1: Inspección de sonda táctil en proceso
La sonda táctil integrada Renishaw del DMG Mori comprobaba la posición del datum y el diámetro del orificio tras cada operación de acabado, Directamente sobre la mesa de máquinas. Esto nos permitió detectar cualquier deriva antes de que la pieza se desabrochara.
Etapa 2: Informe Dimensional Completo CMM
Medimos 100% de la 50 piezas en un Zeiss Contura CMM. Cada informe cubrió 34 Puntos de medición que incluyen:
- 3 Diámetros de los diámetros y posiciones reales
- 5 Valores de paralelismo cara a cara
- Espesor mínimo de pared en 6 Puntos de cavidad
- 4 Características de la forma de hilos
Etapa 3: Verificación de Acabado Superficial
Utilizamos un perfilómetro Mitutoyo SJ-210 en cada diámetro y 3 Caras externas por parte. Todos 50 partes pasaron por Ra 0.8 μm en los tubos y Ra 1.6 μm en caras externas.
El paquete completo de datos CMM, material ciertos, y los registros de máquina se entregaban junto con el envío como parte del paquete de documentación de la FAI.
Resultados
Los números cuentan la historia con claridad:
- Tiempo de espera: 14 Días naturales desde la aprobación del sorteo hasta la entrega, Como se acordó
- Tasa de inspección en el primer pase: 98% (49 de 50 Partes aprobadas todas 34 Puntos de medición en la primera inspección; 1 La pieza requirió un remate de ánima ligera)
- Posición verdadera: Todos 50 Piezas dentro de ±0,009 mm contra un requisito de ±0,01 mm
- Conformidad del espesor de la pared: 100% de piezas dentro de ±0,018 mm según la especificación de ±0,03 mm
- Acabado superficial: 100% tasa de aprobación en todas las mediciones de Ra
- Pruebas funcionales posteriores a la entrega: 0 Fallos en todo 50 piezas durante el programa de pruebas de carga y vibración de la FAI del cliente
- Reorden del cliente: El cliente realizó un pedido de continuación de 200 piezas dentro 3 Semanas después del parto
Por qué se utilizó el mecanizado CNC de 5 ejes
Esta parte no podía fabricarse de otra manera fiable. Aquí tienes una comparación rápida:
Fundición: La fundición de inversión puede producir formas de titanio casi netas, pero la precisión dimensional en los ánimos y las caras de tolerancia ajustada requiere un extenso post-mecanizado de todos modos. Para una tirada de preproducción de 50 episodios, El coste de las herramientas de fundición por sí solo habría sido $8,000-$12,000 USD con un plazo de espera de 6 semanas antes de la primera parte.
3Impresión D (DMLS/SLM): La fabricación aditiva de titanio puede producir geometrías complejas, pero deja tensiones internas que afectan a la estabilidad dimensional y la cilindricidad del diámetro. El postprocesamiento sigue requiriendo mecanizado para lograr Ra 0.8 Acabado por diámetro μm. Para componentes estructurales críticos en vuelo, Los requisitos de trazabilidad de materiales y documentación de la propiedad tal cual se construyen añaden semanas a los plazos de validación.
3-Mecanizado CNC en eje: Técnicamente posible con 4+ Configuraciones, Pero cada paso de re-fijación introduce riesgo de cambio de datos. En una pieza con ±0,01 mm de diámetro en posición real, Ese riesgo es inaceptable. NuestraEstudios de caso de mecanizado CNC Mostrar por qué un sistema de 5 ejes es la opción adecuada para geometrías aeroespaciales complejas.
Mecanizado simultáneo completo de 5 ejes desdePrototipado GD eliminó por completo el problema de la reestructuración, comprimido el tiempo de entrega, y proporcionó al cliente un registro completo de calidad documentado por CMM con cada pieza.
Preguntas frecuentes
¿Qué materiales puedes mecanizar para componentes aeroespaciales usando CNC de 5 ejes??
Mecanizamos regularmente titanio Ti-6Al-4V (AMS 4928), 7075-T6 y 6061-T6 de aluminio, Inconel 718, y acero inoxidable 17-4 PH para aplicaciones aeroespaciales. Existen certificaciones de materiales y documentación completa de trazabilidad para todo el material de calidad aeroespacial. Visita nuestroPágina de servicios de mecanizado CNC para la lista completa de material.
¿Qué tolerancia puedes mantener en piezas aeroespaciales de 5 ejes??
Nuestra tolerancia general estándar es ±0,05 mm. Para características críticas del diámetro y tolerancias de posición en piezas de 5 ejes, Normalmente sostenemos ±0,01 mm usando verificación con sonda táctil en proceso y 100% Inspección de la CMM. Acabado superficial hasta Ra 0.2 μm es alcanzable en los tubos terminados.
¿Cuánto tiempo se tarda en mecanizar piezas prototipo CNC aeroespaciales??
Los plazos de entrega dependen de la complejidad y cantidad de la pieza. Para el corchete en este caso de estudio, 50 Piezas enviadas 14 Días. Piezas prismáticas simples en pequeñas cantidades pueden enviarse en 5-7 Días. Contáctanos para conocer un calendario específico de cada proyecto.
¿Proporcionas documentación FAI y certificaciones de materiales??
Sí. Proporcionamos informes completos de inspección CMM, Certificados de molino de materiales, Registros de procesos, y datos de verificación de acabados superficiales como estándar en los pedidos aeroespaciales. Este paquete de documentación soporta AS9100 y requisitos FAI específicos para clientes.
¿Cuál es la diferencia entre el mecanizado de 3 ejes de 2 ejes y el de 5 ejes completamente simultáneo??
En 3+2 Mecanizado, Los dos ejes rotatorios bloquean la pieza en un ángulo fijo mientras que tres ejes lineales realizan el corte. Es más rápido y barato para muchas funciones. En 5 ejes completamente simultáneos, Los cinco ejes se mueven al mismo tiempo, lo cual es esencial para las geometrías de socavación, Superficies curvas complejas, y tolerancias estrictas de posición verdadera a través de múltiples características. Utilizamos ambos enfoques según la geometría de la pieza y los requisitos de tolerancia.
Conclusión
Este proyecto de soporte de turbina de titanio muestra exactamente lo que puede hacer el mecanizado CNC simultáneo completo de 5 ejes que ningún otro proceso puede igualar a escala prototipo y preproducción: Precisión de un solo montaje en geometría compleja, documentación completa de CMM, y una ventana de entrega de 14 días.
Si tu componente aeroespacial tiene tolerancias de diámetro muy estrictas, paredes delgadas, Caras con recorte, o características multieje, Nuestro equipo enPrototipado GD está listo para revisar tu dibujo. Te daremos un análisis DFM y un presupuesto dentro de 12 Horarios.
Obtén un presupuesto gratuito para tu proyecto de mecanizado CNC aeroespacial
Explora nuestroEstudios de caso de prototipos de mecanizado CNC para ver más ejemplos reales de piezas de precisión que hemos producido para la aeroespacial, médico, y clientes automotrices.