
5 Axis CNC-Bearbeitungsdienste für Luft- und Raumfahrtkomponenten: Eine Fallstudie zu Turbinenhalterungen
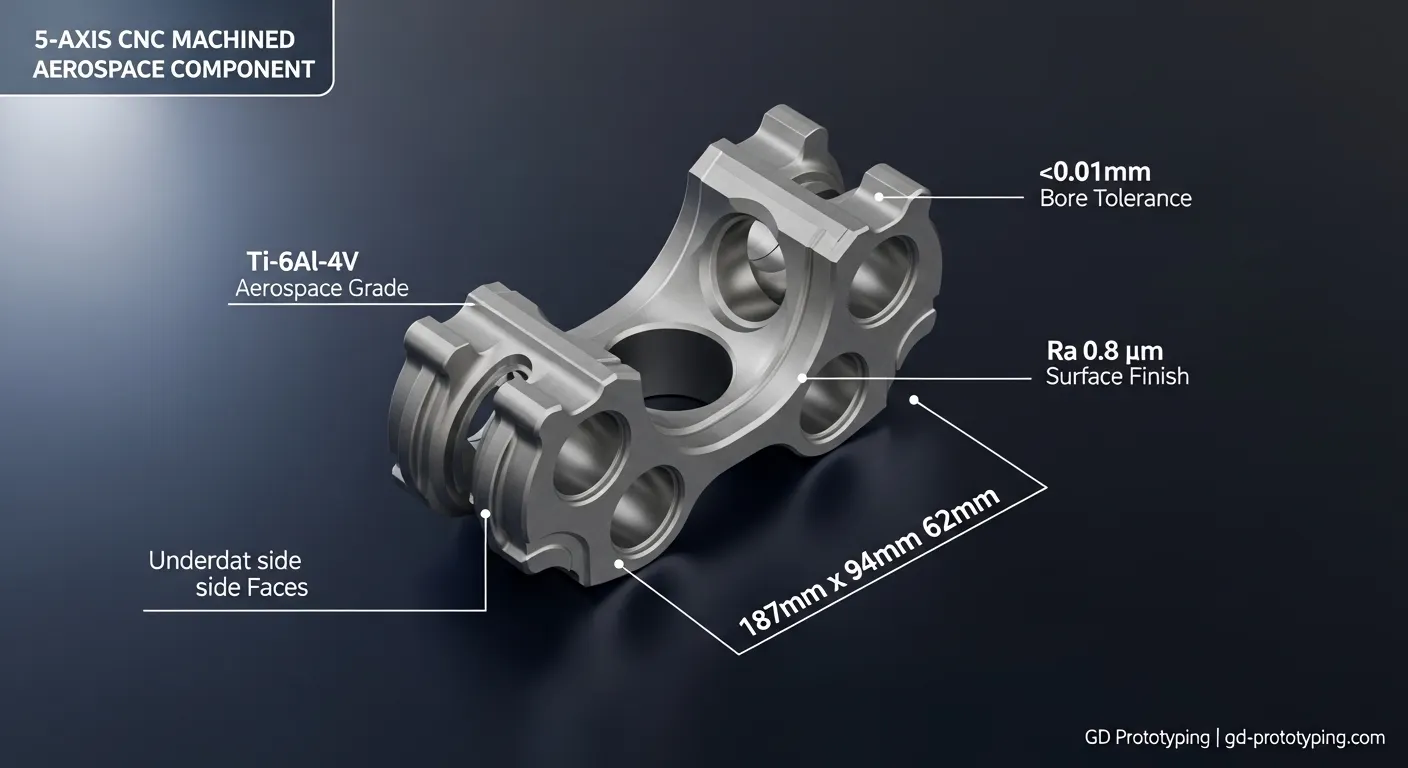
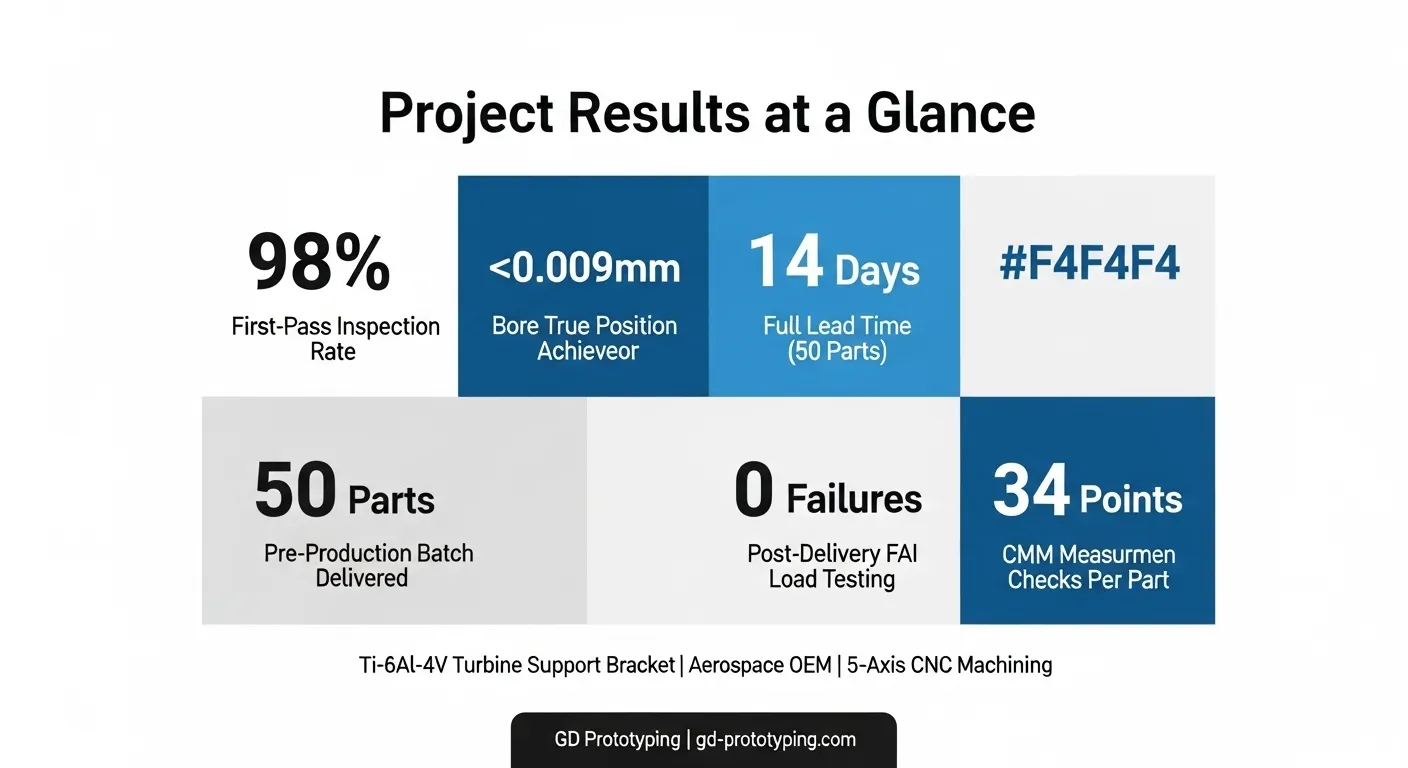
Wir verwendeten vollständige gleichzeitige 5-Achsen-CNC-Bearbeitung auf der Titanturbinenhalterung eines europäischen Luft- und Raumfahrt-OEMs. Das Teil war die Ti-6Al-4V, 187mm x 94mm x 62mm, mit einer kritischen Bohrungstoleranz von ±0,01 mm. Wir haben geliefert 50 validierte Teile in 14 Tage, Erreichen eines 98% First-Pass-Inspektionsrate und keine Feldfehler bei der Funktionsprüfung nach der Lieferung.
Einleitung
Ein Luft- und Raumfahrtbeschaffungsingenieur hat sich mit einem Problem bei uns gemeldet, das wir oft sehen: ein Zulieferer hatte nach drei DFM-Überprüfungsrunden die Ziehung der Turbinenhalterung abgelehnt. Die Geometrie hatte fünf untergeschnittene Flächen, eine 14 mm tiefe Innenhöhle mit 0,8 mm langen Wandabschnitten, und ein Bohrungskluster, das ±0,01 mm über eine Spannweite von 62 mm halten musste.
Mit konventioneller 3-Achsen-Bearbeitung, Dieser Teil erfordert mindestens vier separate Setups. Jede Änderung der Einrichtung führt zu einer Begrenzungsverschiebung. Bei einem Titanteil mit so engen Toleranzen, Schon ein Referenzfehler von 0,008 mm reicht aus, um die Inspektion nicht zu versagen.
Unser Team bot einen anderen Weg an: vollständige gleichzeitige 5-Achs-CNC-Bearbeitung aus einer einzigen Fixierung. Diese eine Entscheidung veränderte alles, wie dieses Projekt verlief.
Projektübersicht
Der Kunde war ein Tier-1-Anbieter von Avionik und Strukturkomponenten mit Sitz in Deutschland, Entwicklung einer Turbinenhalterung der nächsten Generation für ein Programm für Schmalrumpf-Verkehrsflugzeuge. Die Halterung wird zwischen dem Triebwerksgondelrahmen und dem Kerngehäuse des Triebwerks montiert. Er trägt während des Flugs sowohl statische strukturelle Belastungen als auch Schwingungszyklen, Maßgenauigkeit und Oberflächenintegrität sind daher nicht optional.
Sie brauchten 50 Prototypenbau und Vorserienteile für FAI (Erste Artikel-Inspektion) Qualifikation und Funktionslastprüfung. Das Lieferfenster war nicht verhandelbar: 14 Kalendertage nach der Genehmigung der Zeichnung.
Sie kamen zu sichGD Prototyping nachdem ihr vorheriger Lieferant es nicht geschafft hatte, die Laufpositionstoleranz über zwei Testchargen hinweg einzuhalten.
Technische Spezifikationen
| Parameter | Detail |
|---|---|
| Material | Titanqualität 5 (Ti-6Al-4V, AMS 4928) |
| Name des Teils | Turbinenhalterung |
| Abmessungen | 187mm x 94mm x 62mm |
| Kritische Bohrungstoleranz | ±0,01 mm |
| Allgemeine Toleranz | ±0,03 mm |
| Wandstärke (Minimum) | 0.8Mm |
| Oberflächengüte | Ra 0.8 μm (Bohrung), Ra 1.6 μm (Äußere Flächen) |
| Menge | 50 Teile (Vorproduktion) |
| Vorlaufzeit | 14 Kalendertage |
| Primärer Prozess | Vollständiges gleichzeitiges 5-Achsen-CNC-Fräsen |
| Sekundärer Prozess | CNC-Drehen (Boss-Merkmale), Manuelles Entgraten |
| Eingesetzte Maschine | DMG Mori DMU 65 monoBLOCK |
| CAM-Software | Siemens NX CAM |
| Inspektionsmethode | Zeiss CMM, surface profilometer |
Bearbeitungsprozess
So haben wir diese Halterung vom rohen Titan-Block zum inspektionsfähigen Teil umgebaut. 14 Tage.
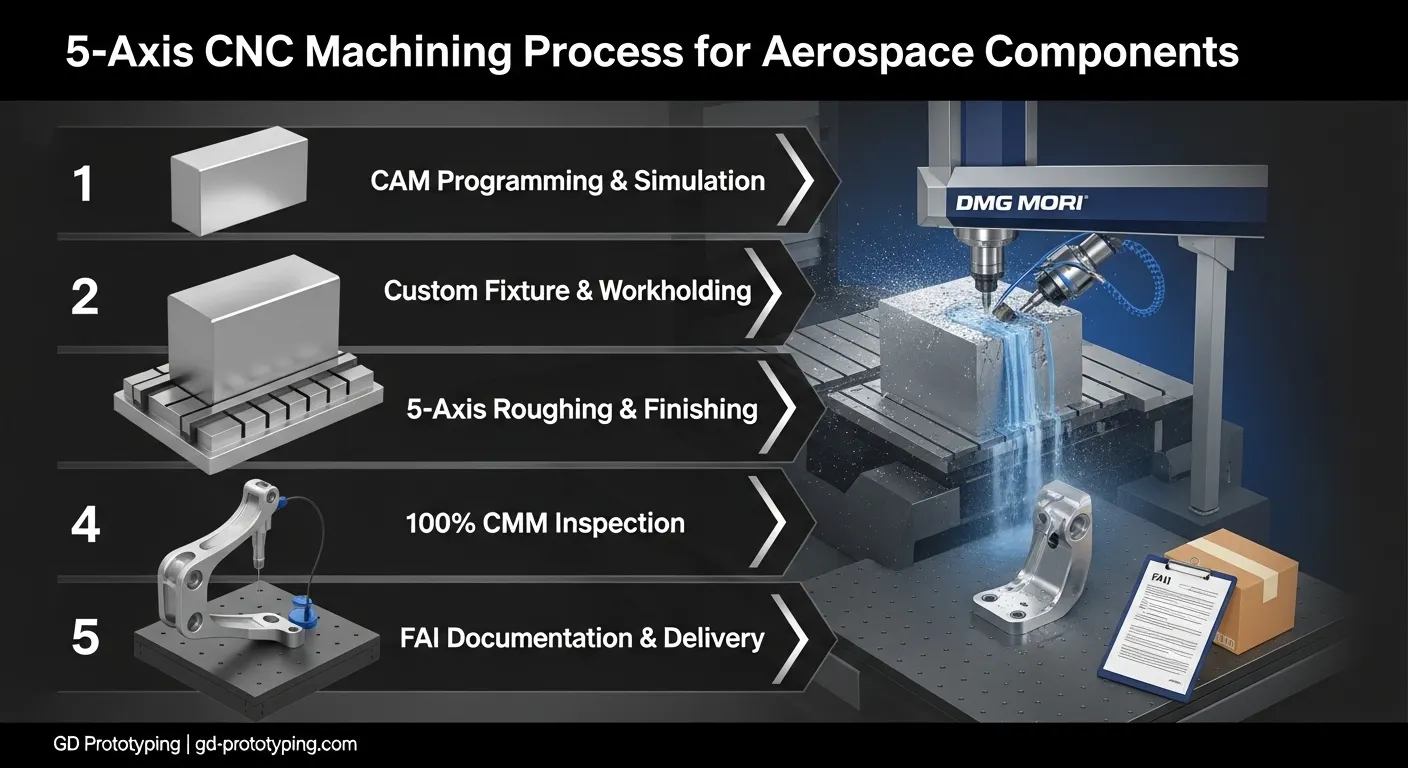
Schritt 1: CAM-Programmierung und Werkzeugwegsimulation
Unser CAM-Ingenieur hat den gesamten Werkzeugweg in Siemens NX CAM gebaut. Vor dem Schneiden eines einzelnen Chips, Wir führten eine vollständige Kollisionssimulation in der Software aus. Dieser Schritt stellte zwei Konflikte zwischen Werkzeughalter-Freiraum im Annäherungswinkel der Innenhöhle fest. Wir lösten sie, indem wir die Werkzeug-Neigungsachse auf 12 Grad versetzt und Wechsel von einem Standard-BT40-Halter zu einem schmalen Schrumpfhalter.
Schritt 2: Vorrichtungsdesign und Werkstatt
Wir haben eine maßgeschneiderte modulare Titan-Leuchte entworfen, die das Billet an der Basisflanschzone klemmt, Alle fünf kritischen Flächen für den Werkzeugzugriff offen halten. Die Arbeitsfestigkeit ist mit Titan nicht verhandelbar: Die geringe Wärmeleitfähigkeit des Materials sorgt dafür, dass sich die Wärme schnell aufbaut, und jedes Klappern beim Schneiden beschleunigt den Werkzeugverschleiß und kann Mikroflächenschäden verursachen, die das Ra versagen lassen 0.8 μm Bohrungsspezifikation.
Schritt 3: Roughing
Wir haben eine 12-mm-Hardmetall-4-Rillen-Endfräse für das Schruppen verwendet, Materialentfernung in 1,5 mm axialen Tiefendurchgängen bei 180 m/min Schneidgeschwindigkeit. Das Kühlmittel war Hochdruck-Durchspindelflut bei 80 Stab, um Titansplitter zu entfernen und Hitze zu unterdrücken. Wir haben 0,25 mm Stoff an allen Wänden für den Finish-Pass gelassen.
Schritt 4: Halbfinale und Finishing
Für die komplexen unterbeschnittenen Flächen und die innere Kavität, Wir führten vollständige 5-Achsen-Parallelbahnen mit einem 6-mm-Kugelnasen-Karbidschneider mit einem 0,1-mm-Stepover. Die RTCP der DMG Mori (Drehwerkzeug-Mittelpunkt) Die Funktion hielt den Werkzeugtipp während aller Achsenrotationen genau auf der gekrümmten Oberfläche, wodurch der Positionsfehler entfallen würde, der auftreten würde, wenn wir das Teil neu positionieren würden.
Die Endbohrung wurde mit einem 10-mm-Massivkarbid-Samber betrieben, der bei 25 m/min mit 0,02 mm pro Drehzahl. Diese Kombination hielt den Bohrungsdurchmesser insgesamt auf ±0,008 mm 50 Teile.
Schritt 5: Entgraten und Oberflächenvorbereitung
Manuelles Entgraten wurde an allen Innenkanten mit titankompatiblen Hartmetallgraten durchgeführt. Die Teile wurden dann vor der Inspektion in einem Ultraschallbad gereinigt.
Herausforderungen und Lösungen
Dieses Projekt hatte zwei ernsthafte technische Probleme. Hier ist, was passiert ist und wie wir jedes einzelne Problem behoben haben.
Herausforderung 1: Dünnwandverformung während der inneren Hohlraumbearbeitung
Der 0,8 mm lange Wandabschnitt an der Basis des Innenraums war das gefährlichste Merkmal an diesem Teil. Während unserer ersten beiden Testschnitte an Vorproduktionsproben, die Wand wurde unter Werkzeugdruck um 0,04 mm durchgelenkt. Das brachte sie außerhalb der allgemeinen Toleranz von ±0,03 mm.
Was wir zuerst ausprobiert haben (und warum es scheiterte): Wir haben die Schnitttiefe auf 0,5 mm axiale Durchgänge reduziert. Die Ablenkung verbesserte sich leicht, aber nicht genug. Die Wand maß nach der Bearbeitung immer noch 0,036 mm aus der Position auf einer Seite.
Die eigentliche Lösung: Wir haben die Werkzeugweg-Sequenz so umgestaltet, dass die Hohlwände nur noch in Kletter- und Fräsrichtung grob geschnitten wurden, was die radiale Schneidkraft reduziert, die gegen die Wand drückt. Wir haben außerdem eine Unterstützungsstrategie hinzugefügt, bei der wir während des Roughings 0,15 mm zusätzlichen Stoff an der gegenüberliegenden Wand gelassen haben, um als temporäre Verstrebung zu dienen, Entfernung nur beim letzten Finish-Durchgang. Nach dieser Änderung, alle 50 Produktionsteile wurden innerhalb von ±0,018 mm an der Wandposition gemessen, Gut innerhalb der Spezifikationen.
Herausforderung 2: Bohrpositionsdrift über eine 62-mm-Spannweite
Die Halterung hat drei koaxiale Bohrungen, die über eine 62 mm breite Spannweite verteilt sind. Die FAI-Anforderung des Kunden war, dass alle drei Bohrungszentren innerhalb von ±0,01 mm tatsächlicher Position relativ zum primären Datum bleiben. Das ist eng für ein Titanteil, Weil die geringe Leitfähigkeit des Materials während der Bearbeitung thermisches Wachstum verursacht, das die Bezüge bewegt.
Was wir zuerst ausprobiert haben (und warum es scheiterte): In unserer ersten Charge von 10 Teile, Wir bearbeiteten alle drei Bohrungen im gleichen Dauergang. Als das CMM diese Teile maß, Der dritte Bohrung in der Sequenz zeigte 0,013 mm True Position Error - Etwas außerhalb der Spezifikation. Wir haben den Fehler auf das thermische Wachstum der Fixierung und des Werkstücks während des 38-minütigen Schneidzyklus zurückgeführt.
Die eigentliche Lösung: Wir haben einen Mid-Cycle-Verweilschritt hinzugefügt: 8 Minuten zwischen dem Schrauf des Bohrungs-Clusters und der Fertigstellung, mit kontinuierlich laufendem Kühlmittelflut. Dies stabilisierte die Bauteiltemperatur auf innerhalb von 1,5 °C über den Umgebungswert vor der Fertigstellung. Wir haben auch jedes Jahr die Bezugsreferenz neu gemessen 5 Teile mit der Touch-Sonde der Maschine und einer automatischen Offset-Korrektur angewendet. Nach diesem Protokoll, hatte die wahre Position über alle übrigen 40 Teile blieben innerhalb von ±0,009 mm.
Qualitätskontrolle
Jedes Teil durchlief vor dem Versand ein dreistufiges Inspektionsprotokoll.
Bühne 1: In-Process Touch Probe Inspektion
Die integrierte Renishaw-Berührungssonde der DMG Mori überprüfte nach jedem Fertigstellung die Bezugsposition und den Bohrdurchmesser, direkt auf der Maschinentabelle. So konnten wir jede Abweichung erkennen, bevor das Teil abgeklemmt wurde.
Bühne 2: CMM Volldimensionaler Bericht
Wir haben gemessen 100% der 50 Teile auf einem Zeiss Contura CMM. Jeder Bericht wurde behandelt 34 Messpunkte einschließlich:
- 3 Bohrdurchmesser und tatsächliche Positionen
- 5 Parallelitätswerte von Angesicht zu Angesicht
- Minimale Wanddicke bei 6 Hohlräume
- 4 Gewindeform-Merkmale
Bühne 3: Oberflächenüberprüfung
Wir verwendeten ein Mitutoyo SJ-210 Profilometer an jedem Bohrrohr und 3 Äußere Flächen pro Teil. Alle 50 Teile, die von Ra passiert sind, 0.8 μm auf Bohrungen und Ra 1.6 μm auf äußeren Flächen.
Das vollständige CMM-Datenpaket, Bestimmtes Material, und Maschinenprotokolle wurden mit der Lieferung als Teil des FAI-Dokumentationspakets geliefert.
Befund
Die Zahlen erzählen die Geschichte klar:
- Vorlaufzeit: 14 Kalendertage von der Ziehungsgenehmigung bis zur Lieferung, Wie vereinbart
- First-Pass-Inspektionsrate: 98% (49 von 50 Teile bestanden alle 34 Messpunkte bei der ersten Inspektion; 1 Ein Teil erforderte eine leichte Bohrung)
- Truhe true position: Alle 50 Teile innerhalb von ±0,009 mm gegen eine Anforderung von ±0,01 mm
- Wanddickenkonformanz: 100% von Teilen innerhalb von ±0,018 mm im Vergleich zu ±0,03 mm Spezifikation
- Oberflächenfinish: 100% Bestehensrate bei allen Ra-Messungen
- Funktionale Tests nach der Lieferung: 0 Fehlerquellen 50 Teile während des FAI-Last- und Vibrationstestprogramms des Kunden
- Kunden-Neubestellung: Der Kunde hat eine 200-teilige Folgebestellung aufgegeben 3 Wochen der Lieferung
Warum 5-Achs-CNC-Bearbeitung verwendet wurde
Dieser Teil konnte auf keine andere Weise zuverlässig hergestellt werden. Hier ein kurzer Vergleich:
Besetzung: Investitionsguss kann Titan-Naar-Net-Formen erzeugen, Aber die Maßgenauigkeit bei Bohrungen und Flächen mit engen Toleranzen erfordert ohnehin umfangreiche Nachbearbeitung. Für eine 50-teilige Vorproduktion, Allein die Gusswerkzeugkosten wären gewesen $8,000-$12,000 USD mit einer Vorlaufzeit von 6 Wochen vor dem ersten Teil.
3D-Druck (DMLS/SLM): Die additive Titanfertigung kann komplexe Geometrien erzeugen, aber es hinterlässt innere Spannungen, die die Maßstabilität und die Zylinderzylindrität des Bohrers beeinflussen. Die Nachbearbeitung erfordert weiterhin Bearbeitung, um Ra zu erreichen 0.8 μm Bohrungsfinish. Für flugkritische Strukturkomponenten, Die Materialrückverfolgbarkeit und die Anforderungen an die Dokumentation des As-Built-Property verlängern die Validierungsfristen um Wochen.
3-Achsen-CNC-Bearbeitung: Technisch möglich mit 4+ Aufbauten, aber jeder Umfixierungsschritt bringt das Risiko einer Begrenzungsverschiebung mit sich. Bei einem Teil mit ±0,01 mm Bohrung True Position, Dieses Risiko ist inakzeptabel. UnserFallstudien zur CNC-Bearbeitung Zeigen Sie, warum ein einziger 5-Achs-Aufbau die richtige Wahl für komplexe Luft- und Raumfahrtgeometrien ist.
Vollständige gleichzeitige 5-Achsen-Bearbeitung ausGD Prototyping Das Problem der Neubefestigung wurde vollständig beseitigt, Die Vorlaufzeit wurde verkürzt, und gab dem Kunden mit jedem Teil eine vollständige, CMM-dokumentierte Qualitätsdokumentation.
Häufig gestellte Fragen
Welche Materialien kann man für Luft- und Raumfahrtkomponenten mit 5-Achsen-CNC bearbeiten?
Wir bearbeiten regelmäßig Titan Ti-6Al-4V (AMS 4928), Aluminium 7075-T6 und 6061-T6, Inconel 718, und Edelstahl 17-4 PH für Luft- und Raumfahrtanwendungen. Materialzertifizierungen und vollständige Rückverfolgbarkeitsdokumentation sind für alle Luft- und Raumfahrtfahrzeuge erhältlich. Besuchen Sie unserSeite zu CNC-Bearbeitungsdienstleistungen für die vollständige Materialliste.
Welche Toleranzen kann man bei 5-Achsen-Luft- und Raumfahrtteilen einhalten.?
Unsere Standardtoleranz beträgt ±0,05 mm. Für kritische Bohrungsmerkmale und Positionstoleranzen bei 5-Achsen-Bauteilen, Wir halten routinemäßig ±0,01 mm mittels Touch-Probe-Verifikation während des Prozesses und 100% CMM-Inspektion. Oberflächenfinish bis Ra 0.2 μm ist auf fertigen Bohrungen erreichbar.
Wie lange dauert es, um CNC-Prototypteile für die Luft- und Raumfahrtindustrie zu bearbeiten??
Die Vorlaufzeiten hängen von der Komplexität und Menge der Bauteile ab. Für die Klammer in dieser Fallstudie, 50 Teile geliefert 14 Tage. Einfache prismatische Teile in kleinen Mengen können verschifft werden 5-7 Tage. Kontaktieren Sie uns für einen projektspezifischen Zeitplan.
Stellen Sie FAI-Dokumentation und Materialzertifikate bereit??
Ja. Wir stellen vollständige CMM-Inspektionsberichte bereit, Materialmühlenzertifikate, Prozessprotokolle, und Oberflächenverifikationsdaten als Standard bei Luft- und Raumfahrtaufträgen. Dieses Dokumentationspaket unterstützt AS9100 und kundenspezifische FAI-Anforderungen.
Was ist der Unterschied zwischen 3 2-Achsen-Bearbeitungen und vollständiger gleichzeitiger 5-Achsen-Bearbeitung??
In 3+2 Zerspanung, Die beiden Rotationsachsen verriegeln das Teil in einem festen Winkel, während drei lineare Achsen den Schnitt durchführen. Für viele Funktionen ist es schneller und günstiger. In voller, gleichzeitiger 5-Achs-Modus, Alle fünf Achsen bewegen sich gleichzeitig, was für Undercut-Geometrien unerlässlich ist, Komplex gekrümmte Oberflächen, und enge True-Position-Toleranzen über mehrere Merkmale hinweg. Wir verwenden beide Ansätze, abhängig von Bauteilgeometrie und Toleranzanforderungen.
Fazit
Dieses Titan-Turbinenhalterungsprojekt zeigt genau, was die vollständige gleichzeitige 5-Achsen-CNC-Bearbeitung leisten kann, die kein anderer Prozess im Prototyp- und Vorproduktionsmaßstab erreichen kann.: Einzel-Setup-Genauigkeit bei komplexer Geometrie, vollständige CMM-Dokumentation, und ein 14-tägiges Lieferfenster.
Wenn dein Luft- und Raumfahrtbauteil eine enge Bohrungstoleranz hat, dünne Wände, Untergeschnittene Flächen, oder Mehrachsenmerkmale, Unser Team beiGD Prototyping ist bereit, deine Zeichnung zu überprüfen. Wir geben Ihnen eine DFM-Analyse und ein Angebot im Folgenden 12 Stunden.
Erhalten Sie ein kostenloses Angebot für Ihr CNC-Bearbeitungsprojekt in der Luft- und Raumfahrt
Durchstöbern Sie unserFallstudien für CNC-Bearbeitungsprototypen um mehr reale Beispiele von Präzisionsteilen zu sehen, die wir für die Luft- und Raumfahrt hergestellt haben, Medizinisch, und Automobilkunden.