
3Tolerâncias de Impressão D: Um Gráfico e Guia Processo a Processo
3A impressão D desbloqueou uma liberdade de design sem precedentes para engenheiros. Ele permite a criação de geometrias complexas que antes eram impossíveis de fabricar. Contudo, para que essas peças inovadoras funcionem corretamente no mundo real, especialmente em conjuntos mecânicos, Eles devem ser dimensionalmente precisos. É aqui que entra o conceito crítico de tolerância. Compreender as tolerâncias realistas dos diferentes processos de impressão 3D é essencial para o desenvolvimento bem-sucedido do produto, prototipação, e produção.
3A tolerância à impressão D é a faixa aceitável de variação dimensional entre uma peça impressa e seu modelo CAD original. Normalmente, é expressa como um valor nominal mais ou menos uma porcentagem do comprimento da característica (Por exemplo,, ±0,2 mm ± 0.002 mm/mm). Isso significa que uma pequena característica terá uma tolerância absoluta menor do que uma característica muito grande na mesma peça.
Como um prestador de serviços especialista, com profundo conhecimento de cada processo de impressão 3D, A GD-Prototyping oferece este guia completo. Vamos explorar o que significa tolerância no contexto da manufatura aditiva. Vamos detalhar os fatores que a influenciam. E vamos fornecer uma explicação clara, Gráfico processo por processo do que você pode esperar.
O que é Tolerância Dimensional na Impressão 3D?
Na manufatura, nenhuma peça é jamais perfeitamente idêntica ao seu projeto digital. Sempre haverá pequenos, Desvios mensuráveis. Tolerância é a prática de engenharia que define quanto desvio é aceitável para que uma peça ainda seja considerada "bom." É uma parte fundamental da comunicação da intenção de design.
Definindo Precisão e Precisão
Esses dois termos são frequentemente usados de forma intercambiável, Mas eles significam coisas diferentes na metrologia.
- Exatidão refere-se a quão próxima uma medição está do valor verdadeiro ou pretendido. Uma peça impressa em 3D precisa terá dimensões médias muito próximas das dimensões do modelo CAD.
- Precisão refere-se à proximidade de múltiplas medições umas das outras. Um processo preciso de impressão 3D produzirá um lote de peças que são quase idênticas entre si, mesmo que todos sejam um pouco imprecisos em comparação com o modelo CAD.
Os processos industriais de impressão 3D visam tanto alta precisão quanto alta precisão. Tolerância é a especificação que define os limites aceitáveis para ambos.
Como as Tolerâncias São Expressas
A tolerância para uma peça impressa em 3D quase sempre é expressa como uma combinação de um valor fixo e uma porcentagem variável. Uma tolerância típica pode ser escrita como: ±0,3% (com limite inferior de ±0,3 mm).
Isso significa:
- Para qualquer característica menor que 100 milímetro, A tolerância é o limite inferior fixo de ±0,3 mm.
- Para qualquer característica maior que 100 milímetro, A tolerância é calculada como 0.3% da duração desse longa. Por exemplo, um 200 O recurso de mm de comprimento teria uma tolerância de ±0,6 mm (200 milímetro * 0.003).
Essa abordagem combinada explica a natureza da impressão 3D, onde pequenas imprecisões podem ser inerentes ao processo, e peças maiores são mais suscetíveis a efeitos como retração térmica.
Por que a tolerância é diferente da usinagem CNC?
Engenheiros familiarizados com usinagem CNC estão acostumados a tolerâncias muito rígidas, frequentemente medido em alguns centésimos de milímetro. 3As tolerâncias de impressão D geralmente são mais frouxas. Isso porque a manufatura aditiva é um processo térmico mais complexo. Enquanto uma máquina CNC esculpe a partir de um bloco estável de metal, uma impressora 3D constrói uma peça do zero derretendo ou curando material. Isso introduz mais variáveis que podem afetar as dimensões finais.
Principais Fatores que Influenciam as Tolerâncias na Impressão 3D
A precisão final de uma peça impressa em 3D não é um número único. É o resultado de uma interação complexa entre a máquina, O material, e o próprio design. Compreender esses fatores é fundamental para gerenciar e otimizar a precisão dimensional da sua peça.
O que determina a precisão final de uma peça impressa em 3D?
A própria tecnologia de impressão 3D
Esse é o fator mais importante. A física fundamental de como um processo constrói uma peça define sua precisão inerente. Por exemplo, a precisão de uma máquina SLA é determinada pelo tamanho do ponto de laser, que é muito pequeno. A precisão de uma máquina FDM é limitada pelo diâmetro de seu bico de extrusão, que é muito maior.
Calibração e Condição da Máquina
Um profissional, impressora 3D de nível industrial é um equipamento de precisão. Produzir peças precisas, Deve estar perfeitamente calibrada e mantida. Isso inclui garantir que a plataforma de construção esteja perfeitamente nivelada, Os sistemas de movimento são precisos, e as fontes de energia (Lasers, Lâmpadas) estão operando na potência correta. Uma máquina bem mantida sempre produzirá peças mais precisas.
Propriedades dos materiais (Expansão Térmica)
A maioria dos processos de impressão 3D envolve calor. Os materiais naturalmente se expandem quando aquecidos e encolhem quando esfriam. Essa expansão e contração térmica são uma fonte primária de imprecisão. Operadores de máquinas habilidosos e softwares avançados compensam essa retração previsível. Contudo, Resfriamento inconsistente pode levar a empenamento e desvio dimensional.
Design de Peças e Geometria
O formato da peça em si pode ter um grande impacto em sua precisão final.
- Grande, Superfícies planas são propensas a deformações, especialmente em processos de MFF e leito de pólvora. Isso acontece quando uma parte da camada esfria mais rápido que outra, criando tensão interna.
- Alto, Paredes finas podem ser suscetíveis a oscilações ou vibrações durante o processo de construção, o que pode afetar a retidão deles.
- Saliências sem suporte podem ceder ou cair durante a impressão se não forem devidamente suportadas.
Orientação da Peça e Suportes
A forma como uma peça é orientada dentro da câmara de construção pode afetar significativamente sua precisão. Características impressas paralelamente à placa de construção geralmente são mais precisas do que aquelas impressas verticalmente. Adicionalmente, Os locais onde estruturas de suporte tocam a superfície de uma peça terão um acabamento mais áspero e potencialmente menor precisão após a remoção dos suportes.
Pós-Processamento
A jornada até uma peça finalizada não termina quando a impressora para. Etapas de pós-processamento também podem alterar as dimensões finais de uma peça.
- Lixar ou fazer tambores remove pequenas quantidades de material.
- Jateamento de contas, usado para limpar peças SLS e MJF, pode alterar levemente as dimensões da superfície.
- Tratamento térmico ou recozimento, usado para aliviar o estresse, às vezes pode causar pequenas mudanças na forma.
O Gráfico de Tolerâncias para Impressão 3D ("Tabela de Especificações")
Este gráfico fornece um guia geral para o padrão, tolerâncias realisticamente alcançáveis para os processos de impressão 3D industrial mais comuns. É importante notar que tolerâncias mais rigorosas às vezes podem ser alcançadas com considerações específicas de projeto e pós-processamento, mas esses representam uma boa base para fins gerais de engenharia.
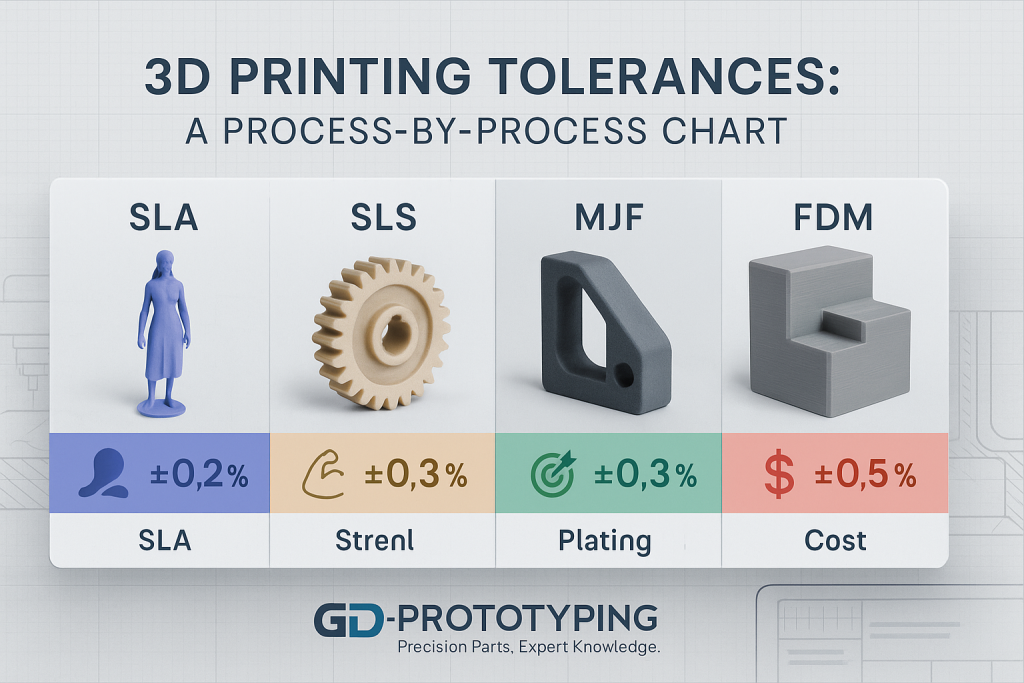
| Processo | Tolerância típica | Tamanho mínimo da característica | Principais pontos fortes |
| SLA (Estereolitografia) | ±0,2% (limite inferior de ±0,1 mm) | 0.2 milímetro | Detalhes excelentes, Acabamento liso. |
| SLS (Sinterização Seletiva a Laser) | ±0,3% (limite inferior de ±0,3 mm) | 0.8 milímetro | Partes funcionais fortes, sem suportes. |
| MJF (Fusão Multi Jet) | ±0,3% (limite inferior de ±0,3 mm) | 0.6 milímetro | Produção rápida, boa força. |
| FDM (Modelagem por Deposição Fundida) | ±0,5% (limite inferior de ±0,5 mm) | 1.0 milímetro | Baixo custo, Ampla gama de materiais. |
Uma análise detalhada das tolerâncias por processo
Para tomar uma decisão informada, É essencial entender por que Cada processo possui as tolerâncias que possui. A tecnologia subjacente dita o resultado final.
FDM (Modelagem por Deposição Fundida) Tolerâncias
O FDM constrói peças extrudindo um filamento plástico aquecido através de um bico. É a tecnologia de impressão 3D mais acessível e frequentemente a mais acessível.
- Por que as tolerâncias são mais frouxas: A precisão do FDM é fundamentalmente limitada pelo diâmetro do bocal de extrusão, que é relativamente grande (tipicamente 0.4 milímetro). Isso dificulta a produção de características muito finas. O processo também é altamente suscetível à retração térmica e empenamento, à medida que as camadas extrudadas esfriam e contraem. A natureza mecânica do processo também pode levar a um leve deslocamento das camadas. Por esses motivos, A FDM possui as tolerâncias mais frouxas entre os processos industriais comuns. Esse é um compromisso fundamental ao comparar Resina vs FDM.
- Valor Típico: ±0,5% (com limite inferior de ±0,5 mm).
SLA (Estereolitografia) Tolerâncias
O SLA constrói peças usando um laser UV para curar uma resina fotopolimérica líquida. É renomado por sua precisão e capacidade de produzir detalhes finos.
- Por que as tolerâncias são mais rígidas: A precisão do SLA vem do tamanho extremamente pequeno do feixe de laser, que pode ser tão fina quanto 0.025 milímetro. Isso permite que o processo desenhe características incrivelmente finas e precisas. Adicionalmente, SLA é um processo de baixa força que opera em ou próximo à temperatura ambiente, o que reduz significativamente o estresse térmico e a empenagem observados em outras tecnologias. O resultado é um dos processos de impressão 3D mais precisos e repetíveis disponíveis.
- Valor Típico: ±0,2% (com limite inferior de ±0,1 mm).
SLS (Sinterização Seletiva a Laser) Tolerâncias
O SLS constrói peças usando um laser CO₂ para sinterizar uma cama de pó de náilon. É um cavalo de batalha para produzir duráveis, Componentes funcionais.
- Por que as tolerâncias são moderadas: A precisão do SLS é bastante boa, mas é principalmente limitado por efeitos térmicos. Toda a cama de pólvora é aquecida a alta temperatura, e as partes então esfriam lentamente ao longo de muitas horas. Essa grande mudança térmica pode levar a algum encolhimento previsível e baixo risco de empenamento, o que é considerado no processo de impressão. O tamanho do ponto do laser também é maior do que no SLA, que limita o tamanho mínimo da característica.
- Valor Típico: ±0,3% (com limite inferior de ±0,3 mm).
MJF (Fusão Multi Jet) Tolerâncias
A MJF também constrói peças a partir de uma cama de pó de nylon, mas utiliza um método de fusão diferente envolvendo uma matriz jato de tinta e uma lâmpada infravermelha.
- Por que as tolerâncias são moderadas e consistentes: As tolerâncias do MJF são muito semelhantes às do SLS, pois ambos são governados pela retração térmica de uma grande massa de pó. Contudo, Processo de fusão camada a camada do MJF, Controlada por um agente de detalhamento preciso, pode levar a resultados um pouco mais consistentes e repetíveis em toda a plataforma de build. Isso a torna uma tecnologia extremamente confiável para produzir séries de peças idênticas.
- Valor Típico: ±0,3% (com limite inferior de ±0,3 mm).
Para uma análise técnica mais aprofundada dos três principais processos industriais discutidos acima, Veja nosso Abrangente SLA vs SLS vs MJF guiar.
Projeto para Fabricabilidade: Como Melhorar a Precisão das Peças
Engenheiros não são apenas recipientes passivos da tolerância inerente de um processo. Eles podem projetar partes ativamente de forma a maximizar seu potencial de precisão.
Como os engenheiros podem projetar tolerâncias mais rígidas?
- Adicione Fillets e Raios: Cantos internos afiados atuam como concentradores de tensão e são propensos a empenamento. Adicionar um pequeno filé ou raio nesses cantos ajuda a distribuir o estresse de forma mais uniforme, levando a uma parte mais estável dimensionalmente.
- Evite Grandes, Plano, Superfícies sem suporte: Um grande, fino, Superfície plana é a geometria mais propensa a empenar durante a impressão e o resfriamento. Adicionar nervuras ou reforços integrados ao projeto pode aumentar significativamente a rigidez da superfície e evitar essa distorção.
- Projeto com Espessuras Uniformes de Parede: Partes com seções muito grossas e muito finas vão esfriar em velocidades diferentes. Isso pode criar tensões internas que puxam a peça para fora de forma. Projetar com uma espessura de parede consistente em toda a peça promove resfriamento uniforme e melhor precisão.
- Oriente Características Críticas Corretamente: Se uma peça tiver um furo, isso exige uma tolerância muito apertada, É melhor orientar essa característica paralelamente à plataforma de construção (no plano XY). As características impressas nessa orientação geralmente são mais precisas e têm um acabamento superficial melhor do que aquelas construídas verticalmente (na direção Z).
- Especifique tolerâncias críticas apenas quando necessário: Aplicar uma tolerância muito rígida em toda uma peça pode torná-la desnecessariamente cara ou difícil de produzir. Use tolerâncias de bloco de título para recursos não críticos, e especifique apenas tolerâncias rígidas para as características específicas que realmente exigem isso, como superfícies de encaixe ou perfuros de apoio.
Conclusão
Compreender as tolerâncias dimensionais realistas de cada processo de impressão 3D é essencial para o desenvolvimento bem-sucedido do produto. Ele permite que engenheiros projetem peças que se encaixem, função, e executar conforme o esperado. A escolha da tecnologia tem um impacto direto e previsível na precisão final de um componente. SLA lidera para precisão máxima, enquanto SLS e MJF oferecem excelente precisão para forte, Componentes funcionais, e o FDM oferece uma opção econômica para protótipos menos críticos.
Projetando para fabricabilidade e fazendo parcerias com um prestador de serviços especializado, Você pode garantir que suas peças impressas em 3D atendam às suas especificações toda vez. Na GD-Prototiping, Nossa equipe possui o profundo conhecimento de processos necessário para entregar alta qualidade, Peças dimensionalmente precisas em todas as principais tecnologias de manufatura aditiva.