
3Tolérances d’impression D: Un tableau et guide processus par processus
3L’impression D a libéré une liberté de conception sans précédent pour les ingénieurs. Elle permet de créer des géométries complexes autrefois impossibles à fabriquer. Toutefois, pour que ces pièces innovantes fonctionnent correctement dans le monde réel, Notamment dans les assemblages mécaniques, ils doivent être dimensionnellement précis. C’est là que le concept critique de tolérance entre en jeu. Comprendre les tolérances réalistes des différents procédés d’impression 3D est essentiel pour un développement produit réussi, Prototypage, et production.
3La tolérance à l’impression D est la plage acceptable de variation dimensionnelle entre une pièce imprimée et son modèle CAD d’origine. Elle est généralement exprimée comme une valeur nominale plus ou moins un pourcentage de la longueur de la structure (Par exemple,, ±0,2 mm ± 0.002 mm/mm). Cela signifie qu’une petite caractéristique aura une tolérance absolue plus faible qu’une très grande caractéristique sur la même pièce.
En tant que prestataire de services experts possédant une connaissance approfondie de chaque procédé d’impression 3D, GD-Prototying propose ce guide complet. Nous allons explorer ce que signifie la tolérance dans le contexte de la fabrication additive. Nous détaillerons les facteurs qui l’influencent. Et nous fournirons une réponse claire, Tableau processus par processus de ce à quoi vous pouvez vous attendre.
Qu’est-ce que la tolérance dimensionnelle en impression 3D?
Dans la fabrication, Aucune pièce n’est jamais parfaitement identique à son plan numérique. Il y aura toujours des petits, Déviations mesurables. La tolérance est la pratique technique d’ingénierie qui consiste à définir l’ampleur de la déviation acceptable pour qu’une pièce soit encore prise en compte "bon." C’est une partie fondamentale de la communication de l’intention de conception.
Définition de la précision et de la précision
Ces deux termes sont souvent utilisés de manière interchangeable, Mais ils signifient des choses différentes en métrologie.
- Exactitude fait référence à la proximité d’une mesure avec la valeur réelle ou souhaitée. Une pièce imprimée en 3D précise aura des dimensions moyennes très proches de celles du modèle CAO.
- Précision fait référence à la proximité de plusieurs mesures entre elles. Un procédé d’impression 3D précis produira un lot de pièces presque identiques entre elles, même si elles sont toutes légèrement imprécises comparées au modèle CAO.
Les procédés d’impression 3D industrielle visent à la fois une grande précision et une grande précision. La tolérance est la spécification qui définit les limites acceptables pour les deux.
Comment les tolérances s’expriment
La tolérance pour une pièce imprimée en 3D est presque toujours exprimée par une combinaison d’une valeur fixe et d’un pourcentage variable. Une tolérance typique pourrait s’écrire ainsi: ±0,3 % (avec une limite inférieure de ±0,3 mm).
Cela signifie:
- Pour toute caractéristique inférieure à 100 mm, La tolérance est la limite inférieure fixe de ±0,3 mm.
- Pour toute caractéristique supérieure à 100 mm, La tolérance est calculée comme suit 0.3% de la durée de ce long métrage. Par exemple, un 200 La caractéristique de mm de long aurait une tolérance de ±0,6 mm (200 mm * 0.003).
Cette approche combinée explique la nature de l’impression 3D, où de petites inexactitudes peuvent être inhérentes au processus, et les pièces plus grandes sont plus sensibles à des effets comme le retrait thermique.
Pourquoi la tolérance est-elle différente de l’usinage CNC?
Les ingénieurs familiers avec l’usinage CNC sont habitués à des tolérances très serrées, souvent mesurée en quelques centièmes de millimètre. 3Les tolérances d’impression D sont généralement plus souples. Cela s’explique par le fait que la fabrication additive est un procédé thermique plus complexe. Tandis qu’une machine CNC sculpte dans un bloc métallique stable, une imprimante 3D construit une pièce à partir de zéro en faisant fondre ou en durcissant le matériau. Cela introduit davantage de variables pouvant affecter les dimensions finales.
Facteurs clés qui influencent les tolérances à l’impression 3D
La précision finale d’une pièce imprimée en 3D n’est pas un seul chiffre. C’est le résultat d’une interaction complexe entre les machines, Le matériau, et le design lui-même. Comprendre ces facteurs est essentiel pour gérer et optimiser la précision dimensionnelle de votre pièce.
Qu’est-ce qui détermine la précision finale d’une pièce imprimée en 3D?
La technologie d’impression 3D elle-même
C’est le facteur le plus important. La physique fondamentale de la construction d’une pièce par un procédé définit sa précision intrinsèque. Par exemple, la précision d’une machine SLA est déterminée par la taille de son point laser, qui est très petit. La précision d’une machine FDM est limitée par le diamètre de sa buse d’extrusion, qui est bien plus grand.
Étalonnage et état de la machine
Un professionnel, l’imprimante 3D de qualité industrielle est un équipement de précision. Pour produire des pièces précises, Il doit être parfaitement calibré et entretenu. Cela inclut de s’assurer que la plateforme de construction est parfaitement nivelée, Les systèmes de mouvement sont précis, et les sources d’énergie (Lasers, Lampes) fonctionnent à la bonne puissance. Une machine bien entretenue produira toujours des pièces plus précises.
Propriétés des matériaux (Dilatation thermique)
La plupart des procédés d’impression 3D impliquent de la chaleur. Les matériaux se dilatent naturellement lorsqu’ils sont chauffés et se rétractent lorsqu’ils refroidissent. Cette dilatation et cette contraction thermiques sont une source principale d’imprécision. Des opérateurs de machines qualifiés et des logiciels avancés compensent ce retrait prévisible. Toutefois, Un refroidissement irrégulier peut entraîner des déformations et des déviations dimensionnelles.
Conception des pièces et géométrie
La forme de la pièce elle-même peut avoir un impact majeur sur sa précision finale.
- Grand, Les surfaces planes sont sujettes à la déformation, en particulier dans les procédés FDM et en lit à poudre. Cela se produit lorsqu’une partie de la couche refroidit plus vite qu’une autre, créer une contrainte interne.
- Grand, Les parois fines peuvent être sensibles au balancement ou aux vibrations pendant la construction, ce qui peut affecter leur droiture.
- Les surplombs non soutenus peuvent s’affaisser ou s’affaisser pendant l’impression s’ils ne sont pas correctement supportés.
Orientation des pièces et supports
L’orientation d’une pièce dans la chambre de construction peut avoir un impact significatif sur sa précision. Les éléments imprimés parallèlement à la plaque de construction sont généralement plus précis que ceux imprimés verticalement. De plus, Les endroits où les structures de soutien touchent la surface d’une pièce auront une finition plus rugueuse et une précision potentiellement moindre après le retrait des supports.
Post-traitement
Le trajet vers une pièce finie ne s’arrête pas lorsque l’imprimante s’arrête. Les étapes de post-traitement peuvent également modifier les dimensions finales d’une pièce.
- Le ponçage ou le roulage enlève de petites quantités de matière.
- Dynamitage de perles, utilisé pour nettoyer les pièces SLS et MJF, peut légèrement modifier les dimensions de surface.
- Traitement thermique ou recuit, utilisé pour soulager le stress, peut parfois provoquer de légers changements de forme.
Le tableau des tolérances de l’impression 3D ("Tableau de spécifications")
Ce tableau fournit un guide général de la norme, tolérances réalistes pour les procédés d’impression 3D industrielle les plus courants. Il est important de noter que des tolérances plus strictes peuvent parfois être obtenues avec des considérations spécifiques de conception et un post-traitement, mais cela constitue une bonne référence pour des usages généraux d’ingénierie.
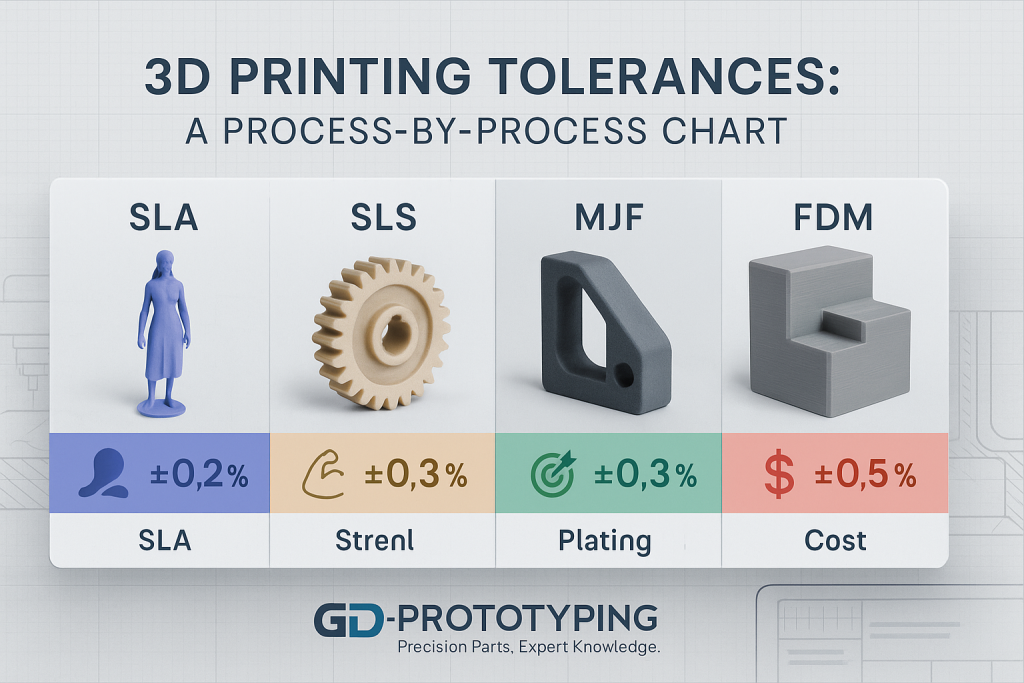
| Processus | Tolérance typique | Taille minimale des caractéristiques | Points forts clés |
| SLA (Stéréolithographie) | ±0,2 % (Limite inférieure de ±0,1 mm) | 0.2 mm | Excellent détail, Finition lisse. |
| SLS (Frittage sélectif au laser) | ±0,3 % (Limite inférieure de ±0,3 mm) | 0.8 mm | Pièces fonctionnelles solides, Pas de supports. |
| MJF (Fusion multi-jet) | ±0,3 % (Limite inférieure de ±0,3 mm) | 0.6 mm | Production rapide, bonne force. |
| FDM (Modélisation par dépôt fusionné) | ±0,5 % (Limite inférieure de ±0,5 mm) | 1.0 mm | Faible coût, Large gamme de matériaux. |
Un aperçu détaillé des tolérances par procédé
Pour prendre une décision éclairée, Il est essentiel de comprendre pourquoi Chaque processus possède les tolérances qu’il possède. La technologie sous-jacente dicte le résultat final.
FDM (Modélisation par dépôt fusionné) Tolérances
Le FDM construit des pièces en extrudant un filament de plastique chauffé à travers une buse. C’est la technologie d’impression 3D la plus accessible et souvent la plus abordable.
- Pourquoi les tolérances sont plus souples: La précision de la FDM est fondamentalement limitée par le diamètre de la buse d’extrusion, qui est relativement grand (typiquement 0.4 mm). Cela rend difficile la production de caractéristiques très fines. Le procédé est également très sensible au retrait thermique et à la déformation, à mesure que les couches extrudées refroidissent et se contractent. La nature mécanique du procédé peut également entraîner un léger déplacement des couches. Pour ces raisons, La FDM a les tolérances les plus souples des procédés industriels courants. C’est un compromis clé lors de la comparaison Résine vs FDM.
- Valeur typique: ±0,5 % (avec une limite inférieure de ±0,5 mm).
SLA (Stéréolithographie) Tolérances
SLA construit des pièces en utilisant un laser UV pour durcir une résine photopolymère liquide. Elle est réputée pour sa précision et sa capacité à produire des détails fins.
- Pourquoi les tolérances sont plus strictes: La précision de la SLA provient de la taille extrêmement petite du point laser, qui peut être aussi fine que 0.025 mm. Cela permet au procédé de dessiner des traits incroyablement fins et précis. De plus, SLA est un procédé à faible force qui fonctionne à température ambiante ou près de la température, ce qui réduit significativement les contraintes thermiques et la déformation observées dans d’autres technologies. Le résultat est l’un des procédés d’impression 3D les plus précis et reproductibles disponibles.
- Valeur typique: ±0,2 % (avec une limite inférieure de ±0,1 mm).
SLS (Frittage sélectif au laser) Tolérances
SLS construit des pièces en utilisant un laser CO₂ pour sinter un lit de poudre de nylon. C’est un cheval de bataille pour produire de la durabilité, Pièces fonctionnelles.
- Pourquoi les tolérances sont modérées: La précision du SLS est assez bonne, mais elle est principalement limitée par les effets thermiques. L’ensemble du lit de poudre est chauffé à haute température, et les pièces refroidissent ensuite lentement sur de nombreuses heures. Ce changement thermique important peut entraîner un certain retrait prévisible et un faible risque de déformation, ce qui est pris en compte dans le processus d’impression. La taille du point laser est également plus grande que dans SLA, ce qui limite la taille minimale des caractéristiques.
- Valeur typique: ±0,3 % (avec une limite inférieure de ±0,3 mm).
MJF (Fusion multi-jet) Tolérances
MJF fabrique également des pièces à partir d’un lit de poudre de nylon mais utilise une méthode de fusion différente impliquant un réseau jet d’encre et une lampe infrarouge.
- Pourquoi les tolérances sont modérées et constantes: Les tolérances du MJF sont très similaires à celles du SLS, car elles sont toutes deux régies par le rétrécissement thermique d’une grande masse de poudre. Toutefois, Le processus de fusion couche par couche de MJF, Contrôlé par un agent de détail précis, peut conduire à des résultats légèrement plus cohérents et répétables sur une plateforme de build. Cela en fait une technologie extrêmement fiable pour produire des séries de pièces identiques.
- Valeur typique: ±0,3 % (avec une limite inférieure de ±0,3 mm).
Pour une analyse technique plus approfondie des trois principaux processus industriels évoqués ci-dessus, Voir notre liste complète SLA vs SLS vs MJF guide.
Conception pour la fabricabilité: Comment améliorer la précision des pièces
Les ingénieurs ne sont pas seulement des bénéficiaires passifs de la tolérance inhérente à un procédé. Ils peuvent concevoir activement des pièces de manière à maximiser leur potentiel de précision.
Comment les ingénieurs peuvent-ils concevoir des tolérances plus strictes?
- Ajouter des filets et des rayons: Les coins internes tranchants agissent comme des concentrateurs de contraintes et sont sujets à la déformation. Ajouter un petit filet ou un rayon à ces coins aide à répartir les contraintes de manière plus uniforme, ce qui conduit à une partie plus stable dimensionnellement.
- Éviter les grands, Plat, Surfaces non supportées: Un grand, mince, La surface plane est la géométrie la plus susceptible de se déformer lors de l’impression et du refroidissement. L’ajout de nervures ou de goussets intégrés au design peut considérablement augmenter la rigidité de la surface et éviter cette déformation.
- Conception avec des épaisseurs de paroi uniformes: Les parties avec des sections très épaisses et très fines refroidiront à des vitesses différentes. Cela peut créer des contraintes internes qui déforment la pièce. Concevoir avec une épaisseur de paroi uniforme sur toute la pièce favorise un refroidissement uniforme et une meilleure précision.
- Orientez correctement les caractéristiques critiques: Si une pièce a un trou, cela nécessite une tolérance très stricte, Il est préférable d’orienter cette caractéristique parallèlement à la plateforme de construction (dans le plan XY). Les caractéristiques imprimées dans cette orientation sont généralement plus précises et ont une meilleure finition de surface que celles construites verticalement (dans la direction Z).
- Spécifier les tolérances critiques uniquement lorsque cela est nécessaire: Appliquer une tolérance très stricte sur toute une pièce peut la rendre inutilement coûteuse ou difficile à produire. Utilisez des tolérances de blocs de titre pour les fonctionnalités non critiques, et ne spécifier des tolérances strictes que sur les caractéristiques spécifiques qui les exigent absolument, comme les surfaces d’accouplement ou les alésages d’appui.
Conclusion
Comprendre les tolérances dimensionnelles réalistes de chaque procédé d’impression 3D est essentiel pour un développement produit réussi. Cela permet aux ingénieurs de concevoir des pièces qui s’adaptent, fonction, et exécuter comme prévu. Le choix de la technologie a un impact direct et prévisible sur la précision finale d’un composant. SLA dirige pour une précision ultime, tandis que SLS et MJF offrent une excellente précision pour la force, Pièces fonctionnelles, et FDM offre une option économique pour les prototypes moins critiques.
En concevant pour la fabrication et en collaborant avec un prestataire de services expert, vous pouvez vous assurer que vos pièces imprimées en 3D respectent vos spécifications à chaque fois. Au GD-Prototypage, Notre équipe possède une connaissance approfondie des processus nécessaire pour offrir une qualité de haute qualité, Pièces dimensionnellement précises dans toutes les principales technologies de fabrication additive.