
3Tolerancias de impresión D: Un gráfico y guía proceso por proceso
3La impresión D ha desbloqueado una libertad de diseño sin precedentes para los ingenieros. Permite la creación de geometrías complejas que antes eran imposibles de fabricar. Sin embargo, para que estas piezas innovadoras funcionen correctamente en el mundo real, especialmente en conjuntos mecánicos, deben ser dimensionalmente precisos. Aquí es donde entra en juego el concepto crítico de tolerancia. Comprender las tolerancias realistas de los diferentes procesos de impresión 3D es esencial para un desarrollo exitoso del producto, prototipado, y producción.
3La tolerancia a la impresión D es el rango aceptable de variación dimensional entre una pieza impresa y su modelo CAD original. Normalmente se expresa como un valor nominal más o menos un porcentaje de la longitud de la característica (P ej.., ±0,2 mm ± 0.002 mm/mm). Esto significa que una característica pequeña tendrá una tolerancia absoluta menor que una característica muy grande en la misma pieza.
Como proveedor de servicios experto con un profundo conocimiento de cada proceso de impresión 3D, GD-Prototipado ofrece esta guía completa. Exploraremos qué significa tolerancia en el contexto de la fabricación aditiva. Detallaremos los factores que la influyen. Y proporcionaremos una clara, Gráfico proceso por proceso de lo que puedes esperar.
¿Qué es la tolerancia dimensional en la impresión 3D??
En la fabricación, ninguna parte es jamás perfectamente idéntica a su plano digital. Siempre habrá pequeños, Desviaciones medibles. La tolerancia es la práctica de ingeniería que consiste en definir cuánta desviación es aceptable para que una pieza siga siendo considerada "bien." Es una parte fundamental de la comunicación de la intención de diseño.
Definición de precisión y precisión
Estos dos términos suelen usarse de forma intercambiable, Pero significan cosas diferentes en metrología.
- Exactitud se refiere a lo cerca que está una medición del valor verdadero o previsto. Una pieza impresa en 3D precisa tendrá dimensiones medias muy cercanas a las del modelo CAD.
- Precisión se refiere a la proximidad de varias mediciones entre sí. Un proceso preciso de impresión 3D producirá un lote de piezas que son casi idénticas entre sí, aunque todos sean un poco inexactos en comparación con el modelo CAD.
Los procesos de impresión 3D industrial buscan tanto alta precisión como alta precisión. La tolerancia es la especificación que define los límites aceptables para ambos.
Cómo se expresan las tolerancias
La tolerancia para una pieza impresa en 3D casi siempre se expresa como una combinación de un valor fijo y un porcentaje variable. Una tolerancia típica podría escribirse como: ±0,3% (con un límite inferior de ±0,3 mm).
Esto significa:
- Para cualquier característica menor que 100 milímetro, La tolerancia es el límite inferior fijo de ±0,3 mm.
- Para cualquier característica mayor que 100 milímetro, La tolerancia se calcula como 0.3% de la duración de ese largometraje. Por ejemplo, un 200 La característica de mm de longitud tendría una tolerancia de ±0,6 mm (200 milímetro * 0.003).
Este enfoque combinado explica la naturaleza de la impresión 3D, donde pequeñas inexactitudes pueden ser inherentes al proceso, y las piezas más grandes son más susceptibles a efectos como la contracción térmica.
¿Por qué la tolerancia es diferente del mecanizado CNC)?
Los ingenieros familiarizados con el mecanizado CNC están acostumbrados a tolerancias muy estrictas, a menudo medida en unas pocas centésimas de milímetro. 3Las tolerancias de impresión D suelen ser más flexibles. Esto se debe a que la fabricación aditiva es un proceso térmico más complejo. Mientras que una máquina CNC talla a partir de un bloque estable de metal, una impresora 3D construye una pieza desde cero derritiendo o curando material. Esto introduce más variables que pueden afectar las dimensiones finales.
Factores clave que influyen en las tolerancias de la impresión 3D
La precisión final de una pieza impresa en 3D no es un solo número. Es el resultado de una compleja interacción entre la máquina, El material, y el propio diseño. Comprender estos factores es clave para gestionar y optimizar la precisión dimensional de tu pieza.
Qué determina la precisión final de una pieza impresa en 3D?
La propia tecnología de impresión 3D
Este es el factor más importante. La física fundamental de cómo un proceso construye una pieza define su precisión inherente. Por ejemplo, la precisión de una máquina SLA está determinada por el tamaño de su punto láser, que es muy pequeño. La precisión de una máquina FDM está limitada por el diámetro de su tobera de extrusión, que es mucho más grande.
Calibración y estado de la máquina
A profesional, la impresora 3D de grado industrial es un equipo de precisión. Para producir piezas precisas, debe estar perfectamente calibrado y mantenido. Esto incluye asegurarse de que la plataforma de construcción esté perfectamente nivelada, Los sistemas de movimiento son precisos, y las fuentes de energía (Láseres, Lámparas) están funcionando a la potencia correcta. Una máquina bien mantenida siempre producirá piezas más precisas.
Propiedades de los materiales (Expansión térmica)
La mayoría de los procesos de impresión 3D implican calor. Los materiales se expanden de forma natural al calentarse y se encogen al enfriarse. Esta expansión y contracción térmica es una fuente principal de inexactitud. Operadores de máquinas cualificados y software avanzado compensan esta contracción predecible. Sin embargo, Un enfriamiento inconsistente puede provocar deformaciones y desviaciones dimensionales.
Diseño de piezas y geometría
La forma de la pieza en sí puede tener un gran impacto en su precisión final.
- Grande, Las superficies planas son propensas a deformarse, especialmente en procesos de FDM y lecho de pólvora. Esto ocurre cuando una parte de la capa se enfría más rápido que otra, creando tensión interna.
- Alto, Las paredes delgadas pueden ser susceptibles a la vibración o el balanceo durante el proceso de construcción, lo que puede afectar a su rectitud.
- Los voladizos sin soporte pueden hundirse o caer durante la impresión si no están bien soportados.
Orientación de las piezas y soportes
La orientación de una pieza dentro de la cámara de construcción puede afectar significativamente su precisión. Las características impresas paralelas a la placa de construcción suelen ser más precisas que las impresas verticalmente. Adicionalmente, Los lugares donde las estructuras de soporte tocan la superficie de una pieza tendrán un acabado más rugoso y potencialmente menor precisión una vez retirados los soportes.
Post-procesamiento
El camino hacia una pieza terminada no termina cuando la impresora se detiene. Los pasos de postprocesado también pueden alterar las dimensiones finales de una pieza.
- Lijar o laminar eliminará pequeñas cantidades de material.
- Granadura de cuentas, se usaba para limpiar piezas de SLS y MJF, puede alterar ligeramente las dimensiones superficiales.
- Tratamiento térmico o recocido, Usado para aliviar el estrés, a veces puede causar pequeños cambios en la forma.
La tabla de tolerancias para impresión 3D ("Tabla de especificaciones")
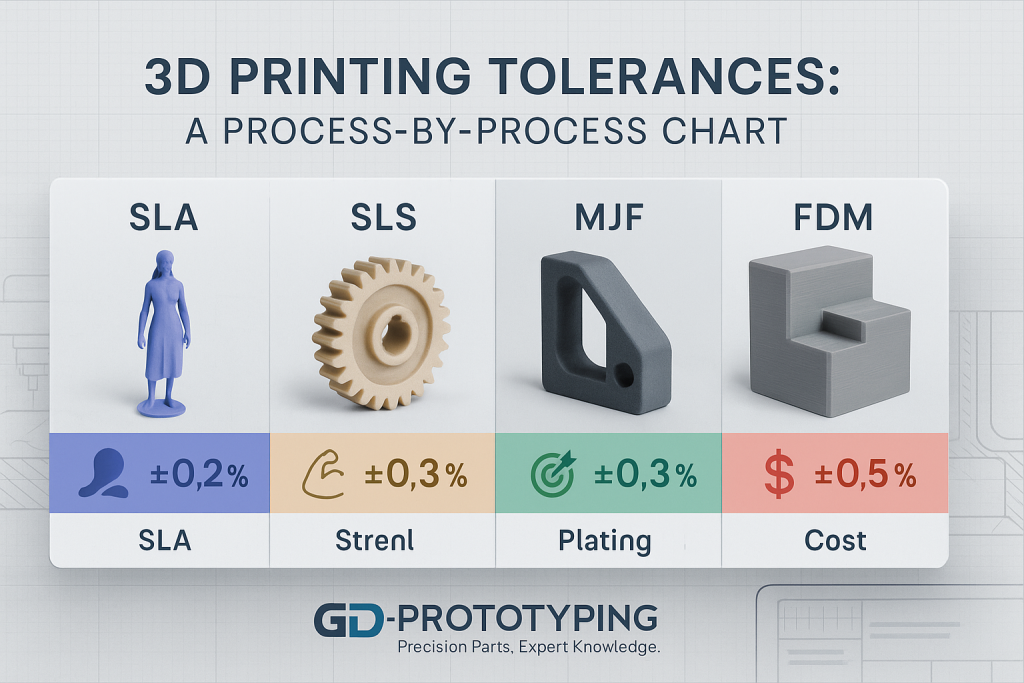
Este gráfico ofrece una guía general del estándar, tolerancias realistas alcanzables para los procesos de impresión 3D industrial más comunes. Es importante señalar que a veces se pueden lograr tolerancias más estrictas con consideraciones específicas de diseño y postprocesamiento, pero estos representan una buena base para fines generales de ingeniería.
| Proceso | Tolerancia típica | Tamaño mínimo de la característica | Fortalezas clave |
| SLA (Estereolitografía) | ±0,2% (límite inferior de ±0,1 mm) | 0.2 milímetro | Excelente detalle, Acabado liso. |
| SLS (Sinterización selectiva por láser) | ±0,3% (límite inferior de ±0,3 mm) | 0.8 milímetro | Partes funcionales fuertes, sin soportes. |
| MJF (Fusión Multi Jet) | ±0,3% (límite inferior de ±0,3 mm) | 0.6 milímetro | Producción rápida, Buena fuerza. |
| FDM (Modelado por deposición fusionada) | ±0,5% (límite inferior de ±0,5 mm) | 1.0 milímetro | Bajo coste, Amplia gama de materiales. |
Un análisis detallado de las tolerancias por proceso
Para tomar una decisión informada, Es esencial entender por qué Cada proceso tiene las tolerancias que tiene. La tecnología subyacente dicta el resultado final.
FDM (Modelado por deposición fusionada) Tolerancias
FDM fabrica piezas extruyendo un filamento de plástico calentado a través de una boquilla. Es la tecnología de impresión 3D más accesible y, a menudo, la más asequible.
- Por qué las tolerancias son más flexibles: La precisión de la FDM está fundamentalmente limitada por el diámetro de la boquilla de extrusión, que es relativamente grande (típicamente 0.4 milímetro). Esto dificulta la producción de rasgos muy finos. El proceso también es muy susceptible a la contracción térmica y a la deformación, a medida que las capas extruidas se enfrían y contraían. La naturaleza mecánica del proceso también puede provocar un ligero desplazamiento de capa. Por estas razones, La FDM tiene las tolerancias más laxos de los procesos industriales comunes. Este es un compromiso clave al comparar Resina vs FDM.
- Valor típico: ±0,5% (con un límite inferior de ±0,5 mm).
SLA (Estereolitografía) Tolerancias
SLA construye piezas utilizando un láser UV para curar una resina de fotopolímero líquido. Es reconocida por su precisión y capacidad para producir detalles finos.
- Por qué las tolerancias son más estrictas: La precisión del SLA proviene del tamaño extremadamente pequeño del punto del haz láser, que puede ser tan fina como 0.025 milímetro. Esto permite que el proceso dibuje características increíblemente finas y precisas. Adicionalmente, SLA es un proceso de baja fuerza que opera a temperatura ambiente o cerca de ello, lo que reduce significativamente el estrés térmico y la deformación observados en otras tecnologías. El resultado es uno de los procesos de impresión 3D más precisos y repetibles disponibles.
- Valor típico: ±0,2% (con un límite inferior de ±0,1 mm).
SLS (Sinterización selectiva por láser) Tolerancias
SLS construye piezas utilizando un láser de CO₂ para sinterizar una cama de polvo de nailon. Es un caballo de batalla para producir duraderos, Partes funcionales.
- Por qué las tolerancias son moderadas: La precisión de SLS es bastante buena, pero está principalmente limitada por efectos térmicos. Todo el lecho de polvo se calienta a alta temperatura, y las piezas se enfrían lentamente durante muchas horas. Este gran cambio térmico puede provocar cierta contracción predecible y un bajo riesgo de deformación, lo cual se tiene en cuenta en el proceso de impresión. El tamaño del punto láser también es mayor que en SLA, lo que limita el tamaño mínimo de la característica.
- Valor típico: ±0,3% (con un límite inferior de ±0,3 mm).
MJF (Fusión Multi Jet) Tolerancias
MJF también fabrica piezas a partir de una cama de polvo de nailon, pero utiliza un método de fusión diferente que implica una matriz de inyección de tinta y una lámpara infrarroja.
- Por qué las tolerancias son moderadas y consistentes: Las tolerancias de MJF son muy similares a las de SLS, ya que ambos están gobernados por la contracción térmica de una gran masa de pólvora. Sin embargo, Proceso de fusión por capas de MJF, Controlada por un agente de detalle preciso, puede dar lugar a resultados ligeramente más consistentes y repetibles en toda una plataforma de compilación. Esto la convierte en una tecnología extremadamente fiable para producir series de piezas idénticas.
- Valor típico: ±0,3% (con un límite inferior de ±0,3 mm).
Para una profundización técnica en los tres procesos industriales clave mencionados anteriormente, consulta nuestro artículo integral SLA vs SLS vs MJF guiar.
Diseño para la fabricabilidad: Cómo mejorar la precisión de las piezas
Los ingenieros no son solo receptores pasivos de la tolerancia inherente de un proceso. Pueden diseñar activamente piezas de forma que maximice su potencial de precisión.
¿Cómo pueden los ingenieros diseñar tolerancias más estrictas??
- Añadir filetes y radios: Las esquinas internas afiladas actúan como concentradores de tensiones y son propensas a deformarse. Añadir un pequeño filete o radio en estas esquinas ayuda a distribuir el esfuerzo de forma más uniforme, lo que conduce a una parte más estable dimensionalmente.
- Evita grandes, Plano, Superficies sin soporte: Un gran, delgado, La superficie plana es la geometría más propensa a deformarse durante la impresión y el enfriamiento. Añadir costillas o agujas integradas al diseño puede aumentar significativamente la rigidez de la superficie y evitar esta distorsión.
- Diseño con espesores uniformes de pared: Las partes con secciones muy gruesas y muy finas se enfriarán a diferentes ritmos. Esto puede generar tensiones internas que deforman la pieza. Diseñar con un grosor de pared constante en toda la pieza favorece un enfriamiento uniforme y una mejor precisión.
- Orientar correctamente las características críticas: Si una pieza tiene un agujero que requiere una tolerancia muy estricta, Es mejor orientar esa característica en paralelo a la plataforma de construcción (en el plano XY). Las características impresas en esta orientación suelen ser más precisas y tienen un mejor acabado superficial que las construidas verticalmente (en dirección Z).
- Especificar tolerancias críticas solo cuando sea necesario: Aplicar una tolerancia muy estricta a toda una pieza puede hacer que sea innecesariamente cara o difícil de producir. Utiliza tolerancias de bloques de título para características no críticas, y solo especificar tolerancias estrictas en las características específicas que absolutamente las requieran, como superficies de acoplamiento o agujeros de rodamiento.
Conclusión
Comprender las tolerancias dimensionales realistas de cada proceso de impresión 3D es esencial para un desarrollo exitoso del producto. Permite a los ingenieros diseñar piezas que encajen, Función, y actuar según lo previsto. La elección de la tecnología tiene un impacto directo y predecible en la precisión final de un componente. SLA lidera para una precisión máxima, mientras que SLS y MJF ofrecen una excelente precisión para lo fuerte, Partes funcionales, y FDM ofrece una opción económica para prototipos menos críticos.
Diseñando para la manufacturabilidad y colaborando con un proveedor de servicios experto, puedes asegurarte de que tus piezas impresas en 3D cumplan con tus especificaciones cada vez. En GD-Prototipado, Nuestro equipo posee el profundo conocimiento de procesos necesario para ofrecer una gestión de alta calidad, Piezas dimensionalmente precisas en todas las principales tecnologías de fabricación aditiva.