
3D-Druck-Toleranzen: Ein Prozess-für-Prozess-Diagramm und -Leitfaden
3Der D-Druck hat Ingenieuren eine noch nie dagewesene Designfreiheit eröffnet. Es ermöglicht die Erstellung komplexer Geometrien, die früher unmöglich herzustellen waren. Jedoch, damit diese innovativen Teile in der realen Welt korrekt funktionieren, insbesondere bei mechanischen Baugruppen, Sie müssen maßgenau sein. Hier kommt das kritische Konzept der Toleranz ins Spiel. Das Verständnis der realistischen Toleranzen verschiedener 3D-Druckverfahren ist für eine erfolgreiche Produktentwicklung unerlässlich, Prototyping, und Produktion.
3Die D-Druck-Toleranz ist der akzeptable Bereich der Maßabweichung zwischen einem gedruckten Teil und seinem ursprünglichen CAD-Modell. Er wird in der Regel als Nominalwert plus oder minus einem Prozentsatz der Länge des Features ausgedrückt (Zum Beispiel.., ±0,2 mm ± 0.002 mm/mm). Das bedeutet, dass ein kleines Merkmal eine geringere absolute Toleranz aufweist als ein sehr großes Merkmal auf demselben Teil.
Als kompetenter Dienstleister mit fundierten Kenntnissen jedes 3D-Druckprozesses, GD-Prototyping bietet diesen umfassenden Leitfaden an. Wir gehen der Frage nach, was Toleranz im Kontext der additiven Fertigung bedeutet. Wir werden die Faktoren, die es beeinflussen, detailliert beschreiben. Und wir sorgen für eine klare, Prozess-für-Prozess-Diagramm dessen, was Sie erwarten können.
Was ist Maßtoleranz im 3D-Druck??
In der Fertigung, Kein Teil ist jemals perfekt identisch mit seinem digitalen Bauplan. Es wird immer kleine geben, messbare Abweichungen. Toleranz ist die technische Praxis, bei der definiert wird, wie viel Abweichung akzeptabel ist, damit ein Teil noch berücksichtigt wird "gut." Es ist ein grundlegender Bestandteil der Kommunikation von Designabsichten.
Definieren von Genauigkeit und Präzision
Diese beiden Begriffe werden oft synonym verwendet, Aber sie bedeuten in der Messtechnik unterschiedliche Dinge.
- Genauigkeit bezieht sich darauf, wie nah eine Messung am wahren oder beabsichtigten Wert liegt. Ein präzises 3D-gedrucktes Teil hat durchschnittliche Abmessungen, die den Abmessungen im CAD-Modell sehr nahe kommen.
- Präzision bezieht sich darauf, wie nah mehrere Messungen beieinander liegen. Ein präziser 3D-Druckprozess erzeugt eine Charge von Teilen, die alle nahezu identisch miteinander sind, auch wenn sie alle im Vergleich zum CAD-Modell etwas ungenau sind.
Industrielle 3D-Druckverfahren zielen sowohl auf hohe Genauigkeit als auch auf hohe Präzision ab. Toleranz ist die Spezifikation, die die akzeptablen Grenzwerte für beide.
Wie Toleranzen ausgedrückt werden
Die Toleranz für ein 3D-gedrucktes Teil wird fast immer als Kombination aus einem festen Wert und einem variablen Prozentsatz ausgedrückt. Eine typische Toleranz könnte wie folgt geschrieben werden:: ±0,3 % (mit einer unteren Grenze von ±0,3 mm).
Das bedeutet, dass:
- Für jedes Feature, das kleiner als 100 Mm, Die Toleranz ist die feste untere Grenze von ±0,3 mm.
- Für alle Funktionen, die größer als 100 Mm, Die Toleranz wird berechnet als 0.3% der Länge dieses Merkmals. Zum Beispiel, a 200 mm langes Merkmal hätte eine Toleranz von ±0,6 mm (200 Mm * 0.003).
Dieser kombinierte Ansatz trägt dem Wesen des 3D-Drucks Rechnung, wo kleine Ungenauigkeiten im Prozess inhärent sein können, und größere Teile sind anfälliger für Effekte wie thermische Schrumpfung.
Warum unterscheidet sich Toleranz von der CNC-Bearbeitung??
Ingenieure, die sich mit der CNC-Bearbeitung auskennen, sind sehr enge Toleranzen gewohnt, oft in wenigen Hundertstel Millimetern gemessen. 3Die Toleranzen des D-Drucks sind in der Regel lockerer. Dies liegt daran, dass die additive Fertigung ein komplexerer thermischer Prozess ist. Während eine CNC-Maschine aus einem stabilen Metallblock schnitzt, Ein 3D-Drucker baut ein Teil von Grund auf neu, indem er Material schmilzt oder aushärtet. Dadurch werden weitere Variablen eingeführt, die sich auf die endgültigen Abmessungen auswirken können.
Schlüsselfaktoren, die die Toleranzen des 3D-Drucks beeinflussen
Die endgültige Genauigkeit eines 3D-gedruckten Teils ist keine einzelne Zahl. Es ist das Ergebnis eines komplexen Zusammenspiels zwischen der Maschine und der Maschine, Das Material, und das Design selbst. Das Verständnis dieser Faktoren ist der Schlüssel zur Verwaltung und Optimierung der Maßgenauigkeit Ihres Teils.
Was bestimmt die endgültige Genauigkeit eines 3D-gedruckten Teils??
Die 3D-Drucktechnologie selbst
Dies ist der wichtigste Faktor. Die grundlegende Physik, wie ein Prozess ein Teil aufbaut, definiert seine inhärente Genauigkeit. Zum Beispiel, Die Präzision einer SLA-Maschine wird durch ihre Laserpunktgröße bestimmt, die sehr klein ist. Die Präzision einer FDM-Maschine wird durch den Durchmesser ihrer Extrusionsdüse begrenzt, die viel größer ist.
Maschinenkalibrierung und -zustand
Ein Profi, Ein 3D-Drucker in Industriequalität ist ein Präzisionsgerät. Um genaue Teile herzustellen, Es muss perfekt kalibriert und gewartet werden. Dazu gehört auch, dass die Bauplattform perfekt waagerecht ist, Die Bewegungssysteme sind präzise, und die Energieträger (Laser, Lampen) mit der richtigen Leistung arbeiten. Eine gut gewartete Maschine produziert immer genauere Teile.
Materialeigenschaften (Wärmeausdehnung)
Bei den meisten 3D-Druckverfahren ist Hitze im Einsatz. Materialien dehnen sich beim Erhitzen auf natürliche Weise aus und schrumpfen, wenn sie abkühlen. Diese thermische Ausdehnung und Kontraktion ist eine der Hauptursachen für Ungenauigkeiten. Geschickte Maschinenbediener und fortschrittliche Software kompensieren diese vorhersehbare Schrumpfung. Jedoch, Eine ungleichmäßige Kühlung kann zu Verwerfungen und Maßabweichungen führen.
Teiledesign und Geometrie
Die Form des Teils selbst kann einen großen Einfluss auf seine endgültige Genauigkeit haben.
- Groß, Flache Oberflächen neigen dazu, sich zu verziehen, insbesondere in FDM- und Pulverbettverfahren. Dies geschieht, wenn ein Teil der Schicht schneller abkühlt als ein anderer, Innere Spannung erzeugen.
- Hoch, Dünne Wände können während des Bauprozesses anfällig für Wackeln oder Vibrationen sein, was ihre Geradlinigkeit beeinträchtigen kann.
- Nicht stützende Überhänge können während des Drucks durchhängen oder hängen, wenn sie nicht richtig gestützt werden.
Teileausrichtung und Stützen
Die Art und Weise, wie ein Teil innerhalb der Baukammer ausgerichtet ist, kann seine Genauigkeit erheblich beeinflussen. Merkmale, die parallel zur Bauplatte gedruckt werden, sind in der Regel genauer als solche, die vertikal gedruckt werden. Zusätzlich, Die Stellen, an denen Stützstrukturen die Oberfläche eines Teils berühren, haben nach dem Entfernen der Stützen eine rauere Oberfläche und möglicherweise eine geringere Genauigkeit.
Nachbearbeitung
Die Reise zum fertigen Teil endet nicht, wenn der Drucker stoppt. Nachbearbeitungsschritte können auch die endgültigen Abmessungen eines Teils ändern.
- Durch Schleifen oder Taumeln werden kleine Materialmengen entfernt.
- Perlstrahlen, Wird zum Reinigen von SLS- und MJF-Teilen verwendet, kann die Oberflächenabmessungen leicht verändern.
- Wärmebehandlung oder Glühen, Wird verwendet, um Stress abzubauen, kann manchmal zu leichten Formveränderungen führen.
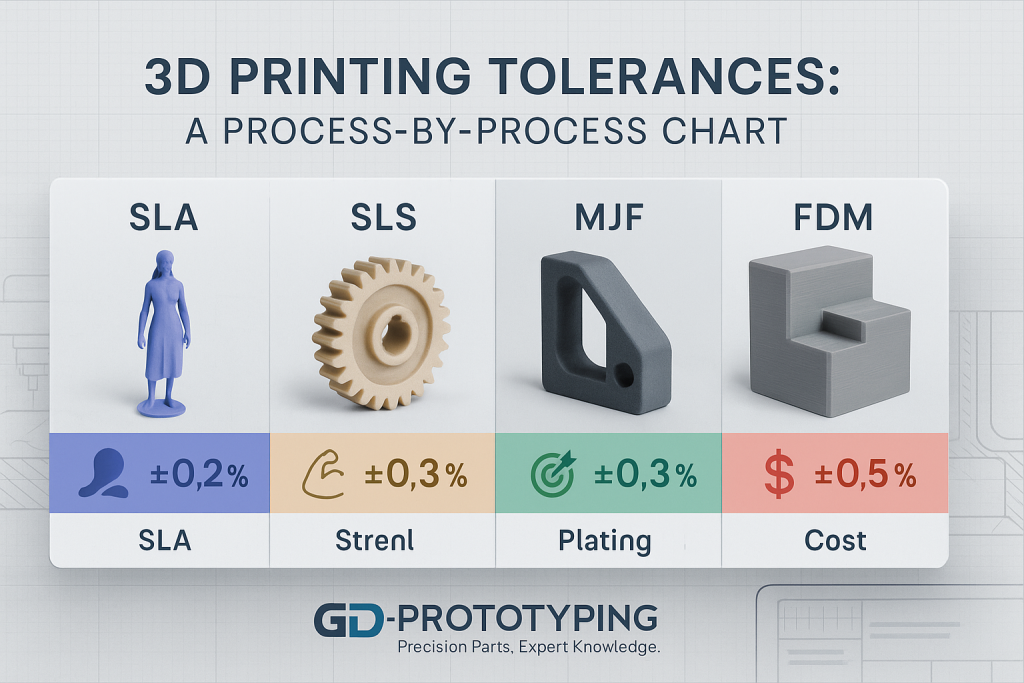
Die 3D-Druck-Toleranztabelle ("Spezifikationstabelle")
Diese Grafik bietet einen allgemeinen Leitfaden für den Standard, realistisch erreichbare Toleranzen für die gängigsten industriellen 3D-Druckverfahren. Es ist wichtig zu beachten, dass engere Toleranzen manchmal durch spezifische Designüberlegungen und Nachbearbeitung erreicht werden können, Aber diese stellen eine gute Grundlage für allgemeine technische Zwecke dar.
| Prozess | Typische Toleranz | Minimale Feature-Größe | Wesentliche Stärken |
| SLA (Stereolithographie) | ±0,2 % (untere Grenze von ±0,1 mm) | 0.2 Mm | Ausgezeichnete Detailgenauigkeit, glatte Oberfläche. |
| SLS (Selektives Lasersintern) | ±0,3 % (untere Grenze von ±0,3 mm) | 0.8 Mm | Starke Funktionsteile, keine Stützen. |
| MJF (Multi-Jet-Fusion) | ±0,3 % (untere Grenze von ±0,3 mm) | 0.6 Mm | Schnelle Produktion, gute Festigkeit. |
| FDM (Fused Deposition Modellierung) | ±0,5 % (untere Grenze von ±0,5 mm) | 1.0 Mm | Niedrige Kosten, breites Materialspektrum. |
Ein detaillierter Blick auf die Toleranzen nach Prozess
Um eine fundierte Entscheidung zu treffen, Es ist wichtig zu verstehen, warum Jeder Prozess hat die Toleranzen, die er hat. Die zugrundeliegende Technologie diktiert das Endergebnis.
FDM (Fused Deposition Modellierung) Toleranzen
FDM baut Teile, indem es ein erhitztes Filament aus Kunststoff durch eine Düse extrudiert. Es ist die zugänglichste und oft auch die kostengünstigste 3D-Drucktechnologie.
- Warum die Toleranzen lockerer sind: Die Genauigkeit von FDM wird grundlegend durch den Durchmesser der Extrusionsdüse begrenzt, was relativ groß ist (typischerweise 0.4 Mm). Dies macht es schwierig, sehr feine Merkmale herzustellen. Das Verfahren ist auch sehr anfällig für thermisches Schrumpfen und Verziehen, Wenn die extrudierten Schichten abkühlen und sich zusammenziehen. Die mechanische Natur des Prozesses kann auch zu leichten Schichtverschiebungen führen. Aus diesen Gründen, FDM hat die lockersten Toleranzen der gängigen industriellen Prozesse. Dies ist ein wichtiger Kompromiss beim Vergleich Harz vs. FDM.
- Typischer Wert: ±0,5 % (mit einer unteren Grenze von ±0,5 mm).
SLA (Stereolithographie) Toleranzen
SLA baut Teile mit einem UV-Laser, um ein flüssiges Photopolymerharz auszuhärten. Es ist bekannt für seine Präzision und seine Fähigkeit, feine Details zu erzeugen.
- Warum die Toleranzen enger sind: Die Genauigkeit von SLA beruht auf der extrem kleinen Punktgröße des Laserstrahls, die so fein sein kann wie 0.025 Mm. Dadurch kann das Verfahren unglaublich feine und präzise Merkmale zeichnen. Zusätzlich, SLA ist ein Prozess mit geringer Kraft, der bei oder nahe Raumtemperatur abläuft, Dies reduziert die thermische Belastung und den Verzug, die bei anderen Technologien auftreten, erheblich. Das Ergebnis ist eines der genauesten und wiederholbarsten 3D-Druckverfahren auf dem Markt.
- Typischer Wert: ±0,2 % (mit einer unteren Grenze von ±0,1 mm).
SLS (Selektives Lasersintern) Toleranzen
SLS baut Teile, indem ein CO₂-Laser verwendet wird, um ein Bett aus Nylonpulver zu sintern. Es ist ein Arbeitstier für die Herstellung langlebiger, Funktionsteile.
- Warum die Toleranzen moderat sind: Die Genauigkeit von SLS ist recht gut, Sie ist aber in erster Linie durch thermische Effekte begrenzt. Das gesamte Pulverbett wird auf eine hohe Temperatur erhitzt, und die Teile kühlen dann über viele Stunden langsam ab. Diese große thermische Änderung kann zu einer vorhersehbaren Schrumpfung und einem geringen Risiko des Verziehens führen, die im Druckprozess berücksichtigt werden. Die Laserspotgröße ist auch größer als bei SLA, , wodurch die minimale Feature-Größe begrenzt wird.
- Typischer Wert: ±0,3 % (mit einer unteren Grenze von ±0,3 mm).
MJF (Multi-Jet-Fusion) Toleranzen
MJF baut auch Teile aus einem Bett aus Nylonpulver, verwendet jedoch eine andere Schmelzmethode, bei der ein Inkjet-Array und eine Infrarotlampe verwendet werden.
- Warum die Toleranzen moderat und konsistent sind: Die Toleranzen von MJF sind denen von SLS sehr ähnlich, da beide von der thermischen Schrumpfung einer großen Pulvermasse bestimmt werden. Jedoch, Das schichtweise Schmelzverfahren von MJF, gesteuert durch ein präzises Detaillierungsmittel, kann zu etwas konsistenteren und wiederholbareren Ergebnissen auf einer Build-Plattform führen. Dies macht es zu einer äußerst zuverlässigen Technologie für die Herstellung von Serien identischer Teile.
- Typischer Wert: ±0,3 % (mit einer unteren Grenze von ±0,3 mm).
Für einen tieferen technischen Einblick in die drei oben besprochenen industriellen Schlüsselprozesse, Sehen Sie sich unsere umfassende SLA vs. SLS vs. MJF Anleitung.
Design für Herstellbarkeit: So verbessern Sie die Teilegenauigkeit
Ingenieure sind nicht nur passive Empfänger der einem Prozess innewohnenden Toleranz. Sie können Teile aktiv so konstruieren, dass ihr Genauigkeitspotenzial maximiert wird.
Wie können Ingenieure für engere Toleranzen konstruieren??
- Hinzufügen von Verrundungen und Radien: Scharfe Innenecken wirken als Spannungskonzentratoren und neigen zum Verziehen. Das Hinzufügen einer kleinen Verrundung oder eines Radius zu diesen Ecken hilft, die Spannung gleichmäßiger zu verteilen, was zu einem formstabileren Teil führt.
- Vermeiden Sie große, Flach, Nicht unterstützte Flächen: Ein großer, dünn, Flache Oberfläche ist die Geometrie, die sich beim Drucken und Abkühlen am ehesten verzieht. Das Hinzufügen von integrierten Rippen oder Zwickeln zum Design kann die Steifigkeit der Oberfläche erheblich erhöhen und diesen Verzug verhindern.
- Ausführung mit gleichmäßigen Wandstärken: Teile mit sehr dicken und sehr dünnen Abschnitten kühlen unterschiedlich schnell ab. Dadurch können innere Spannungen entstehen, die das Teil aus der Form ziehen. Die Konstruktion mit einer gleichmäßigen Wandstärke im gesamten Teil fördert eine gleichmäßige Kühlung und eine bessere Genauigkeit.
- Kritische Features richtig ausrichten: Wenn ein Teil eine Bohrung hat, die eine sehr enge Toleranz erfordert, Es ist am besten, diese Funktion parallel zur Build-Plattform auszurichten (in der XY-Ebene). Merkmale, die in dieser Ausrichtung gedruckt werden, sind im Allgemeinen genauer und haben eine bessere Oberflächengüte als solche, die vertikal gebaut wurden (in Z-Richtung).
- Kritische Toleranzen nur bei Bedarf angeben: Die Anwendung einer sehr engen Toleranz auf ein gesamtes Teil kann die Herstellung unnötig teuer oder schwierig machen. Verwenden von Schriftfeldtoleranzen für unkritische Merkmale, und geben Sie nur enge Toleranzen für die spezifischen Merkmale an, die sie unbedingt erfordern, wie z.B. Gegenlaufflächen oder Lagerbohrungen.
Abschluss
Das Verständnis der realistischen Maßtoleranzen jedes 3D-Druckverfahrens ist für eine erfolgreiche Produktentwicklung unerlässlich. Es ermöglicht Ingenieuren, Teile zu entwerfen, die passen, Funktion, und wie vorgesehen funktionieren. Die Wahl der Technologie hat einen direkten und vorhersehbaren Einfluss auf die endgültige Genauigkeit eines Bauteils. SLA-Leitungen für ultimative Präzision, während SLS und MJF eine hervorragende Genauigkeit für starke, Funktionsteile, und FDM bietet eine wirtschaftliche Option für weniger kritische Prototypen.
Durch die Entwicklung auf Herstellbarkeit und die Zusammenarbeit mit einem kompetenten Dienstleister, Sie können sicherstellen, dass Ihre 3D-gedruckten Teile jedes Mal Ihren Spezifikationen entsprechen. Bei GD-Prototyping, Unser Team verfügt über das fundierte Prozesswissen, das erforderlich ist, um qualitativ hochwertige, maßgenaue Teile über alle wichtigen additiven Fertigungstechnologien hinweg.